一种金属气密管回转件点焊定位系统的制作方法
1.本实用新型涉及点焊设备领域,具体涉及一种金属气密管回转件点焊定位系统。
背景技术:
2.金属气密管具有的波纹结构和柔性特征,可以起到衰减振动系统和刚性系统连接之间的振动、减小噪声、平衡热膨胀及补偿连接间的相互位移等作用。另外,金属气密管作为汽车oem部件,其前期的设计匹配工作极其复杂,主要是端盖与外衬波纹管的焊接形成气密管本体,还有内衬软管与气密管本体的焊接。
3.其中,将内衬软管与气密管本体的焊接可以采用点焊的形式,点焊就是在焊接时,使内衬软管与端盖抵接,然后在接触面的有限个点进行加热焊接。不过,现有的点焊过程中存在效率低、焊接质量差、焊接过程危险等一系列问题。
技术实现要素:
4.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种效率高、焊接质量好、焊接过程安全的金属气密管回转件点焊定位系统。
5.本实用新型的目的可以通过以下技术方案来实现:
6.现有技术在点焊过程中,往往需要将工件手持,然后再深入点焊设备进行焊接,需要更换点焊部位时,手动转动工件,继续进行焊接,使得产能很低,效率太慢,工人有时还有可能被焊接产生的热量伤害,另外,现有技术中,将内衬软管与气密管本体贴合焊接后,里面的内衬软管有时会比外面的气密管本体短一截,这对后期气密性的影响也有潜在的威胁,设计人了解上述缺陷的产生由来后,提出以下具体改进方案:
7.一种金属气密管回转件点焊定位系统,该系统包括将内衬软管、内衬小环和气密管本体焊接在一起的焊接装置和用于放置气密管本体的支撑装置;所述的支撑装置与焊接装置一侧固接;
8.所述的支撑装置设有间距可调的滚轴组,该滚轴组通过滚轴支架连接在支撑装置上,所述的滚轴组与滚轴支架转动连接,所述的滚轴支架与支撑装置铰接;点焊时,所述的气密管本体与滚轴组抵接。
9.支撑装置首先包括了一系列复杂的梁与框,具体包括加强框、上梁、主梁、底框、后梁和前梁,所述的加强框与焊接装置一侧固接;所述的底框从加强框底部引出;上梁、后梁和前梁均设于底框之上,其中上梁与底框平行,后梁和前梁与底框垂直;后梁中间设有尾块,加强框下部中间与该尾块之间设有主梁。
10.尾块与滚轴支架之间通过支条活动连接,进行加固;尾块下部设有将支条旋转角度锁紧的锁紧旋钮。另一方面,支撑装置的首尾,即前梁和后梁的1/4 和3/4处均设有供滚轴支架铰接的连接点,各个连接点处又设有可调节滚轴支架转动角度的调节把手。滚轴组中滚轴的数量为2个,滚轴的材质为橡胶材料。
11.进一步地,所述的支撑装置还设有立柱,该立柱一侧设有可自转的圆轴,点焊时,
该圆轴与气密管本体抵接。
12.该立柱立在主梁上,立柱的上部和中部均增设有端板,圆轴夹设在端板之间,可自由旋转,在点焊时,由于气密管本体会旋转,如果圆轴不能自转,就会加大气密管本体与圆轴之间的摩擦,当圆轴能自转后,将滑动摩擦转变为了滚动摩擦,减少了对气密管本体的磨损。
13.进一步地,所述的支撑装置还设有将气密管本体首尾固定的压紧机构,该压紧机构与支撑装置滑动连接。
14.进一步地,所述的压紧机构两侧设有锁紧器,所述的支撑装置两侧设有刹车条,当压紧机构位置固定时,锁紧器与刹车条抵接。
15.大滑块两侧设有锁紧器,同时,上梁外侧设有摩擦力较大的刹车条,大滑块可以通过锁紧器在刹车条上的固定作用进行定位。
16.进一步地,所述的压紧机构上设有压板,点焊时,该压板与气密管本体抵接。
17.上梁上方设有供压紧机构滑动的滑轨,压板与大滑块连接,并通过大滑块在滑轨上滑动,大滑块和滑轨之间设有小滑块,压紧机构在支撑装置上的滑动,实则是小滑块在滑轨上的滑动。
18.进一步地,所述的压板后方设有方便控制压板前后移动的把手。
19.进一步地,所述的压板上还设有可自转的第二圆轴,点焊时,该第二圆轴与气密管本体抵接。
20.第二圆轴的作用与圆轴作用类似。
21.进一步地,所述的焊接装置包括机柜,该机柜上设有上点焊部和下点焊部,点焊时,内衬软管和内衬小环抵接,上点焊部同时与内衬软管和内衬小环抵接,下点焊部与气密管本体抵接。
22.进一步地,所述的上点焊部的末端设有上点焊头,下点焊部末端设有下点焊头,所述的气密管本体包括端盖和外衬波纹管,点焊时,上点焊头同时与内衬软管和内衬小环抵接,下点焊头与端盖抵接。
23.点焊时,上点焊部会像继电器一样做出微小振动,使得上点焊头与内衬软管和内衬小环抵接或分离,进而完成点焊。
24.进一步地,该系统还设有将支撑装置支撑的第二立柱,该第二立柱一端与支撑装置固接,另一端与地面抵接。
25.一般来说,第二立柱在支撑装置的支点在主梁后段。
26.本系统的工作原理就是:将内衬软管、内衬小环和端盖抵接好以后,将气密管本体放置在滚轴组上,并且,通过调节滚轴支架的间距以及压紧机构的前后位置,使待焊接的部位牢牢控制在上点焊头和下点焊头之间,一个点焊接完成以后,只需要控制滚轴组上滚轴的转动,即可使气密管本体转动,然后再换一个点位继续焊接,一个工件点焊完成后取出工件,进行下一个工件的点焊。
27.与现有技术相比,本实用新型具有以下优点:
28.(1)本系统的支撑装置中,由于滚轴支架与支撑装置铰接,使得滚轴组间距可调,这样一来,本系统可以适应各种直径的气密管回转件,将它们进行点焊;
29.(2)本系统的支撑装置设有将气密管本体首尾固定的压紧机构,该压紧机构可以
在支撑装置上滑动,用以固定气密管本体,避免点焊时前后移动,也可以适应各种长度的气密管回转件;
30.(3)本系统的支撑装置设有可自转的圆轴,压紧机构也设有可自转的第二圆轴,在压紧机构将气密管本体压紧后,丝毫不妨碍气密管本体的转动,有利于点焊工序顺理成章的进行下去;
31.(4)本系统的滚轴组采用橡胶材料,使得气密管本体与滚轴组存在一定的摩擦力,当需要更换焊接位置时,只需要控制滚轴组上滚轴的转动,即可使气密管本体转动,即可完成焊接点位的转移;
32.(5)本系统利用滚轴组可转动和能够调节间距的特性,结合将气密管本体首尾固定的压紧机构,使得整个点焊过程效率高、质量好、安全可靠。
附图说明
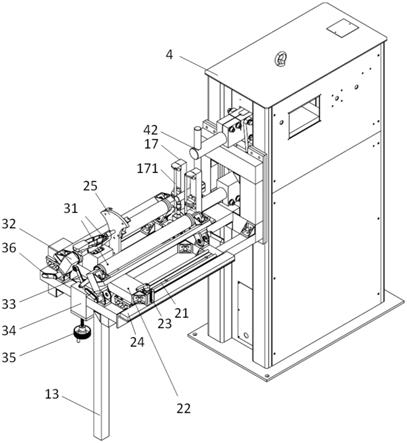
33.图1为实施例中点焊定位系统总图;
34.图2为实施例中点焊定位系统侧视图;
35.图3为图2中a处放大图;
36.图4为实施例中点焊定位系统后视图;
37.图5为实施例中支撑装置第一分解图;
38.图6为实施例中支撑装置第二分解图;
39.图7为实施例中支撑装置第三分解图;
40.图8为实施例中支撑装置第四分解图;
41.图9为实施例中支撑装置第五分解图;
42.图10为实施例中气密管分解图;
43.图中标号所示:加强框11、上梁12、第二立柱13、主梁14、底框15、后梁16、立柱17、圆轴171、前梁18、滑轨21、小滑块211、大滑块22、锁紧器23、刹车条24、压板25、把手251、第二圆轴252、滚轴组31、滚轴支架32、支条33、尾块34、锁紧旋钮35、调节把手36、机柜4、上点焊部42、上点焊头421、下点焊部43、下点焊头431、内衬软管5、内衬小环51、气密管本体6、端盖61。
具体实施方式
44.下面结合附图和具体实施例对本实用新型进行详细说明。
45.实施例
46.一种金属气密管回转件点焊定位系统,如图1-4,该系统包括将内衬软管 5、内衬小环51和气密管本体6焊接在一起的焊接装置和用于放置气密管本体 6的支撑装置;支撑装置与焊接装置一侧固接;
47.支撑装置设有间距可调的滚轴组31,该滚轴组31通过滚轴支架32连接在支撑装置上,滚轴组31与滚轴支架32转动连接,滚轴支架32与支撑装置铰接;点焊时,气密管本体6与滚轴组31抵接。
48.如图5-9,支撑装置首先包括了一系列复杂的梁与框,具体包括加强框11、上梁12、主梁14、底框15、后梁16和前梁18,加强框11与焊接装置一侧固接;底框15从加强框11底部
引出;上梁12、后梁16和前梁18均设于底框 15之上,其中上梁12与底框15平行,后梁16和前梁18与底框15垂直;后梁16中间设有尾块34,加强框11下部中间与该尾块34之间设有主梁14。尾块34与滚轴支架32之间通过支条33活动连接,进行加固;尾块34下部设有将支条33旋转角度锁紧的锁紧旋钮35。另一方面,支撑装置的首尾,即前梁 18和后梁16的1/4和3/4处均设有供滚轴支架32铰接的连接点,各个连接点处又设有可调节滚轴支架32转动角度的调节把手36。滚轴组31中滚轴的数量为2个,滚轴的材质为橡胶材料。
49.支撑装置还设有立柱17,该立柱17一侧设有可自转的圆轴171,点焊时,该圆轴171与气密管本体6抵接。该立柱17立在主梁14上,立柱17的上部和中部均增设有端板,圆轴171夹设在端板之间,可自由旋转,在点焊时,由于气密管本体6会旋转,如果圆轴171不能自转,就会加大气密管本体6与圆轴171之间的摩擦,当圆轴171能自转后,将滑动摩擦转变为了滚动摩擦,减少了对气密管本体6的磨损。支撑装置还设有将气密管本体6首尾固定的压紧机构,该压紧机构与支撑装置滑动连接。压紧机构两侧设有锁紧器23,支撑装置两侧设有刹车条24,当压紧机构位置固定时,锁紧器23与刹车条24抵接。大滑块22两侧设有锁紧器23,同时,上梁12外侧设有摩擦力较大的刹车条24,大滑块22可以通过锁紧器23在刹车条24上的固定作用进行定位。
50.压紧机构上设有压板25,点焊时,该压板25与气密管本体6抵接。上梁 12上方设有供压紧机构滑动的滑轨21,压板25与大滑块22连接,并通过大滑块22在滑轨21上滑动,大滑块22和滑轨21之间设有小滑块211,压紧机构在支撑装置上的滑动,实则是小滑块211在滑轨21上的滑动。压板25后方设有方便控制压板25前后移动的把手251。压板25上还设有可自转的第二圆轴252,点焊时,该第二圆轴252与气密管本体6抵接。第二圆轴252的作用与圆轴171作用类似。
51.焊接装置包括机柜4,该机柜上设有上点焊部42和下点焊部43,点焊时,内衬软管5和内衬小环51抵接,上点焊部42同时与内衬软管5和内衬小环 51抵接,下点焊部43与气密管本体6抵接。上点焊部42的末端设有上点焊头421,下点焊部43末端设有下点焊头431,气密管本体6包括端盖61和外衬波纹管,点焊时,上点焊头421同时与内衬软管5和内衬小环51抵接,下点焊头431与端盖61抵接。点焊时,上点焊部42会像继电器一样做出微小振动,使得上点焊头421与内衬软管5和内衬小环51抵接或分离,进而完成点焊。
52.最后,该系统还设有将支撑装置支撑的第二立柱13,该立柱一端与支撑装置固接,另一端与地面抵接。一般来说,第二立柱13在支撑装置的支点在主梁14后段。
53.本系统的工作原理就是:将内衬软管5、内衬小环51和端盖61抵接好以后,将气密管本体6放置在滚轴组31上,并且,通过调节滚轴支架32的间距以及压紧机构的前后位置,使待焊接的部位牢牢控制在上点焊头421和下点焊头431之间,一个点焊接完成以后,只需要控制滚轴组31上滚轴的转动,即可使气密管本体6转动,然后再换一个点位继续焊接,一个工件点焊完成后取出工件,进行下一个工件的点焊。
54.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1