一种焊接工装的快速换模结构的制作方法
1.本实用新型涉及工装夹具设备领域,尤其涉及一种焊接工装的快速换模结构。
背景技术:
2.汽油机尾气排放的污染物已经引起了严重的环境污染问题,而使用催化净化技术降低污染及排放是汽油机排气后处理的关键技术之一,现有催化器多采用twc+gpf去除汽车尾气有害物质,而twc总成、gpf总成的加工需要不同的焊接工装去定位,保证产品制作的一致性。
3.以往焊接工装装配到机器人横梁上采用螺栓连接,一套工装螺栓数量4个到10个不等,且一台机器人双横梁配套工装六套左右,在换模过程中需要拆卸已完成订单项目的工装螺栓,安装需生产项目的工装螺栓,另工装上螺栓安装孔比螺栓要偏大,安装后位置不能与之前安装位置一致,工装安装完成后,所有机器人程序焊道点位需重新微调,一台机器人的换模时间大于2小时,效率低下,影响客户产品交付。
技术实现要素:
4.针对现有技术中缺陷与不足的问题,本实用新型提出了一种焊接工装的快速换模结构,可以简单快速的更换焊接工装的安装夹具,且定位精准,确保机器人程序焊道点位无偏移,提升了加工效率。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种焊接工装的快速换模结构,包括机器人横梁、快换底板、工装固定座、第一定位销、第二定位销、压紧螺栓、气缸和手扳阀,所述机器人横梁上设有若干组快换单元,每个单元的横梁底部设有两组气缸和横梁侧面设有控制气缸的手扳阀,气缸与横梁上方的第一定位销相连,所述快换底板上固定有两个工装固定座,所述快换底板上设有与第一定位销对应的安装孔,快换底板上沿安装孔向一端开有长形的通槽,所述安装孔外缘设有圆形安装槽安装有第二定位销,所述第二定位销上设有与通槽一致的缺口,所述快换底板由通槽处插入第一定位销至安装孔内,且第一定位销由气缸控制将第二定位销压紧,所述快换底板的前后两端分别通过压紧螺栓与机器人横梁锁紧固定。
7.进一步的,所述机器人横梁上设有用于快换底板安装两侧限位的第一限位板,机器人横梁前端设有第二限位板。
8.进一步的,所述第一限位板为倒l形且对称布置。
9.进一步的,所述快换底板的前后两端分别设有带槽口的凸出部,其一端凸出部的槽口与通槽一致贯通。
10.进一步的,所述压紧螺栓安装在凸出部的槽口内。
11.进一步的,所述压紧螺栓底部设有销孔。
12.进一步的,所述机器人横梁上设有与快换底板凸出部对应的支座,支座上安装插销与压紧螺栓配合相连。
13.进一步的,所述第二定位销设有锅形内槽,内槽上开设与第一定位销配合的通孔,通孔与缺口贯通。
14.进一步的,所述手扳阀上方设有防护板。
15.本实用新型具有如下有益效果:本实用新型快换底板通过定位销定位,由气缸控制压紧,其更换简单快速,且定位精准,确保安装焊接工装的位置不会偏移,机器人程序焊道点位无需进行微调,保证加工产品的一致性,大大地提升了换模时间和焊接加工效率。
附图说明
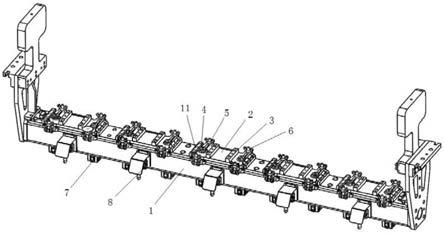
16.图1为本实用新型结构示意图;
17.图2为本实用新型单个快换单元结构示意图;
18.图3为本实用新型气缸及手扳阀结构示意图;
19.图4为本实用新型快换底板结构示意图;
20.图5为本实用新型第二定位销结构示意图。
具体实施方式
21.下面结合附图对本实用新型的具体实施方式进行详细说明。
22.如图1
‑
5所示:一种焊接工装的快速换模结构,包括机器人横梁1、快换底板2、工装固定座3、第一定位销4、第二定位销5、压紧螺栓6、气缸7和手扳阀8,所述机器人横梁1上设有若干组快换单元,每个单元的横梁底部设有两组气缸7和横梁侧面设有控制气缸的手扳阀8,气缸7与横梁上方的第一定位销4相连,所述快换底板2上固定有两个工装固定座3,所述快换底板2上设有与第一定位销4对应的安装孔21,快换底板2上沿安装孔21向一端开有长形的通槽23,所述安装孔21外缘设有圆形安装槽22安装有第二定位销5,所述第二定位销5上设有与通槽23一致的缺口,所述快换底板2由通槽23处插入第一定位销4至安装孔21内,且第一定位销4由气缸7控制将第二定位销5压紧,所述快换底板2的前后两端分别通过压紧螺栓6与机器人横梁1锁紧固定。压紧螺栓主要起到双重保险,防止焊接工装由于太重在机器人横梁翻转过程中出现掉落风险
23.所述机器人横梁1上设有用于快换底板2安装两侧限位的第一限位板11,机器人横梁前端设有第二限位板12,第一限位板11和第二限位板12对快换底板进行限位,辅助第一定位销4对其进行快速精准定位。
24.所述第一限位板11为倒l形且对称布置,安装时,快换底板2的两侧插入第一限位板11形成的槽口内,确保快换底板安装时不会偏移错位,而且由于焊接工装很重,横梁翻转焊接过程中,焊接工装是朝下的,第一限位板可以防护气缸失效,工装掉落风险。
25.所述快换底板2的前后两端分别设有带槽口241的凸出部24,其一端凸出部的槽口241与通槽23一致贯通,压紧螺栓6安装在凸出部的槽口内,所述压紧螺栓6底部设有销孔,所述机器人横梁1上设有与快换底板凸出部对应的支座13,支座13上安装插销61与压紧螺栓6配合相连,采用插销61固定,方便快捷。
26.所述第二定位销5设有锅形内槽51,内槽上开设与第一定位销配合的通孔,通孔与缺口贯通,方便第一定位销4将其压紧固定在快换底板上,第二定位销上设有若干用以对焊接工装定位的销孔,缺口的设计确保第二定位销5每次安装在快换底板上的位置一致,从而
保证对焊接工装的每次定位精准一致。
27.所述手扳阀8上方设有防护板81,用以焊接工作时对手扳阀的保护。
28.具体的,先将第二定位销安装在快换底板上,缺口方向与通槽保持一致,然后由第一限位板两侧限位插入第一定位销内,推动快换底板至前端的第二限位板处为止,启动手扳阀,控制两气缸带动第一定位销下压至第二定位销内,将第二定位销及快换底座压紧固定,再通过四个压紧螺栓将快换底板的四周锁紧,这样就完成了快换单元的更换,然后再将焊接工装安装上,通过第二定位销及工装固定座对其定位固定。本实用新型换模时间明显减少,大大提高了工作效率。
29.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种焊接工装的快速换模结构,其特征在于:包括机器人横梁、快换底板、工装固定座、第一定位销、第二定位销、压紧螺栓、气缸和手扳阀,所述机器人横梁上设有若干组快换单元,每个单元的横梁底部设有两组气缸和横梁侧面设有控制气缸的手扳阀,气缸与横梁上方的第一定位销相连,所述快换底板上固定有两个工装固定座,所述快换底板上设有与第一定位销对应的安装孔,快换底板上沿安装孔向一端开有长形的通槽,所述安装孔外缘设有圆形安装槽安装有第二定位销,所述第二定位销上设有与通槽一致的缺口,所述快换底板由通槽处插入第一定位销至安装孔内,且第一定位销由气缸控制将第二定位销压紧,所述快换底板的前后两端分别通过压紧螺栓与机器人横梁锁紧固定。2.根据权利要求1所述的一种焊接工装的快速换模结构,其特征在于:所述机器人横梁上设有用于快换底板安装两侧限位的第一限位板,机器人横梁前端设有第二限位板。3.根据权利要求2所述的一种焊接工装的快速换模结构,其特征在于:所述第一限位板为倒l形且对称布置。4.根据权利要求1所述的一种焊接工装的快速换模结构,其特征在于:所述快换底板的前后两端分别设有带槽口的凸出部,其一端凸出部的槽口与通槽一致贯通。5.根据权利要求1所述的一种焊接工装的快速换模结构,其特征在于:所述压紧螺栓安装在凸出部的槽口内。6.根据权利要求1所述的一种焊接工装的快速换模结构,其特征在于:所述压紧螺栓底部设有销孔。7.根据权利要求6所述的一种焊接工装的快速换模结构,其特征在于:所述机器人横梁上设有与快换底板凸出部对应的支座,支座上安装插销与压紧螺栓配合相连。8.根据权利要求1所述的一种焊接工装的快速换模结构,其特征在于:所述第二定位销设有锅形内槽,内槽上开设与第一定位销配合的通孔,通孔与缺口贯通。9.根据权利要求1所述的一种焊接工装的快速换模结构,其特征在于:所述手扳阀上方设有防护板。
技术总结
本实用新型涉及一种焊接工装的快速换模结构,属于工装夹具设备领域。包括机器人横梁和快换底板,所述机器人横梁上设有若干组快换单元,每个单元的横梁上设有两组气缸和控制气缸的手扳阀,气缸与横梁上的第一定位销相连,所述快换底板上设有工装固定座,快换底板设有与第一定位销对应的安装孔,所述安装孔外缘设有圆形安装槽安装有第二定位销,第一定位销由气缸控制将第二定位销压紧,所述快换底板的前后两端分别通过压紧螺栓与机器人横梁锁紧固定;本实用新型可以简单快速的更换焊接工装的安装夹具,且定位精准,确保机器人程序焊道点位无偏移,提升了加工效率。提升了加工效率。提升了加工效率。
技术研发人员:魏强 江鸿祥 刘屹 朱庆
受保护的技术使用者:安徽艾可蓝环保股份有限公司
技术研发日:2020.12.09
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1