锚固件加工中的轴承推弯组件的制作方法
[0001]
本实用新型涉及锚固件,具体地,涉及一种锚固件加工中的轴承推弯组件。
背景技术:
[0002]
锚固件的现有加工方法主要采用冲床冲压折弯后人工焊接进行,虽然能够完成加工,但是存在加工程序复杂等以下缺陷:一、钢筋折弯采用人工操作冲床冲压制作,工序复杂且人工成本大;二、焊接过程中烟雾较大,容易产生职业病,难以满足环保要求;三、冲击过程中耐热钢冲击点强度发生变化,容易造成断裂;四、冲压过程中尺寸与图纸实际设计要求差距较大,精度低。
技术实现要素:
[0003]
本实用新型的目的是提供一种锚固件加工中的轴承推弯组件,该锚固件加工中的轴承推弯组件能够高效地完成钢筋的折弯。
[0004]
为了实现上述目的,本实用新型提供了一种锚固件加工中的轴承推弯组件,包括推弯底座,推弯底座的顶部设置有两个安装孔,安装孔的底部设置有底部螺栓;推弯滚轮的底部嵌设于安装孔内,推弯滚轮的中上部设置有内凹的环形槽;推弯内芯的底部贯穿推弯滚轮,并且推弯内芯的底部固定于底部螺栓上。
[0005]
优选地,推弯滚轮与推弯内芯之间设置有轴承。
[0006]
优选地,轴承为滚针轴承。
[0007]
优选地,安装孔为台阶形的通孔,且自上而下,通孔的直径逐渐减小。
[0008]
优选地,底部螺栓的螺纹头自安装孔的底部向上安装以能够固定推弯内芯的底部的螺纹孔。
[0009]
优选地,推弯底座的顶部还设置有多个贯穿孔,贯穿孔内安装有紧固件以能够将推弯底座安装于气缸上。
[0010]
优选地,推弯内芯为台阶机构,台阶机构是由多个圆柱体组成;自上而下,各个圆柱体的直径逐渐减小。
[0011]
优选地,推弯底座的侧面由多个平面组成,且各个平面间形成有棱角。
[0012]
优选地,贯穿孔的数量为3-4。
[0013]
在上述技术方案中,本实用新型采用两个推弯内芯与两个推弯滚轮进行配合,钢筋穿过两个推弯滚轮中间间隙,只要对钢筋的两端实施推力,便可实现钢筋的折弯,同时钢筋被夹持后进行一边前进一边推弯,从而实现连续折弯。
[0014]
该推弯组件具有以下优势:1、可以用于普通的折弯,也可以完成拥有大折弯半径的工件,可以完成无数种折弯半径的能力;2、既可以用于普通的折弯,也可以完成拥有大折弯半径的工件;3、结构简单、操作方便,便于安装、更换配件;4、降低了推弯内芯和推弯滚轮的磨损;5、提高了使用寿命。
[0015]
本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
[0016]
附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
[0017]
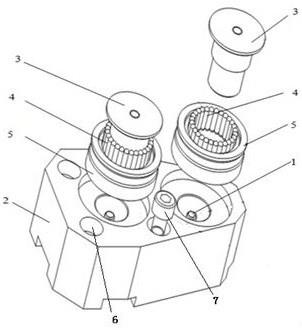
图1是本实用新型提供的锚固件加工中的轴承推弯组件的一种优选实施方式的结构示意图;
[0018]
图2是图1中未安装推弯内芯时的俯视图;
[0019]
图3是图2的a-a面的剖视图。
[0020]
附图标记说明
[0021]
1、底部螺栓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、推弯底座
[0022]
3、推弯内芯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4、轴承
[0023]
5、推弯滚轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、贯穿孔
[0024]
7、紧固件。
具体实施方式
[0025]
以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
[0026]
在本实用新型中,在未作相反说明的情况下,“上、下、顶、底、内、外”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
[0027]
本实用新型提供了一种锚固件加工中的轴承推弯组件,如图1-3所示,包括推弯底座2,推弯底座2的顶部设置有两个安装孔,安装孔的底部设置有底部螺栓1;推弯滚轮5的底部嵌设于安装孔内,推弯滚轮5的中上部设置有内凹的环形槽;推弯内芯3的底部贯穿推弯滚轮5,并且推弯内芯3的底部固定于底部螺栓1上。
[0028]
在本实施方式中,为了提高锚固件加工中的轴承推弯组件的使用寿命。优选地,推弯滚轮5与推弯内芯3之间设置有轴承4。在该实施方式中,通过轴承4的配合,能够减少推弯内芯3的磨损,进而减少推弯滚轮5与钢筋之间的摩擦力,最终达到提高了使用寿命的效果。
[0029]
在上述实施方式中,轴承4的具体种类可以在宽的范围内选择,但是为了进一步降低推弯滚轮5与钢筋之间的摩擦力,以提高组件的使用寿命,优选地,轴承4为滚针轴承。
[0030]
在本实用新型中,安装孔的具体结构可以在宽的范围内选择,但是为了进一步提高推弯滚轮5、推弯内芯3的安装稳定性,优选地,安装孔为台阶形的通孔,且自上而下,通孔的直径逐渐减小。
[0031]
此外,为了进一步提高推弯内芯3的安装稳定性,优选地,底部螺栓1的螺纹头自安装孔的底部向上安装以能够固定推弯内芯3的底部的螺纹孔。
[0032]
在本实用新型中,推弯底座2的安装方式可以在宽的范围内选择,但是为了便于安装与拆卸,优选地,推弯底座2的顶部还设置有多个贯穿孔6,贯穿孔6内安装有紧固件7(如插销、螺栓等)以能够将推弯底座2安装于气缸上。由此,便可通过紧固件7实现推弯底座2的快速的安装与拆卸。
[0033]
此外,为了进一步提高推弯内芯3的安装的稳定性,优选地,推弯内芯3为台阶机构,台阶机构是由多个圆柱体组成;自上而下,各个圆柱体的直径逐渐减小。由此,在本实施
方式中,推弯内芯3的结构能够与安装孔的台阶结构相配合,从而达到提高推弯内芯3的安装的稳定性的作用。
[0034]
在本实用新型中,推弯底座2的具体结构可以在宽的范围内选择,但是为了进一步便于推弯底座2的安装与拆卸,优选地,推弯底座2的侧面由多个平面组成,且各个平面间形成有棱角。
[0035]
最后,在上述实施方式中,贯穿孔6的数量可以在宽的范围内选择,但是考虑到推弯底座2的安装稳定性,优选地,贯穿孔6的数量为3-4。
[0036]
以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
[0037]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
[0038]
此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1