一种透明材料的超快激光切割装置的制作方法
[0001]
本实用新型涉及一种激光加工装置,具体涉及一种用于对透明材料进行切割加工的超快激光切割装置。
背景技术:
[0002]
玻璃和蓝宝石透明材料已经成为了人们日常生活中不可缺少的一部分,随着经济的发展,对玻璃制品的需求量与日俱增。在玻璃和蓝宝石的生产工业中,玻璃和蓝宝石加工是一个十分重要环节。
[0003]
一般来说,玻璃和蓝宝石加工(冷加工)主要包括抛光、切割、钻孔、雕刻、磨边等。为了工业化实现上述玻璃和蓝宝石加工的目的,现有技术中采用的加工方法主要有机械加工方法、化学加工方法(主要用于抛光和刻蚀)、高压水射流加工方法(主要用于切割和钻孔)和激光加工方法。其中,激光加工方法在加工速度和自动化程度方面都要远远优于其它的方法。
[0004]
通常,对玻璃和蓝宝石进行激光加工采用的是波长在10.6μm附近的co2激光器,其输出功率一般需要达到100w以上。co2激光器加工玻璃和蓝宝石是通过激光入射使玻璃受热后发生断裂而实现的。以平板玻璃的切割为例,将co2激光器发出的激光束聚焦到平板玻璃上,高功率的激光使得玻璃在激光的焦点位置受热发生断裂,裂缝向玻璃的上下表面延伸从而完成切割。在受热切割的过程中,通常需要使用淬火嘴将冷水或冷气喷射到切割道上,使玻璃裂开。这种方法切割精度较低,同时难以加工复杂图形。
[0005]
使用纳秒脉冲激光可以对玻璃和蓝宝石进行激光加工,达到比co2激光器更好的加工效果。与传统的co2激光器不同,这种纳秒激光器是通过微爆破的方式实现玻璃加工的。同样以平板玻璃的切割为例,通过3d扫描振镜可以使激光的焦点在竖直方向上移动,在激光焦点经过的地方,玻璃会发生微米量级的爆破,这种微小损伤在竖直方向上叠加从而实现了精度更高的切割。这种纳秒激光器在玻璃和蓝宝石加工方面还存在着一些缺陷。纳秒激光加工后的崩边一般大于50微米,然而在不少应用场合,要求崩边小于20微米。
[0006]
为了达到小于20微米的激光加工水平,可以采用超快激光加工。将皮秒激光脉冲聚焦到透明材料的待加工位置,通过移动聚焦位置,实现对透明材料的加工。加工时,将激光束聚焦至待加工透明材料的下表面,按设定轨迹进行加工并逐步升高聚焦点,由下至上实现对透明材料的加工。所述的移动聚焦位置可以通过扫描振镜实现,输出的激光经扫描振镜后由聚焦透镜聚焦到透明材料的待加工位置,使透明材料发生微米量级的去除,通过扫描振镜移动焦点的位置,使去除点在所需加工的区域叠加从而实现加工。具体加工时,激光束聚焦至待加工透明材料的下表面,按设定轨迹进行加工并逐步升高聚焦点,由下至上实现对透明材料的加工。这样的超快激光加工没有斜角。但是这种加工方法的加工速度比较慢。
[0007]
加工速度比较快的是超快激光贝塞尔切割方法,然而,贝塞尔切割时一般采用皮秒自由空间固体激光器。皮秒自由空间固体激光器制作不方便, 可靠性差,光束质量差,价
格高。
[0008]
所以,找到一种新的超快皮秒激光器来实现透明材料的快速、低成本加工是十分有意义的。
技术实现要素:
[0009]
本实用新型的发明目的是提供一种透明材料的超快激光切割装置,以克服现有技术中加工受限的问题,提高激光透明材料加工的精度和速度。
[0010]
为达到上述发明目的,本实用新型采用的技术方案是:一种透明材料的超快激光切割装置,包括激光发生装置、光转向组件、光学头、工作平台,光学头和工作平台间设有三维运动机构,所述激光发生装置为超快脉冲串激光器,所述超快脉冲串激光器主要由半导体激光器、光纤放大器和准直器构成,所述半导体激光器提供一波长在1020纳米~1090纳米之间的脉冲串种子激光;所述光学头为贝塞尔切割头;所述半导体激光器发出的脉冲串种子激光经光纤放大器放大后,进入准直器,输出超快脉冲串激光,由光转向组件导入贝塞尔切割头,在工作平台上的被加工材料内部形成三个以上的聚焦点。
[0011]
上述技术方案中,脉冲输出激光是运用波长在1μm附近的光纤激光器。输出的脉冲串, 每一脉冲串里包括至少四个激光脉冲,脉冲宽度小于60ps,脉冲的峰值功率大于1mw, 各脉冲串里的每一激光脉冲间的时间小于30ns, 脉冲串间的间隔时间大于100ns。第一个脉冲作用到材料上使材料发生微裂纹, 并增加周围材料的温度。在周围材料的热量被扩散之前,第二脉冲到达并进一步快速增加周围材料的温度,增加微裂纹的长度。第三个脉冲可以利用前面两个脉冲的余热,有效地增加微裂纹的长度,以此类推,这种脉冲串可以大大提高增加微裂纹的长度。同时,贝塞尔切割头可以在材料中产生多个聚焦点。例如三个以上的聚焦点。当不同聚焦点的微裂纹连接到一起时,被加工材料就会产生从上到下的微裂纹,从而实现切割。
[0012]
在激光加工过程中,热扩散需要微秒的时间水平,但是随后的脉冲通常在十几纳秒左右到达。脉冲串的典型脉冲间隔为大概十纳秒,远小于热扩散所需的微秒时间。 因此可以有效地利用来自前一脉冲的余热。
[0013]
上述技术方案中,所述工作平台上方固定设置有机架,以工作平台所在平面为x-y平面,z轴垂直于x-y平面,所述激光发生装置位于机架上,机架前侧设有x轴运动模组,x轴运动模组的运动件上设有z轴运动模组,贝塞尔切割头固定在z轴运动模组的运动件上,工作平台具有y轴运动机构;所述光转向组件由4个全反射镜片组成,其中第一镜片和第二镜片固定在机架上,将激光束引导至贝塞尔切割头上方,第三镜片和第四镜片设置在z轴运动模组的运动件上,使激光束转为竖直向下方向并进入贝塞尔切割头。由此,第三镜片、第四镜片、贝塞尔切割头、
[0014]
上述技术方案中,每一激光脉冲串里包括至少四个激光脉冲,每一所述激光脉冲的脉冲宽度小于60ps,脉冲的峰值功率大于1mw,脉冲串内的相邻激光脉冲间的时间小于30ns;相邻脉冲串间的间隔时间大于100ns。
[0015]
优选的技术方案,每一激光脉冲串中的激光脉冲数是4~50个。
[0016]
更优选的,每一激光脉冲串中的激光脉冲数是4~15个。
[0017]
上述技术方案中,所述透明材料是玻璃、晶体材料、半导体和塑料中的一种。
[0018]
上述技术方案中,所述切割可以是垂直切割,也可以是有角度的切割。
[0019]
由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
[0020]
1、本实用新型利用光纤放大器配合贝塞尔切割头,保证了切割光束的可靠性,同时,通过限定脉冲串内的相邻激光脉冲间的时间,有效利用前一脉冲的余热,由此保证了切割加工的质量;
[0021]
2、本实用新型通过光转向组件与运动机构的合理配合,构成了三维加工空间,通过三轴的组合运动实现对材料的直线和各种异形外形切割。
附图说明
[0022]
图1是本实用新型实施例中超快脉冲串激光器的结构框架示意图;
[0023]
图2是本实用新型实施例的结构示意图。
具体实施方式
[0024]
下面结合附图及实施例对本实用新型作进一步描述:
[0025]
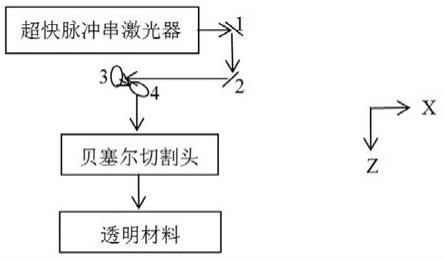
实施例一:参见图2所示,一种透明材料的超快激光切割装置,包括超快脉冲串激光器、光转向组件、贝塞尔切割头、工作平台,待加工的透明材料放置在工作平台上。
[0026]
如图1所示,超快脉冲串激光器中,由半导体激光器构成超快脉冲串种子激光器、设置多级或单级光纤放大器、准直器,半导体激光器提供一波长在1020纳米~1090纳米之间的脉冲串种子激光,经光纤放大器放大后,进入准直器,输出超快脉冲串激光。其中,每一激光脉冲串里包括至少四个激光脉冲,每一所述激光脉冲的脉冲宽度小于60ps,脉冲的峰值功率大于1mw,脉冲串内的相邻激光脉冲间的时间小于30ns;相邻脉冲串间的间隔时间大于100ns,每一激光脉冲串中的激光脉冲数是4~50个。激光器输出的超快激光束只采用光纤放大器进行能量放大,从种子光到光纤输出,激光脉冲宽度展宽量和压缩量都不超过种子激光脉宽的20%。
[0027]
本实施例中,设有三维运动机构,其构造为:在工作平台上方固定设置有机架,以工作平台所在平面为x-y平面,z轴垂直于x-y平面,超快脉冲串激光器位于机架上,激光出光方向为机架的侧方。
[0028]
在机架前侧设有x轴运动模组,x轴运动模组的运动件上设有z轴运动模组,贝塞尔切割头固定在z轴运动模组的运动件上,工作平台具有y轴运动机构。
[0029]
光转向组件由4个45
°
全反射镜片组成,其中第一镜片1和第二镜片2固定在机架上,将向旁侧出射的激光束引导至激光器的水平前方,第三镜片3和第四镜片4设置在z轴运动模组的运动件上,其中,第三镜片3将水平向左的激光束转换成向前的光束,第四镜片4位于贝塞尔切割头正上方,使激光束转为竖直向下方向并进入贝塞尔切割头。
[0030]
脉冲串激光束经过贝塞尔切割头,在工作平台上的被加工材料内部形成三个以上的聚焦点,通过三轴的组合运动实现对材料的直线和各种异形外形切割。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1