一种冲压件精密加工焊接夹具的制作方法
[0001]
本实用新型涉及焊接夹具领域,尤其涉及一种冲压件精密加工焊接夹具。
背景技术:
[0002]
目前,汽车制造业中焊装生产线自动化率并不高,多处工位以人工焊接为主,劳动强度大,工作效率低,现有的焊接夹具都是通过多个独立的夹紧结构依次对工件进行夹紧,夹紧装置操作麻烦,因此解决这个问题就变得很重要了。
技术实现要素:
[0003]
本实用新型的目的是提供一种冲压件精密加工焊接夹具,通过在夹紧气缸外端设置连接杆,连接杆外端连接夹紧板,连接杆前后两侧通过连动杆连接夹紧杆,通过夹紧气缸夹紧作用使夹紧板和夹紧杆分别对工件左右两端和前后两侧同时进行夹紧,解决了现有夹紧装置操作繁琐的问题。
[0004]
本实用新型提供一种冲压件精密加工焊接夹具,包括底座,底座中间前后两侧对称设有放置基板,底座中间左右两侧对称设有夹紧气缸,夹紧气缸外端设有连接杆,连接杆外端连接有夹紧板,夹紧气缸前后两侧设有夹紧杆,夹紧杆通过轴销连接在底座上,夹紧杆内侧设有压块,夹紧杆和连接杆之间设有连动杆,连动杆两端通过轴销分别与夹紧杆和连接杆连接。
[0005]
进一步改进在于:所述夹紧板为l型,夹紧板上侧设有夹紧块。
[0006]
进一步改进在于:放置基板上设有定位销。
[0007]
进一步改进在于:所述压块为曲面型。
[0008]
本实用新型的有益效果:通过夹紧气缸带动连接杆运动,使连接杆外端的夹紧板和两侧的夹紧杆同时对冲压件进行夹紧,减少了人工多部对冲压件进行夹紧固定的操作,使用更加灵活方便,有效的提高了工作效率;夹紧板采用l型并且上侧设有夹紧块,使冲压件两端可以卡接在夹紧块上,提高了夹紧固定的效果;放置基板上设置定位销,在冲压件放置时进行定位,使放置位置更加精确。
附图说明
[0009]
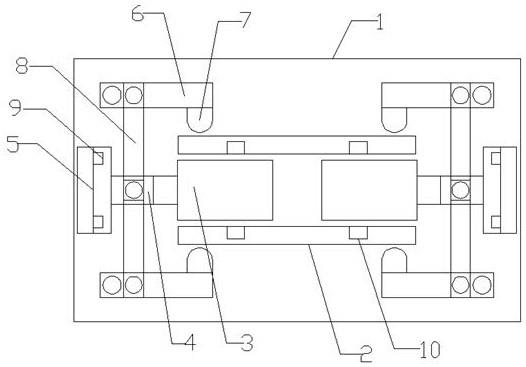
图1是本实用新型的俯视结构图。
[0010]
其中:1-底座,2-放置基板,3-夹紧气缸,4-连接杆,5-夹紧板,6-夹紧杆,7-压块,8-连动杆,9-夹紧块,10-定位销。
具体实施方式
[0011]
为了加深对本实用新型的理解,下面将结合实施例对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
[0012]
如图1所示,本实施例提供一种冲压件精密加工焊接夹具,包括底座1,底座1中间
前后两侧对称设有放置基板2,底座1中间左右两侧对称设有夹紧气缸3,夹紧气缸3外端设有连接杆4,连接杆4外端连接有夹紧板5,夹紧气缸3前后两侧设有夹紧杆6,夹紧杆6通过轴销连接在底座1上,夹紧杆6内侧设有压块7,夹紧杆6和连接杆4之间设有连动杆8,连动杆8两端分别与夹紧杆6和连接杆4通过轴销连接。所述夹紧板5为l型,夹紧板5上侧设有夹紧块9。放置基板2上设有定位销10。所述压块7为曲面型。
[0013]
将冲压件放置在放置基座2上,定位销10对冲压件放置进行定位,夹紧气缸3带动连接杆4运动,连接杆4向内收缩带动夹紧板5向内移动,使冲压件左右两端卡接在夹紧板5和夹紧块9之间进行固定,同时连接杆4移动通过连动杆带动夹紧板转动,压块7随着夹紧杆6转动从前后两侧对冲压件进行夹紧,使用更加灵活方便,有效的提高了工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1