一种汽车管件冲孔加工设备的制作方法
1.本实用新型涉及管件冲孔加工领域,具体涉及一种汽车管件冲孔加工设备。
背景技术:
2.管材冲孔与板材冲孔相比,虽然从变形性质、变形特点等方面看,有许多相同之处,但由于管材是空心筒状毛坯,冲孔时凸、凹模接触的管壁是孤面而不像板材那样是平面,故需采取特殊的工艺措施及其模具结构形式。
3.目前汽车管材需要上下模的配合来完成冲孔工序,和正常冲孔不同的是,下模需要伸到管子里面去,通过管壁来支撑下模,然后通过管材外部的上模和内部的下模配合,进行冲裁,为了避免冲裁时管件发生变形,通常设计下模与管件的内壁配合,通过下模支撑管壁,避免管壁变形,冲孔时上模挤压管壁,导致管壁卡住下模,冲孔结束后,管件内壁冲孔留下的毛刺也会阻碍下模与管件脱离,导致管件难以与下模脱离,影响冲孔加工的效率。
4.因此,发明一种汽车管件冲孔加工设备来解决上述问题很有必要。
技术实现要素:
5.本实用新型的目的是提供一种汽车管件冲孔加工设备,通过固定拉动滑杆,进而使滑杆向滑孔外部移动,然后被滑杆支撑的活动块失去支撑,从而使活动块不再支撑管件内壁,可以避免冲孔后管件挤压活动块以及管件内壁的毛刺阻碍活动块,从而可以快速的取出管件,以解决技术中的上述不足之处。
6.为了实现上述目的,本实用新型提供如下技术方案:一种汽车管件冲孔加工设备,包括底座,所述底座顶部设有支架,所述支架与底座固定连接,所述支架一侧设有固定筒,所述固定筒设在底座顶部,所述固定筒与底座固定连接,所述固定筒内部设有管件定型机构;
7.所述管件定型机构包括固定柱,所述固定柱设在固定筒内部,所述固定柱一端延伸至支架一侧,所述固定柱与支架固定连接,所述固定柱顶端开设有限位孔,所述限位孔内部设有活动块,所述活动块与限位孔滑动连接,所述活动块顶部开设有冲模孔,所述固定柱一侧开设有滑孔,所述滑孔与限位孔相连通,所述滑孔内部设有滑杆,所述滑杆与滑孔滑动连接,所述滑杆设在活动块底部,所述滑杆与活动块滑动连接,所述滑杆一端设置为倾斜状,所述固定筒顶部设有冲孔组件。
8.优选的,所述冲孔组件包括冲压气缸,所述冲压气缸设在支架底部,所述冲压气缸与支架固定连接,所述冲压气缸输出端设有冲孔头,所述冲孔头与冲压气缸固定连接。
9.优选的,所述固定筒顶部开设有通孔,所述冲孔头与通孔和冲模孔相匹配,所述通孔与冲模孔相对应。
10.优选的,所述支架截面形状设置为l形,所述固定筒与支架固定连接。
11.优选的,所述固定柱截面形状设置为d形,所述活动块延伸出限位孔的形状设置为d形。
12.优选的,所述固定柱与固定筒之间的间隙形状设置为环形。
13.优选的,所述限位孔的深度小于滑孔底部到固定柱顶部的垂直距离。
14.在上述技术方案中,本实用新型提供的技术效果和优点:
15.通过固定拉动滑杆,进而使滑杆向滑孔外部移动,然后被滑杆支撑的活动块失去支撑,从而使活动块不再支撑管件内壁,可以避免冲孔后管件挤压活动块以及管件内壁的毛刺阻碍活动块,从而可以快速的取出管件。
附图说明
16.为了更清楚的说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
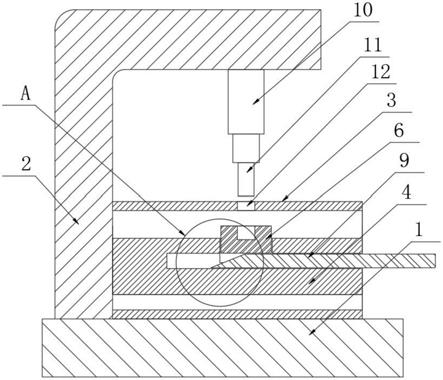
17.图1为本实用新型的整体结构示意图;
18.图2为本实用新型侧视剖视图;
19.图3为本实用新型图1的a部结构放大图;
20.图4为本实用新型图2的b部结构放大图;
21.图5为本实用新型固定柱的立体结构示意图。
22.附图标记说明:
23.1底座、2支架、3固定筒、4固定柱、5限位孔、6活动块、7冲模孔、8滑孔、9滑杆、10冲压气缸、11冲孔头、12通孔。
具体实施方式
24.为了使本领域的技术人员更好的理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
25.本实用新型提供了如图1
‑
5所示的一种汽车管件冲孔加工设备,包括底座1,所述底座1顶部设有支架2,所述支架2与底座1固定连接,所述支架2一侧设有固定筒3,所述固定筒3设在底座1顶部,所述固定筒3与底座1固定连接,所述固定筒3内部设有管件定型机构;
26.所述管件定型机构包括固定柱4,所述固定柱4设在固定筒3内部,所述固定柱4一端延伸至支架2一侧,所述固定柱4与支架2固定连接,所述固定柱4顶端开设有限位孔5,所述限位孔5内部设有活动块6,所述活动块6与限位孔5滑动连接,所述活动块6顶部开设有冲模孔7,所述固定柱4一侧开设有滑孔8,所述滑孔8与限位孔5相连通,所述滑孔8内部设有滑杆9,所述滑杆9与滑孔8滑动连接,所述滑杆9设在活动块6底部,所述滑杆9与活动块6滑动连接,所述滑杆9一端设置为倾斜状,所述固定筒3顶部设有冲孔组件。
27.进一步的,在上述技术方案中,所述冲孔组件包括冲压气缸10,所述冲压气缸10设在支架2底部,所述冲压气缸10与支架2固定连接,所述冲压气缸10输出端设有冲孔头11,所述冲孔头11与冲压气缸10固定连接。
28.进一步的,在上述技术方案中,所述固定筒3顶部开设有通孔12,所述冲孔头11与通孔12和冲模孔7相匹配,所述通孔12与冲模孔7相对应,通过冲孔头11和冲模孔7配合,进行冲孔加工。
29.进一步的,在上述技术方案中,所述支架2截面形状设置为l形,所述固定筒3与支
架2固定连接。
30.进一步的,在上述技术方案中,所述固定柱4截面形状设置为d形,所述活动块6延伸出限位孔5的形状设置为d形,通过固定柱4和活动块6配合成圆形,可以支撑住待加工管件的内壁。
31.进一步的,在上述技术方案中,所述固定柱4与固定筒3之间的间隙形状设置为环形。
32.进一步的,在上述技术方案中,所述限位孔5的深度小于滑孔8底部到固定柱4顶部的垂直距离,使滑孔8内部的滑杆9可以移动到限位孔5内部的活动块6底部,然后通过倾斜面将活动块6推起。
33.实施方式具体为:本实用新型使用时,首先将需要加工的管件插入固定筒3和固定柱4之间的间隙中,从而对管件进行限位,然后通过推动滑杆9,使滑杆9沿着滑孔8向滑动深处移动,然后滑杆9倾斜的一端移动到活动块6底部,然后继续推动滑杆9,倾斜的滑杆9移动时带动活动块6向上移动,进而使活动块6顶端支撑住管件的顶壁,然后启动冲压气缸10,冲压气缸10输出端带动冲孔头11移动,使冲孔头11穿过通孔12然后冲压固定筒3内部的管材,通过冲孔头11与冲模孔7的配合,完成冲孔加工,然后冲孔头11收回,取件时,通过固定拉动滑杆9,进而使滑杆9向滑孔8外部移动,然后被滑杆9支撑的活动块6失去支撑,从而使活动块6不再支撑管件内壁,可以避免冲孔后管件挤压活动块6以及管件内壁的毛刺阻碍活动块6,从而可以快速的取出管件,该实施方式具体解决了现有技术中冲孔时上模挤压管壁,导致管壁卡住下模,冲孔结束后,管件内壁冲孔留下的毛刺也会阻碍下模与管件脱离,导致管件难以与下模脱离,影响冲孔加工效率的问题。
34.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1