不锈钢锅体成型模具的制作方法
1.本实用新型涉及成型模具技术领域,尤其涉及一种不锈钢锅体成型模具。
背景技术:
2.锅体一般采用冲压拉伸成型,由圆板冲压拉伸成横截面为“几”字型的锅体,需要经过两道工序,对圆板先冲压拉伸后翻边。据现有技术,锅体成型的冲压拉伸和翻边两道工序需要在两台设备上进行,成本高,效率低。
技术实现要素:
3.本实用新型所要解决的技术问题是:克服以上现有技术的缺陷,提供一种成本低且效率高的不锈钢锅体成型模具。
4.为了实现上述目的,本实用新型的技术方案是:
5.一种不锈钢锅体成型模具,包括模架,所述的模架内的底表面设有下模芯,它还包括上模压料板和下模压料板,所述的上模压料板和下模压料板均位于模架内,所述的下模压料板套在下模芯外圆周上且下模压料板上下滑动配合在下模芯上,所述的上模压料板在冲压时带动下模压料板向下滑动配合在下模芯上,所述的下模压料板上表面在冲压前与下模芯上表面平齐。
6.采用以上结构后,本实用新型与现有技术相比具有以下优点:在模架内设下模芯、上模压料板和下模压料板,在冲压前让下模压料板上表面与下模芯上表面平齐,圆板放在下模压料板和下模芯上,上模压料板下行,将圆板和下模压料板相合,在压力作用下,上下压板压着圆板往下工作,由于下模芯是固定不动的,所以模具和圆板在往下工作时,圆板贴合下模芯成型锅体,在冲压拉伸的过程中同时进行翻边,成本低,效率高。
7.作为优选,它还包括第一驱动缸,所述的第一驱动缸设在模架上表面,所述的第一驱动缸的驱动杆伸进模架内与上模压料板连接,利用第一驱动缸驱动上模压料板上下运动,结构简单。
8.作为优选,它还包括第一连接板,所述的第一连接板上表面与第一驱动缸的驱动杆连接,所述的第一连接板下表面与上模压料板上表面连接,利用第一连接板带动上模压料板运动,可靠性高,运动平稳。
9.作为优选,所述的模架内设有至少两个导向柱,所述的第一连接板上下滑动配合在导向柱上,设置导向柱,对第一连接板的运动起导向作用。
10.作为优选,它还包括第二驱动缸,所述的第二驱动缸设在模架下方,所述的第二驱动缸的驱动杆伸进模架内与下模压料板连接,利用第二驱动缸驱动下模压料板往上运动。
11.作为优选,它还包括第二连接板和至少两个推杆,所述的第二连接板下表面与第二驱动缸的驱动杆连接,所述的推杆下端设在第二连接板上表面,所述的推杆上端伸进模架内与下模压料板连接,下模压料板运动平稳。
12.作为优选,所述的推杆的数量为两个,所述的推杆关于下模芯中心对称,结构简
单,效果好。
13.作为优选,所述的上模压料板和下模压料板的形状均为环状,便于对圆板进行拉伸和翻边。
附图说明
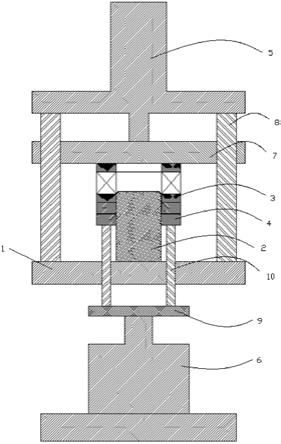
14.图1是本实用新型不锈钢锅体成型模具的主视剖视图;
15.图2是本实用新型不锈钢锅体成型模具圆板的主视剖视图;
16.图3是本实用新型不锈钢锅体成型模具锅体的主视剖视图。
17.其中,1、模架,2、下模芯,3、上模压料板,4、下模压料板,5、第一驱动缸,6、第二驱动缸,7、第一连接板,8、导向柱,9、第二连接板,10、推杆。
具体实施方式
18.下面结合附图和具体实施方式对本实用新型作进一步说明。
19.如图1所示,本实用新型提供一种不锈钢锅体成型模具,包括模架1,所述的模架1内的底表面设有下模芯2,它还包括上模压料板3和下模压料板4,所述的上模压料板3和下模压料板4均位于模架1内,所述的下模压料板4套在下模芯2外圆周上且下模压料板4上下滑动配合在下模芯2上,所述的上模压料板3在冲压时带动下模压料板4向下滑动配合在下模芯2上,所述的下模压料板4上表面在冲压前与下模芯2上表面平齐,本实用新型的优点是在模架1内设下模芯2、上模压料板3和下模压料板4,在冲压前让下模压料板4上表面与下模芯2上表面平齐,圆板放在下模压料板4和下模芯2上,上模压料板3下行,将圆板和下模压料板4相合,在压力作用下,上下压板压着圆板往下工作,由于下模芯2是固定不动的,所以模具和圆板在往下工作时,圆板贴合下模芯2成型锅体,在冲压拉伸的过程中同时进行翻边,成本低,效率高。
20.它还包括第一驱动缸5,所述的第一驱动缸5设在模架1上表面,所述的第一驱动缸5的驱动杆伸进模架1内与上模压料板3连接,利用第一驱动缸5驱动上模压料板3上下运动,结构简单。
21.它还包括第一连接板7,所述的第一连接板7上表面与第一驱动缸5的驱动杆连接,所述的第一连接板7下表面与上模压料板3上表面连接,利用第一连接板7带动上模压料板3运动,可靠性高,运动平稳。
22.所述的模架1内设有至少两个导向柱8,所述的第一连接板7上下滑动配合在导向柱8上,设置导向柱8,对第一连接板7的运动起导向作用。
23.它还包括第二驱动缸6,所述的第二驱动缸6设在模架1下方,所述的第二驱动缸6的驱动杆伸进模架1内与下模压料板4连接,利用第二驱动缸6驱动下模压料板4往上运动。
24.它还包括第二连接板9和至少两个推杆10,所述的第二连接板9下表面与第二驱动缸6的驱动杆连接,所述的推杆10下端设在第二连接板9上表面,所述的推杆10上端伸进模架1内与下模压料板3连接,下模压料板4运动平稳。
25.所述的推杆10的数量为两个,所述的推杆10关于下模芯2中心对称,结构简单,效果好。
26.所述的上模压料板3和下模压料板4的形状均为环状,便于对圆板进行拉伸和翻
边。
27.具体来说,本实用新型的原理是在模架1内设下模芯2、上模压料板3和下模压料板4,在冲压前让下模压料板4上表面与下模芯2上表面平齐,圆板放在下模压料板4和下模芯2上,上模压料板3下行,将圆板和下模压料板4相合,在压力作用下,上下压板压着圆板往下工作,由于下模芯2是固定不动的,所以模具和圆板在往下工作时,圆板贴合下模芯2成型锅体,在冲压拉伸的过程中同时进行翻边,成本低,效率高。
28.第二驱动缸6在上模压料板3下行时对下模压料板4提供一定的压力,上模压料板3下行与下模压料板4合模时,上模压料板3压力比下模压料板4压力大的,这时上模压料板3和下模压料板4就下行,具体地,在导向柱8上设行程开关,上模压料板3下到行程开关的位置就停止下行,此时圆板刚好完成了拉伸和翻边,具体地,行程开关选用红外线行程开关。
29.圆板完成拉伸和翻边后利用第一驱动缸5驱动上模压料板3上行,利用第二驱动缸6驱动下模压料板4上行进行脱料。
30.具体地,第一驱动缸5和第二驱动缸6选用油缸或着气缸。
31.在上述方案的基础上,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1