阀体铣削加工中心用夹具的制作方法
1.本实用新型涉及机械领域,具体的说是一种阀体铣削加工中心用夹具。
背景技术:
2.铁道货车脱轨自动制动阀是铁道货车脱轨自动制动装置的重要组成部件。由拉环、顶梁、调节杆、作用杆、锁紧螺母、弹片制动阀杆和阀体等组成,其作用原理为利用脱轨时车体与轮对的相对位移,通过拉环或顶梁将制动阀杆拉断或顶断,沟通主风管与大气的通路,使列车发生紧急制动作用,保证行车安全。其中一个主要零件——阀体,结构复杂,尺寸及形位公差要求比较严格,阀体的加工精度直接影响铁道货车脱轨自动制动阀组装质量。
3.目前阀体车法兰面工序在普通车床上加工完成,工装采用花盘加弯板的组合结构,长期使用后定位芯轴上平面磨损严重,有铁屑压痕,定位精度降低,影响产品质量的稳定;紧固定位键的螺钉在生产过程中易脱落、折断,影响工装使用寿命,增加辅助工装维护时间。
技术实现要素:
4.为了克服现有的铁道货车自动制动阀阀体法兰面加工时产品质量不稳定、工装使用寿命短的不足,本实用新型提供一种阀体铣削加工中心用夹具,该阀体铣削加工中心用夹具减少了芯轴平面的磨损,提高产品质量,并且延长了工装的使用寿命。
5.本实用新型的技术方案是:一种阀体铣削加工中心用夹具,包括底板,底板上固定有方箱,所述方箱的底部连接有若干个芯轴,每个芯轴外部分别置有一个阀体,所述芯轴下端通过双头螺栓连接有开口垫,且开口垫位于阀体下端的止口上。
6.所述芯轴与阀体之间连接有键,且键通过紧固螺钉固定在芯轴上。
7.所述芯轴中段外部设有调整垫,且调整垫位于阀体内部的上止口上。
8.所述键上段与紧固螺钉连接处的宽度大于下段。
9.本实用新型具有如下有益效果:由于采取上述方案,该夹具可同时夹紧多个阀体,提高了工作效率;芯轴与阀体上下两个止口之间设有调整垫和开口垫,减少了芯轴平面磨损,延长夹具使用寿命,并提高了产品质量的稳定性;增加定位键与紧固螺钉连接处的宽度,从而可以增加紧固螺钉直径,避免紧固螺钉脱落和折断,延长夹具使用寿命。
附图说明
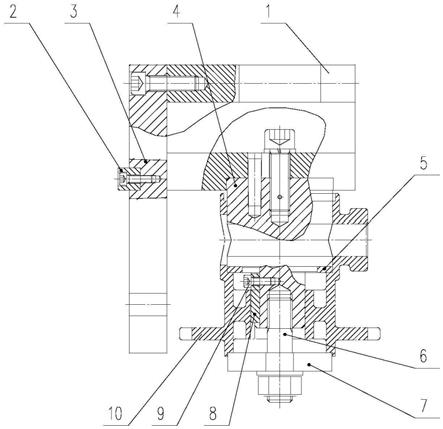
10.图1是本实用新型的主视图;
11.图2是本实用新型的右视图;
12.图3是芯轴的主视图;
13.图4是芯轴的左视图;
14.图5是键的示意图。
15.图中1
‑
方箱,2
‑
定位键,3
‑
底板,4
‑
芯轴,5
‑
调整垫,6
‑
双头螺栓,7
‑
开口垫,8
‑
键,9
‑
紧固螺钉,10
‑
阀体,41
‑
定位销孔,42
‑
螺钉孔,43
‑
紧固螺钉孔,44
‑
键槽,45
‑
双头螺栓孔,46
‑
中心孔。
具体实施方式
16.下面结合附图对本实用新型作进一步说明:
17.由图1、图2所示,一种阀体铣削加工中心用夹具,包括底板3,底板3上部固定有方箱1,所述方箱1的底部连接有若干个芯轴4,芯轴4通过螺钉并列固定在方箱1底板上。每个芯轴4外部分别置有一个阀体10,芯轴4伸入阀体10内部,芯轴4为阶梯轴,其中部的台阶卡在阀体10内部的止口上,且所述止口上设有调整垫5。所述芯轴4下端与阀体10之间连接有键8,且键8通过紧固螺钉9固定在芯轴4上,避免加工时阀体10旋转。所述芯轴4下端通过双头螺栓6连接有开口垫7,且开口垫7位于阀体10下端的止口上,从而将阀体10与芯轴4连接,避免阀体10脱落。
18.键8的结构如图5所示,上部与紧固螺钉9连接处的宽度增大。芯轴4的结构如图3、图4所示,芯轴4顶部开有定位销孔41和螺钉孔42,用于和方箱1相连。芯轴4下端侧壁上开有键槽44,键槽44形状为上部宽下部窄,适应键8的形状,从而可以增加键8的上段宽度,使紧固螺钉9固定牢固,避免螺钉脱落、折断。芯轴4下端面上开有双头螺栓孔45,用于连接双头螺栓6,从而固定阀体10。芯轴4中部开有水平的中心孔46,与阀体10上的孔相对应。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1