一种超平铝合金带筋板型材制备方法与流程
1.本发明涉及铝合金挤压形成制备技术领域,尤其涉及一种超平铝合金带筋板型材制备方法。
背景技术:
2.铝合金带筋板是通过挤压工艺制成的,为一种在型材长度方向的板面上带有一条或多条凸起的、相互平行的筋板的型材,与由板材和型材焊接得到的同类平面结构相比,带筋板有着巨大的优越性。6xxx系铝合金具有耐腐蚀性强、耐热性能好、易焊接、韧性强等优点,广泛应用于船舶、航空航天、交通运输、建筑工程等领域。6xxx系铝合金塑性较强,易于在高温下挤压成型,常用作于挤压加工的生产坯料,通过挤压方式生产得到厚度较薄、宽度较大的带筋板型材,且时效后具有较高的强度和硬度。但由于6xxx系铝合金的合金化程度较低,挤压出料时温度高、硬度低,超宽带筋板型材极易变形,产生横、纵向的弯曲和扭拧等缺陷,在随后的拉伸处理中不能完全消除该缺陷,甚至在拉伸后型材平面度变得更差,从而导致型材平面间隙达不到控制要求,必须通过整形的方式来改善型材的平面间隙,耗费人力物力,大大增加生产成本。随着我国现代工业的高速发展,对工业用铝合金带筋板型材的平面间隙提出了更高的要求,而另一方面,对该种型材的宽度要求越来越宽,厚度要求越来越薄,强度也要求越来越高,传统挤压生产工艺无法满足苛刻的要求。
技术实现要素:
3.针对以上不足,本发明提供一种超平铝合金带筋板型材制备方法,能够改善传统工艺生产的铝合金挤压带筋板型材平面间隙大的问题。
4.为达到上述目的,本发明采用如下技术方案:
5.一种超平铝合金带筋板型材制备方法,包括以下步骤:熔铸、预热、挤压、在线淬火、拉伸、时效;所述挤压中,将预热后的铸锭置于挤压机中进行挤压,挤压筒温度为380
‑
460℃,挤压速度为0.2
‑
6.0m/min,铸锭温度为390
‑
530℃,型材挤出温度为470
‑
530℃,型材被挤出模具后穿过矫直工装,以实现高温在线矫直,矫直工装包括位于下方的支撑板和位于上方仿形压板,矫直后进行在线淬火。
6.优选的,所述支撑板为石墨材质或金属材质,厚度为30
‑
80mm,长度为300
‑
500mm,宽度大于等于型材的宽度,宽度优选为500
‑
800mm,支撑板的宽度具体视铝合金型材的宽度而定,主要是在横向上覆盖并用以支撑铝合金型材。
7.优选的,所述仿形压板为石墨材质或金属材质,厚度为30
‑
80mm,长度为300
‑
500mm,宽度大于等于型材的宽度,仿形压板的宽度具体视铝合金型材的宽度而定,主要是在横向上覆盖铝合金型材,并能够与型材顶面完全接触;仿形压板的底部根据铝合金带筋板的筋板所处位置和筋板尺寸情况,开设矩形通槽,且通槽不与筋板相接触,优选的,仿形压板的矩形通槽的槽宽为10
‑
30mm,槽深为10
‑
40mm,具体视筋板尺寸而定。
8.优选的,所述型材的宽度为500
‑
750mm,长度为300
‑
5000mm,壁厚为2.0
‑
4.5mm,型
材上部均匀分布2
‑
6条凸起筋板,筋板高度为5
‑
35mm,筋板壁厚为2.0
‑
4.5mm,型材底部为平整面。
9.优选的,所述拉伸中,对型材进行拉伸矫直,拉伸率为0.2
‑
3.0%;拉伸时在型材两端的上部(指拉伸机两端夹头位置)放置仿形拉伸垫块,所述仿形拉伸垫块整体呈矩形,厚度为30
‑
80mm,宽度大于等于型材的宽度,长度为300
‑
500mm,仿形拉伸垫块的上部为粗糙平面,如为有齿状的粗糙平面,以增大拉伸机夹口与拉伸垫块上表面的摩擦力,避免拉伸打滑,底面根据型材的筋板所处位置和筋板尺寸情况,开设矩形通槽,且通槽不与筋板相接触,仿形拉伸垫块的矩形通槽的槽宽为10
‑
30mm,槽深为10
‑
40mm,具体视筋板尺寸而定。
10.优选的,所述铝合金的组分及质量百分比为:si:0.20
‑
1.30%,fe:0.01
‑
0.35%,cu:0.01
‑
0.25%,mn:0.01
‑
1.00%,mg:0.45
‑
1.20%,cr:0.01
‑
0.35%,zn:≤0.25%,ti:≤0.15%,其余为al和不可避免的杂质元素,每种不可避免的杂质元素都低于0.05%,且总量小于0.15%。
11.优选的,所述熔铸中,将铝锭、中间合金投入到圆顶液压倾斜式熔炼炉中进行熔炼,并充分搅拌、扒渣,熔炼保温温度为700
‑
750℃,熔炼时间为4
‑
11小时;采用水冷半连续铸造获得铝合金圆形铸锭,铸造温度为660
‑
760℃,铸造冷却水流量为50
‑
550m3/h,所得圆形铸锭直径为250
‑
600mm,单个圆形铸锭长度为4000
‑
9000mm。
12.优选的,所述预热中,将铸锭置于感应炉中进行加热、保温,加热温度为390
‑
540℃,保温时间为5
‑
30min;将挤压模具置于模具加热炉中进行加热、保温,加热温度为390
‑
530℃,保温时间为7
‑
48h。
13.优选的,所述在线淬火中,根据型材壁厚选择水冷淬火或风冷淬火,当型材壁厚≥7mm时采用水冷淬火,当型材壁厚<7mm采用风冷淬火。
14.优选的,所述时效中,将铝合金型材置于时效炉中进行时效,时效温度为165
‑
210℃,保温时间为2.5
‑
24h。
15.在高温状态下,铝合金型材硬度低容易发生变形,且在线淬火时如果型材各部位冷却不均,容易导致弯曲、扭拧等形位缺陷。淬火冷却后型材硬度提高,无法进行在线矫直,只能通过使用整形机进行离线整形,整形的弊端是,型材表面有辊印、黑印、划伤,甚至型材截面局部尺寸不良,出现“w”型、“s”型或“v”型等形状的缺陷。本发明采用在挤压后直接进行高温在线矫直的方式,高温时在线矫直效果好,矫直后马上进行淬火冷却,型材定型不反弹,高温在线矫直的优势在于,型材处于高温状态时,塑性较高,容易矫直定型,配合支撑板和仿形压板,使得平面更加平整。采用石墨材质的支撑板或仿形压板,石墨具有润滑作用,又耐高温,即使直接接触型材也不易刮伤型材。
16.本发明通过拉伸来进一步矫直和消除内应力。拉伸时,拉伸机夹头应尽可能多地接触到型材表面,这样才能使型材各部位变形均匀,获得平面良好的型材。拉伸要在型材冷却到50℃以下才能进行,否则会烫坏辊轮、冷床皮带,也不能彻底消除型材内应力而在时效前后发生弯曲、扭拧及波浪等表面缺陷。使用仿形拉伸垫块的另一个效果是,通过拉伸时在型材两端的上部放置仿形拉伸垫块的设置,使得拉伸机夹头不与型材直接接触,避免拉伸夹头位置的筋板被夹持后断裂,严重时型材整个断面出现断裂情况,无法拉伸。同时,拉伸率不能太大,拉伸率过大会导致型材表面粗糙、橘皮、力学性能和尺寸不合格等缺陷,应以能够达到矫直目的和消除内应力以及保证型材尺寸合格来选择合适的拉伸率。
17.型材的尺寸合理,一方面它比较宽、薄,达到超宽铝合金带筋板型材的范畴,符合实际的需求,另一方面由于它较宽、较薄,生产难度极高,尤其是在控制型材平面度方面,但是配合使用的支撑板和仿形压板,通过与型材宽度相仿的支撑板和仿形压板的配合,能够使型材上、下面更多地与支撑板和仿形压板相接触,通过工装自重覆压型材,必要时可在仿形压板上部增加其他重物,对型材施加更大的压力,以获得更好的矫直效果,应当理解的是,额外施加的重力应不影响型材的正常挤压。支撑板与仿形板与型材尺寸(宽度)相仿,一般需要完全覆盖型材宽度,且通槽不与筋板相接触、不相贴合,以避免通槽内侧刮伤型材筋板,以及产生石墨黑印,再者,型材筋板一般不会发生变形,无需矫直。
18.与现有技术相比,本发明的有益效果是:本发明提供一种超平铝合金带筋板型材制备方法,铝合金带筋板型材被挤出后,马上进行高温在线矫直,将型材通过矫直工装,通过高温在线矫直,可提高制品的横、纵向平整度,解决铝合金挤压带筋板型材平面间隙大的问题,满足现代工业铝合金用材对带筋板型材平整度的高要求,该方法同样适用于超宽铝合金带筋板型材,通过本发明,能够改善传统工艺生产的铝合金超宽带筋板型材平面间隙大的问题,可广泛应用于船舶、航空航天、交通运输、建筑工程等领域所需的铝合金挤压超宽带筋板型材的生产。
附图说明
19.为了更清楚地说明本发明实施例的技术方案,以下将对实施例描述中所需要使用的附图作简单地介绍。
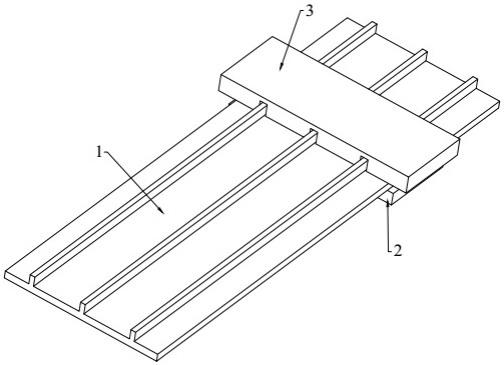
20.图1为型材穿过矫直工装时的立体示意图;
21.图2为型材穿过矫直工装时的左视示意图;
22.图3为型材拉伸放置仿形拉伸垫块时的立体示意图;
23.图4为型材拉伸放置仿形拉伸垫块时的左视示意图。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的实施例和对比例中,采用6xxx系合金作为例子,其化学成分及重量百分比(wt%)如表1所示:
26.表1铝合金带筋板型材合金元素及重量百分比(wt%)
[0027][0028]
其中,铝锭的铝含量≥99.7%;晶粒细化剂为alti5b1。
[0029]
实施例1
[0030]
本优选的实施例提供一种超平铝合金带筋板型材制备方法,具体步骤如下:
[0031]
(1)熔铸:按照表1中对应的用量以及成分进行配料,并与铝锭、镁锭、锌锭以及中间合金一起投入到圆顶液压倾斜式熔炼炉中进行熔炼,充分搅拌、扒渣,熔炼保温温度为740℃,熔炼时间为7小时;采用水冷半连续铸造获得铝合金圆形铸锭,铸造温度为735℃,铸造冷却水流量为400m3/h,所得圆形铸锭直径为580mm,最终将其车皮为直径566mm的圆形铸锭。单个圆形长铸锭的长度为8000mm,铸锭切除头尾废料后分段切成长度为1500mm的铸锭坯料。
[0032]
(2)预热:将铸锭坯料置于感应炉中进行加热、保温,加热温度为500℃,保温时间为15min,采用梯度式加热方式,铸锭前端温度每隔300mm呈递减趋势,温度梯度为10℃,即500℃
‑
490℃
‑
480℃
‑
470℃
‑
460℃;将挤压模具置于模具加热炉中进行加热、保温,加热温度为490℃,保温时间11h。
[0033]
(3)挤压:将预热后的铸锭坯料置于挤压机中的挤压筒中进行挤压以获得型材1,挤压筒温度:430℃,挤压速度为5.0m/min;型材挤出温度为510℃。型材1宽度为650mm,壁厚为3.5mm,型材1上部均匀分布3条筋板,筋板高度为25mm,筋板壁厚为3.5mm,型材底部为平整面。型材1被挤出模具后,穿过矫直工装,以实现高温在线矫直,矫直工装包括位于下方的支撑板2和位于上方仿形压板3。支撑板2的材质为石墨,支撑板2的厚度为50mm,宽度为700mm,长度为300mm;仿形压板的材质为石墨,仿形压板的厚度为80mm,宽度为800mm,长度为300mm,仿形压板3的底部根据铝合金超宽带筋型材的筋板所处位置和筋板尺寸及筋板数量情况,做成三个同规格的矩形通槽,通槽的宽度为20mm,深度为40mm。型材1穿过矫直工装时,底面与下方的支撑板2接触,顶面与上方的仿形压板3接触;通槽不与筋板相接触,具体可参照图1和图2。
[0034]
(4)在线淬火:型材矫直后采用在线淬火风冷,配套电机总容量为5.5kw,淬火风量开80%,将型材快速冷却至50℃以下。
[0035]
(5)拉伸:对挤压获得的型材进行拉伸矫直,拉伸率为1.5%。拉伸时在型材1两端(拉伸机两端夹头位置)上部放置仿形拉伸垫块4,该仿形拉伸垫块4为矩形金属,厚度为80mm,宽度为800mm,长度为300mm。仿形拉伸垫块4的上部为粗糙平面,底面根据型材1的筋板所处位置和筋板尺寸情况,做成矩形通槽,通槽的宽度为20mm,深度为40mm。通槽不与筋板相接触,具体可参照图3和图4。
[0036]
(6)时效:将型材置于时效炉中进行时效,时效温度为170℃,保温时间为10h,获得铝合金挤压超宽带筋板型材成品。
[0037]
实施例2
[0038]
本优选的实施例提供一种超平铝合金带筋板型材制备方法,具体步骤如下:
[0039]
(1)熔铸:按照表1中对应的用量以及成分进行配料,并与铝锭、镁锭、锌锭以及中间合金一起投入到圆顶液压倾斜式熔炼炉中进行熔炼,充分搅拌、扒渣,熔炼保温温度为730℃,熔炼时间为10小时;采用水冷半连续铸造获得铝合金圆形铸锭,铸造温度为725℃,铸造冷却水流量为300m3/h,所得圆形铸锭直径为580mm,最终将其车皮为直径566mm的圆形铸锭。单个圆形长铸锭的长度为8000mm,铸锭切除头尾废料后分段切成长度为1500mm的铸锭坯料。
[0040]
(2)预热:将铸锭坯料置于感应炉中进行加热、保温,加热温度为500℃,保温时间为15min,采用梯度式加热方式,铸锭前端温度每隔300mm呈递减趋势,温度梯度为10℃,即500℃
‑
490℃
‑
480℃
‑
470℃
‑
460℃;将挤压模具置于模具加热炉中进行加热、保温,加热温度为490℃,保温时间18h。
[0041]
(3)挤压:将预热后的铸锭坯料置于挤压机中的挤压筒中进行挤压以获得型材1,挤压筒温度:440℃,挤压速度为4.0m/min;型材挤出温度为500℃。型材1宽度为650mm,壁厚为3.5mm,型材1上部均匀分布3条筋板,筋板高度为25mm,筋板壁厚为3.5mm,型材1底部为平整面。型材1被挤出模具后,穿过矫直工装,以实现高温在线矫直,矫直工装包括位于下方的支撑板2和位于上方仿形压板3。支撑板2的材质为石墨,支撑板2的厚度为50mm,宽度为700mm,长度为300mm;仿形压板3的材质为石墨,仿形压板3的厚度为80mm,宽度为800mm,长度为300mm,仿形压板3的底部根据铝合金超宽带筋型材的筋板所处位置和筋板尺寸及筋板数量情况,做成三个同规格的矩形通槽,通槽的宽度为20mm,深度为40mm。型材1穿过矫直工装时,底面与下方的支撑板2接触,顶面与上方的仿形压板3接触;通槽不与筋板相接触,具体可参照图1和图2。
[0042]
(4)在线淬火:型材矫直后采用在线淬火风冷,配套电机总容量为5.5kw,淬火风量开85%,将型材快速冷却至50℃以下。
[0043]
(5)拉伸:对挤压获得的型材进行拉伸矫直,拉伸率为2.5%。拉伸时在型材1两端(拉伸机两端夹头位置)上部放置仿形拉伸垫块4,该仿形拉伸垫块4为矩形金属,厚度为80mm,宽度为800mm,长度为300mm。仿形拉伸垫块4的上部为粗糙平面,底面根据型材的筋板所处位置和筋板尺寸情况,做成矩形通槽,通槽的宽度为20mm,深度为40mm。通槽不与筋板相接触,具体可参照图3和图4。
[0044]
(6)时效:将型材置于时效炉中进行时效,时效温度为190℃,保温时间为5.5h,获得铝合金挤压超宽带筋板型材成品。
[0045]
实施例3
[0046]
本优选的实施例提供一种超平铝合金带筋板型材制备方法,具体步骤如下:
[0047]
(1)熔铸:按照表1中对应的用量以及成分进行配料,并与铝锭、镁锭、锌锭以及中间合金一起投入到圆顶液压倾斜式熔炼炉中进行熔炼,充分搅拌、扒渣,熔炼保温温度为730℃,熔炼时间为10小时;采用水冷半连续铸造获得铝合金圆形铸锭,铸造温度为730℃,铸造冷却水流量为350m3/h,所得圆形铸锭直径为580mm,最终将其车皮为直径566mm的圆形
铸锭。单个圆形长铸锭的长度为8000mm,铸锭切除头尾废料后分段切成长度为1800mm的铸锭坯料。
[0048]
(2)预热:将铸锭坯料置于感应炉中进行加热、保温,加热温度为510℃,保温时间为18min,采用梯度式加热方式,铸锭前端温度每隔300mm呈递减趋势,温度梯度为10℃,即510℃
‑
500℃
‑
490℃
‑
480℃
‑
470℃;将挤压模具置于模具加热炉中进行加热、保温,加热温度为495℃,保温时间13h。
[0049]
(3)挤压:将预热后的铸锭坯料置于挤压机中的挤压筒中进行挤压以获得型材1,挤压筒温度:450℃,挤压速度为3.5m/min;型材1挤出温度为515℃。带筋板型材宽度为650mm,壁厚为3.0mm,型材上部均匀分布3条筋板,筋板高度为25mm,筋板壁厚为3.0mm,型材底部为平整面。型材1被挤出模具后,穿过矫直工装,以实现高温在线矫直,矫直工装包括位于下方的支撑板2和位于上方仿形压板3。支撑板2的材质为石墨,支撑板2的厚度为50mm,宽度为700mm,长度为300mm;仿形压板3的材质为石墨,仿形压板3的厚度为80mm,宽度为800mm,长度为300mm,仿形压板3的底部根据铝合金超宽带筋型材的筋板所处位置和筋板尺寸及筋板数量情况,做成三个同规格的矩形通槽,通槽的宽度为20mm,深度为40mm。型材1穿过矫直工装时,底面与下方的支撑板2接触,顶面与上方的仿形压板3接触;通槽不与筋板相接触,具体可参照图1和图2。
[0050]
(4)在线淬火:型材矫直后采用在线淬火风冷,配套电机总容量为5.5kw,淬火风量开80%,将型材快速冷却至50℃以下。
[0051]
(5)拉伸:对挤压获得的型材进行拉伸矫直,拉伸率为2.0%。
[0052]
(6)时效:将型材置于时效炉中进行时效,时效温度为175℃,保温时间为9h,获得铝合金挤压超宽带筋板型材成品。
[0053]
对比例1
[0054]
本对比例例提供一种铝合金带筋板型材制备方法,具体步骤如下:
[0055]
(1)熔铸:按照表1中对应的用量以及成分进行配料,并与铝锭、镁锭、锌锭以及中间合金一起投入到圆顶液压倾斜式熔炼炉中进行熔炼,充分搅拌、扒渣,熔炼保温温度为745℃,熔炼时间为6小时;采用水冷半连续铸造获得铝合金圆形铸锭,铸造温度为736℃,铸造冷却水流量为500m3/h,所得圆形铸锭直径为580mm,最终将其车皮为直径566mm的圆形铸锭。单个圆形长铸锭的长度为8000mm,铸锭切除头尾废料后分段切成长度为1300mm的铸锭坯料。
[0056]
(2)预热:将铸锭坯料置于感应炉中进行加热、保温,加热温度为490℃,保温时间为13min,采用梯度式加热方式,铸锭前端温度每隔300mm呈递减趋势,温度梯度为10℃,即490℃
‑
480℃
‑
470℃
‑
460℃;将挤压模具置于模具加热炉中进行加热、保温,加热温度为485℃,保温时间12h。
[0057]
(3)挤压:将预热后的铸锭坯料置于挤压机中的挤压筒中进行挤压以获得型材,挤压筒温度:430℃,挤压速度为5.5m/min;型材挤出温度为515℃。带筋板型材宽度为650mm,壁厚为3.5mm,型材上部均匀分布3条筋板,筋板高度为25mm,筋板壁厚为4.0mm,型材底部为平整面。
[0058]
(4)在线淬火:型材挤出后直接采用在线淬火风冷,配套电机总容量为5.5kw,淬火风量开70%,将型材快速冷却至50℃以下。
[0059]
(5)拉伸:对挤压获得的型材进行拉伸矫直,拉伸率为1.5%。拉伸时在型材1两端(拉伸机两端夹头位置)上部放置仿形拉伸垫块4,该仿形拉伸垫块4为矩形金属,厚度为80mm,宽度为800mm,长度为300mm。仿形拉伸垫块4的上部为粗糙平面,底面根据型材的筋板所处位置和筋板尺寸情况,做成矩形通槽,通槽的宽度为20mm,深度为40mm。通槽不与筋板相接触,具体可参照图3和图4。
[0060]
(6)时效:将型材置于时效炉中进行时效,时效温度为200℃,保温时间为3h,获得铝合金挤压超宽带筋板型材成品。
[0061]
对比例2
[0062]
本对比例提供一种铝合金带筋板型材制备方法,具体步骤如下:
[0063]
(1)熔铸:按照表1中对应的用量以及成分进行配料,并与铝锭、镁锭、锌锭以及中间合金一起投入到圆顶液压倾斜式熔炼炉中进行熔炼,充分搅拌、扒渣,熔炼保温温度为740℃,熔炼时间为7小时;采用水冷半连续铸造获得铝合金圆形铸锭,铸造温度为735℃,铸造冷却水流量为400m3/h,所得圆形铸锭直径为580mm,最终将其车皮为直径566mm的圆形铸锭。单个圆形长铸锭的长度为8000mm,铸锭切除头尾废料后分段切成长度为1500mm的铸锭坯料。
[0064]
(2)预热:将铸锭坯料置于感应炉中进行加热、保温,加热温度为500℃,保温时间为15min,采用梯度式加热方式,铸锭前端温度每隔300mm呈递减趋势,温度梯度为10℃,即500℃
‑
490℃
‑
480℃
‑
470℃
‑
460℃;将挤压模具置于模具加热炉中进行加热、保温,加热温度为490℃,保温时间11h。
[0065]
(3)挤压:将预热后的铸锭坯料置于挤压机中的挤压筒中进行挤压,挤压筒温度:430℃,挤压速度为5.0m/min;型材挤出温度为510℃。带筋板型材宽度为650mm,壁厚为3.5mm,型材上部均匀分布3条筋板,筋板高度为25mm,筋板壁厚为3.5mm,型材底部为平整面。
[0066]
(4)在线淬火:型材挤出后直接采用在线淬火风冷,配套电机总容量为5.5kw,淬火风量开80%,将型材快速冷却至50℃以下。
[0067]
(5)拉伸:对挤压获得的型材进行拉伸矫直,拉伸率为2.5%。
[0068]
(6)时效:将型材置于时效炉中进行时效,时效温度为170℃,保温时间为10h,获得铝合金挤压超宽带筋板型材成品。
[0069]
在实施例1和2以及对比例1和2中的,铝合金超宽带筋板型材制备方法制备的超宽带筋板上取样测量,型材横向平面度和纵向弯曲度的结果见表2。
[0070]
表2各示例型材横向平面度和纵向弯曲度
[0071][0072]
在上述示例中,实施例1和实施例2采用挤压后进行高温在线矫直,并在拉伸中使用仿形拉伸垫块的工艺方式;实施例3采用挤压后进行高温在线矫直,在拉伸中并未使用仿形拉伸垫块的工艺方式;对比例1采用挤压后直接淬火,但在拉伸中使用仿形拉伸垫块的工艺方式;对比例2采用挤压后直接淬火,且在拉伸中并未使用仿形拉伸垫块的工艺方式。由表2可以看出,实施例1和2所获型材横向平面度和纵向弯曲度最好,实施例3稍差,但是相较于对比例1和对比例2的结果要好很多,对比例1和对比例2的结果反映了现有技术制备的铝合金带筋板型材横向平面度和纵向弯曲度并不理想,通过本发明的方法制备的铝合金带筋板型材的横向平面度和纵向弯曲度良好,能够解决铝合金挤压带筋板型材平面间隙大的问题,满足现代工业铝合金用材对带筋板型材平整度的高要求,且适用于铝合金超宽带筋板型材。
[0073]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1