焊接用滑动铜压板、焊接装置以及焊接方法与流程
1.本发明涉及焊接用滑动铜压板、焊接装置以及焊接方法。
背景技术:
2.电渣焊法以及电气弧焊法等向上立焊法作为立向接缝的高效率施工法,在造船以及石油罐等大型结构物的焊接中广泛采用。
3.特别是,以熔融焊渣的焦耳热为热源的电渣焊在熔融焊渣内产生热量而非在露出的电弧,将焊丝以及母材熔融,因此不产生电弧放射热,另外烟气、溅射的产生也较少,作业环境变得改善。另外,由于用熔融焊渣将焊接金属相对于大气遮挡,因此无需保护气体,即使板厚较大,保护效果也不会劣化,能够与板厚无关地有效地防止存在于大气的氮等向熔融金属内的侵入,因此具有也不产生焊接金属的机械性的劣化这样的优点。
4.另外,已知在电渣焊法以及电气弧焊法中,均使用具有能够覆盖熔融焊渣浴、熔融金属浴的程度的长度的小型的水冷滑动铜压板。由此,与焊接的进展相应地利用导轨、链条等使焊炬以及台车上升,并使水冷滑动铜压板与焊炬、台车一起沿着焊接线移动,能够进行几十米的长条焊接。
5.在专利文献1中,公开了如下内容:在被焊接物的坡口表面抵接滑动铜压板而进行焊接的立向电气弧焊中,在一边将该滑动铜压板在板厚方向上按压一边进行焊接时,将按压滑动铜压板的下部的加压力设为按压中央部的加压力的1/4~1/2,在对焊接线方向上板厚不同的母材实施了二级坡口加工的接缝部分中,也防止熔融金属以及熔融焊渣的泄漏。具体而言,防止在滑动铜压板通过了上侧母材的二级坡口加工部端面后,在成为沿着上侧母材的表面垂直的状态时,焊接金属以及熔融焊渣从在熔融金属与滑动铜压板之间产生的间隙泄漏的情况。
6.另外,在专利文献2中记载了如下内容:在电渣焊中,为了一边将焊渣浴的深度保持为预先确定的深度一边进行焊接,而在滑动式铜压板的上部设置熔融焊渣浴检测器,并根据熔融焊渣浴检测器的检测端子检测出的焊接电压来检测焊渣浴的深度。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开2003-236667号公报
10.专利文献2:日本特开2016-215214号公报
技术实现要素:
11.发明要解决的课题
12.图19是示出在以往的电渣焊法中使用滑动铜压板200对在焊接线方向上存在板厚差的母材3的二级坡口加工部3s进行焊接的过程。当滑动铜压板200从下侧母材3d向上侧母材3u的二级坡口加工部3s前进时,滑动铜压板200的上端部沿着二级坡口加工部3s上升(参照图19的(b)),因此在滑动铜压板200与母材3之间产生空隙部s1。进而,当焊接进展,滑动
铜压板200与二级坡口加工部3s平行时(参照图19的(c)),在滑动铜压板200的上部与上侧母材3u之间产生空隙部s2。因此,存在熔融焊渣或者熔融金属从空隙部s1、s2泄漏而使焊接中断这样的担忧,从而寻求改善。另一方面,当滑动铜压板200成为沿着上侧母材3u的表面的状态时(参照图19的(d)),在滑动铜压板200的下部与二级坡口加工部3s之间产生空隙部s3,但在熔融焊渣、焊接金属已经固化了的情况下,不产生熔融焊渣、焊接金属的泄漏。
13.在专利文献1所记载的方法中,以在图19的(d)的状态下实现防止熔融金属以及熔融焊渣从空隙部s3的泄漏为目的,而未考虑在图19的(b)、图19的(c)的状态下熔融焊渣、焊接金属从空隙部s1、s2的泄漏。
14.本发明是鉴于前述的课题而完成的,其目的在于,提供在焊接线方向上存在板厚的差异的接缝部分中也能够防止熔融焊渣或者熔融金属的泄漏的焊接用滑动铜压板、焊接装置以及焊接方法。
15.用于解决课题的方案
16.本发明的上述目的由下述的结构达成。
17.[1]一种焊接用滑动铜压板,其对置配置于一对母材间的坡口部以形成熔融焊渣浴或者熔融金属浴,且沿着所述坡口部滑动,其中,
[0018]
所述焊接用滑动铜压板具备:
[0019]
压板主体部;以及
[0020]
至少一个追随构件,其设置于所述压板主体部的至少一侧方,且能够以使与所述母材对置的端部与所述母材抵接或者接近的方式移动。
[0021]
[2]一种焊接装置,其中,
[0022]
所述焊接装置具备:
[0023]
[1]所述的焊接用滑动铜压板;
[0024]
焊炬;
[0025]
熔融焊渣浴检测器,其对所述熔融焊渣浴或者所述熔融金属浴的焊渣浴高度进行检测;
[0026]
焊剂供给装置,其向所述熔融焊渣浴或者所述熔融金属浴供给焊剂;以及
[0027]
行驶台车,其搭载所述焊接用滑动铜压板、所述焊炬、所述熔融焊渣浴检测器以及所述焊剂供给装置并沿着所述坡口部移动。
[0028]
[3]一种焊接方法,其中,
[0029]
朝向一对母材间的坡口部而配置[1]所述的焊接用滑动铜压板;
[0030]
向该坡口部内填充焊剂,并且从导电嘴的前端供给焊丝;以及
[0031]
使所述导电嘴沿着所述坡口部移动,并且使所述焊接用滑动铜压板沿着所述坡口部滑动移动,从而进行焊接。
[0032]
发明效果
[0033]
根据本发明的焊接用滑动铜压板、焊接装置以及焊接方法,在压板主体部的至少一侧方具备能够以使与母材对置的端部与母材抵接或者接近的方式移动的至少一个追随构件,因此在焊接线方向上存在板厚的差异的接缝部分中也能够防止熔融焊渣或者焊接金属的泄漏。
附图说明
[0034]
图1是示出本发明的一实施方式的电渣焊装置的概要结构的图。
[0035]
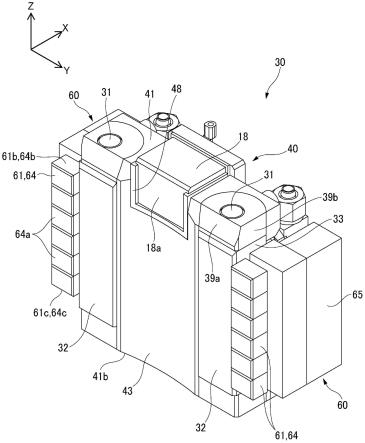
图2是从背侧观察第一实施方式的焊接用滑动铜压板而得到的立体图。
[0036]
图3是从表侧观察图2所示的焊接用滑动铜压板而得到的立体图。
[0037]
图4是图2所示的焊接用滑动铜压板的表侧的主视图。
[0038]
图5是图2所示的焊接用滑动铜压板的俯视图。
[0039]
图6是图5的vi-vi线剖视图。
[0040]
图7是图2所示的焊接用滑动铜压板的焊渣泄漏防止部的局部剖切侧视图。
[0041]
图8是示出在对接接缝的坡口部配置有铜压板以及焊接用滑动铜压板的状态的剖视图。
[0042]
图9是示出在具有角度的母材的表面配置有铜压板以及焊接用滑动铜压板的状态的剖视图。
[0043]
图10是示出利用第一实施方式的焊接用滑动铜压板对在焊接线方向上存在板厚的差异的接缝部分进行焊接的过程的侧视图。
[0044]
图11是示出熔融焊渣浴检测器的结构例的图。
[0045]
图12是示出从压板主体部取下了检测端子的状态的焊接用滑动铜压板的立体图。
[0046]
图13是从背侧观察第二实施方式的焊接用滑动铜压板而得到的立体图。
[0047]
图14是图13所示的焊接用滑动铜压板的焊渣泄漏防止部的立体图。
[0048]
图15是图13所示的焊接用滑动铜压板的焊渣泄漏防止部的放大俯视图。
[0049]
图16是示出利用第二实施方式的焊接用滑动铜压板对在焊接线方向上存在板厚的差异的接缝部分进行焊接的过程的侧视图。
[0050]
图17示出第一实施方式的焊接用滑动铜压板的各种变形例的正面概要图。
[0051]
图18是示出焊接用滑动铜压板的各种变形例的正面概要图。
[0052]
图19是示出利用以往的焊接用滑动铜压板对在焊接线方向上存在板厚的差异的接缝部分进行焊接的过程的侧视图。
[0053]
附图标记说明:
[0054]
2坡口部
[0055]
3母材
[0056]
3d下侧母材
[0057]
3s二级坡口加工部
[0058]
3u上侧母材
[0059]
4焊炬
[0060]
5导电嘴
[0061]
6焊丝
[0062]
7熔融焊渣浴
[0063]
9熔融金属
[0064]
12焊剂
[0065]
13熔融焊渣浴检测器
[0066]
14焊剂供给装置
[0067]
16行驶台车
[0068]
18检测端子
[0069]
18a表面
[0070]
18b下端部
[0071]
30焊接用滑动铜压板
[0072]
31旋转构件
[0073]
32接触面
[0074]
33被安装面
[0075]
34支承轴部
[0076]
38水冷路径
[0077]
39滑动轴承
[0078]
40压板主体部
[0079]
41基部
[0080]
41a对置面
[0081]
41b下端
[0082]
47凹槽
[0083]
48绝缘构件
[0084]
60、70焊渣泄漏防止部
[0085]
61可动构件(追随构件)
[0086]
62支承块体(支承部)
[0087]
63施力构件
[0088]
64块体
[0089]
64a端部
[0090]
64b上端部
[0091]
64c下端部
[0092]
65罩(支承部)
[0093]
71可变构件(弹性构件)
[0094]
71a端部
[0095]
100电渣焊装置。
具体实施方式
[0096]
以下,基于附图对本发明的焊接用滑动铜压板和使用该焊接用滑动铜压板的焊接装置以及焊接方法的一实施方式详细进行说明。需要说明的是,本发明的焊接用滑动铜压板能够应用于电渣焊以及电气弧焊中的任一个,但在以下的说明中以电渣焊为例进行说明。
[0097]
<焊接装置的结构>
[0098]
首先,对本发明的一实施方式的使用焊接用滑动铜压板的电渣焊装置进行说明。图1是示出本发明的一实施方式的电渣焊装置的概要结构的图。
[0099]
如图1所示,箭头z设为沿着母材的焊接线的方向(上下方向),箭头x设为母材的板
厚方向,箭头y设为一对母材排列的方向、即沿着母材的表面的水平方向。因此,上方是指相对于图1的纸面为上侧,下方是指相对于图1的纸面为下侧,前方是指相对于图1的纸面为左侧,后方是指相对于图1的纸面为右侧。另外,在图2中,也同样,假定焊接用滑动铜压板配置于母材的表面的状态,箭头z设为焊接用滑动铜压板的长度方向(压板主体部的长度方向),箭头x设为焊接用滑动铜压板的厚度方向(压板主体部的厚度方向),箭头y设为焊接用滑动铜压板的宽度方向(压板主体部的宽度方向)。
[0100]
如图1所示,本实施方式的电渣焊装置100具备固定的铜压板1以及焊接用滑动铜压板30、焊炬4、熔融焊渣浴检测器13、焊剂供给装置14、焊剂供给控制装置15、行驶台车16以及行驶台车控制装置17。
[0101]
在电渣焊装置100中,在作为钢板的一对母材3的坡口的背侧配置有固定的铜压板1,在坡口的表侧配置有焊接用滑动铜压板30。在此,也可以代替背侧的铜压板1,而使用由耐热性的陶瓷构成的垫板件。另外,表侧的焊接用滑动铜压板30是在上下方向上滑动的铜压板,如后述那样被水冷。但是,也可以将焊接用滑动铜压板30的材料由铜以外代替。
[0102]
焊炬4利用从未图示的焊接电源供给的焊接电流8向焊丝6供电而对母材3进行焊接。另外,焊炬4具有导电嘴5,导电嘴5对焊丝6进行引导并且向焊丝6供给焊接电流8。
[0103]
熔融焊渣浴检测器13对熔融焊渣浴7的位置进行检测。焊剂供给装置14向熔融焊渣浴7投入焊剂12。焊剂12熔融而成为熔融焊渣,因此通过投入焊剂12,能够增加熔融焊渣浴7的量。
[0104]
焊剂供给控制装置15控制焊剂供给装置14的动作,且调整向熔融焊渣浴7投入的焊剂12的量。
[0105]
行驶台车16搭载有焊接用滑动铜压板30、焊炬4、熔融焊渣浴检测器13、焊剂供给装置14、焊剂供给控制装置15、行驶台车控制装置17,且向上方向(箭头z方向)移动。即,行驶台车16与焊接用滑动铜压板30、焊炬4、熔融焊渣浴检测器13、焊剂供给装置14、焊剂供给控制装置15、行驶台车控制装置17成为一体地移动,因此各自的相对位置关系不改变。通过行驶台车16上升,而沿着上方向进行焊接。
[0106]
行驶台车控制装置17使行驶台车16的行驶速度增大或者减少,而控制行驶台车16的动作。
[0107]
并且,从焊炬4的导电嘴5的前端向被母材3、铜压板1以及焊接用滑动铜压板30包围的坡口内进给焊丝6,且焊丝6被送入形成于坡口内的熔融焊渣浴7内。焊接电流8从焊丝6通过熔融焊渣浴7而向熔融金属9流动。此时,由于在熔融焊渣浴7流动的焊接电流8以及熔融焊渣浴7的电阻,而产生焦耳热,在熔融焊丝6以及母材3的同时焊接进展。
[0108]
随着焊接进展,熔融金属9被冷却而成为焊接金属10,熔融焊渣浴7的一部分成为在铜压板1与焊接金属10之间、以及焊接用滑动铜压板30与焊接金属10之间形成的熔融焊渣层,该熔融焊渣层被冷却而成为固化焊渣11。这样,熔融焊渣浴7的一部分成为覆盖焊道表面的固化焊渣11,因此随着焊接的进展而被消耗,且熔融焊渣浴7的深度ls逐渐减少。为了补充该熔融焊渣浴7的减少,需要追加投入熔融而成为熔融焊渣浴7的焊剂12。
[0109]
覆盖焊道表面的固化焊渣11的量根据焊道宽度、焊接坡口的宽度而变动。另外,固化焊渣11的量也根据铜压板1以及焊接用滑动铜压板30的紧贴程度、冷却状态而变动。因此,固化焊渣11的量不恒定,需要使为了将熔融焊渣浴7的深度ls保持恒定而投入的焊剂12
的量也变化。然而,由于不知晓熔融焊渣浴7的深度ls,在焊剂12的投入量不适当的情况下,熔融焊渣浴7的深度ls会变动。
[0110]
于是,在本实施方式中,进行用于使熔融焊渣浴7的深度ls恒定的控制。在此,恒定并不限于熔融焊渣浴7的深度ls始终为一个值的情况,也包括考虑误差而熔融焊渣浴7的深度ls显示恒定的范围内的值的情况。即,熔融焊渣浴7的深度ls被控制为保持预先确定的深度。
[0111]
并且,用于使熔融焊渣浴7的深度ls恒定的第一要件为,将从导电嘴5的前端到熔融焊渣浴7的上表面的焊丝长ld(以下,称为干伸长ld)控制为预先确定的长度。另外,用于使熔融焊渣浴7的深度ls恒定的第二要件为,焊接电流8相对于根据焊丝进给速度而确定的基准电流值为预先确定的关系,即行驶台车控制装置17以使基准电流值与焊接电流8相等的方式控制行驶台车16的行驶速度。在相同焊丝进给速度下,(ld+ls)与焊接电流8存在相关关系,通过行驶台车控制装置17以使基准电流值与焊接电流8相等的方式控制行驶台车16的行驶速度,从而(ld+ls)保持恒定。
[0112]
需要说明的是,焊丝长ld的控制能够通过利用熔融焊渣浴检测器13对熔融焊渣浴7进行检测而进行,对此在后详述。
[0113]
<焊接用滑动铜压板>
[0114]
如图2~图7所示,焊接用滑动铜压板30具备:压板主体部40,其具有基部41以及旋转自如地保持于该基部41的一对旋转构件31、31;以及一对焊渣泄漏防止部60,它们设置于压板主体部40的两侧方,且用于在焊接线方向上存在板厚的差异的接缝部分中防止熔融焊渣或者熔融金属的泄漏。
[0115]
压板主体部40的基部41形成为大致矩形板状,且在宽度方向两端部,向与母材3的对置面41a侧以及宽度方向侧方开口的一对圆弧状孔42形成于长度方向(z方向)的两端部。
[0116]
一对圆弧状孔42间的基部41的对置面41a成为在宽度方向中央部稍微凹陷的凹部43。在凹部43的上部配置有后述的熔融焊渣浴检测器13的检测端子18。在压板主体部40的基部41的内部,在一对圆弧状孔42的宽度方向内侧从下端部沿z方向相互大致平行地形成有一对有底孔44。有底孔44的开口端由未图示的止塞密封。
[0117]
另外,在各有底孔44的下部,从凹部43的相反侧形成有与有底孔44连通的一对贯穿孔45(参照图8、9)。并且,各有底孔44的上部通过沿宽度方向延伸的连通孔45a而相互连通(参照图4)。有底孔44、一对贯穿孔45以及连通孔45a形成后述的供用于冷却用水流动的水冷路径38的一部分。
[0118]
一对旋转构件31是剖面大致扇形形状的大致圆柱状的构件,其外周面的一部分被切除而具有沿长度方向延伸的两个平坦的接触面32以及被安装面33。两个接触面32以及被安装面33与旋转构件31的轴心cl平行地形成,且相互正交。该接触面32的宽度例如为5~15mm。如图6所示,在旋转构件31的轴向两端部形成有小径的支承轴部34,且该支承轴部34转动自如地嵌合于在压板主体部40的基部41螺纹固定的滑动轴承39。滑动轴承39形成为外形形状大致扇形,且在外径面的一部分与接触面32以及被安装面33对应地设置有两个平面部39a、39b(参照图3)。
[0119]
另外,在旋转构件31的内部,从一端侧(在图6中为下端)沿轴向形成有有底孔35。在形成于有底孔35的开口端的内螺纹35a固定有止塞36而将有底孔35密封。另外,在有底孔
35设置有从接触面32的相反侧与有底孔35从径向连通的一对贯穿孔37。有底孔35以及一对贯穿孔37形成供用于冷却旋转构件31的冷却用水流动的水冷路径38的一部分。
[0120]
需要说明的是,旋转构件31的有底孔35、一对贯穿孔37以及基部41的有底孔44、一对贯穿孔45、连通孔45a被连结管50(参照图2)连接为一条而形成水冷路径38。通过利用水冷路径38对旋转构件31、压板主体部40以及焊渣泄漏防止部60进行冷却,从而固化熔融焊渣或者熔融金属,抑制熔融焊渣或者熔融金属从母材3与焊接用滑动铜压板30之间漏出的情况。
[0121]
在此,如图5所示,从旋转构件31的中心o相对于接触面32的垂线的长度l1设定得长于从基部41的圆弧状孔42的中心o(与旋转构件31的中心o相同)相对于基部41的对置面41a中的凹部43以外的前端面41c的垂线的长度l2(l1>l2)。
[0122]
因此,轴向两端部的支承轴部34嵌合于滑动轴承39而转动自如地嵌合于基部41的圆弧状孔42的一对旋转构件31以其接触面32从基部41的前端面41c突出了l1-l2的状态组装。即,一对旋转构件31以其接触面32从基部41的对置面41a朝向母材3突出了l1-l2的方式被压板主体部40支承。
[0123]
另外,如图6所示,外形形状大致d形的滑动轴承39的从旋转构件31的中心o(与滑动轴承39的支承孔的中心相同)相对于平面部39a的垂线的长度l3与从基部41的圆弧状孔42的中心o相对于前端面41c的垂线的长度l2相同。因此,滑动轴承39的平面部39a不从基部41的对置面41a突出。
[0124]
焊渣泄漏防止部60如图2~图5以及图7所示,具备:大致长方体状的多个(在图中所示的实施方式中,为6个)的块体64,它们在沿着坡口部2的上下方向上能够相互滑动接触地并排配置;多个支承轴66,它们的一端部分别安装在多个块体64的端部64a的相反侧;支承块体62,其经由多个支承轴66而支承多个块体64;螺旋弹簧等多个施力构件63,它们与形成于支承轴66的另一端部的头部66a抵接,而将多个块体64向与母材3抵接或者接近的方向按压;以及罩65,其支承多个施力构件63的端部,且安装于支承块体62。
[0125]
支承块体62与多个块体64的上下方向(图7中的z方向)的合计长度相应地形成为长条,且螺纹固定于在压板主体部40的侧方设置的旋转构件31的被安装面33。另外,在支承块体62,与块体64的数量对应地在焊接用滑动铜压板30的长度方向上并排形成有多个支承孔67,该多个支承孔67沿焊接用滑动铜压板30的厚度方向贯穿且将各支承轴66滑动自如地嵌合。
[0126]
因此,反母材侧的端部支承于罩65的各施力构件63经由支承轴66而对各块体64施力,在通常状态下,各块体64的端部64a成为比一对旋转构件31的作为接触面的接触面32向母材3侧突出的状态。
[0127]
这样,各块体64被施力构件63的弹力向与母材3抵接或者接近的方向按压,因此在焊接用滑动铜压板30配置于一对母材3的坡口的表侧的状态下,各块体64的与母材3对置的端部64a位于与母材3抵接、或者支承轴66的头部66a与支承块体62抵接的接近母材3的位置。并且,通过焊接用滑动铜压板30沿着焊接线方向滑动,从而各块体64追随母材3的表面形状,分别在与压板主体部40的长度方向垂直的厚度方向(x方向)上移动。
[0128]
即,多个块体64构成能够以使与母材3对置的端部64a与母材3抵接或者接近的方式移动的本发明的追随构件。另外,多个块体64构成能够在向母材3接近或者从母材3分离
的方向上移动的可动构件61。即,在本实施方式中,多个块体64的端部64a构成本发明的追随构件的端部以及可动构件61的端部。
[0129]
并且,本实施方式的支承块体62以及罩65构成支承可动构件61的本发明的支承部。
[0130]
需要说明的是,作为可动构件61,只要作为上述追随构件而发挥功能,且能够在向母材3接近或者从母材3分离的方向上移动,则也可以由单一构件构成,但如本实施方式那样,通过将可动构件61分割为多个块体64,在通过存在上下方向的板厚的差异的接缝部分时,能够使母材3与可动构件61之间的间隙更小,能够更可靠地防止熔融焊渣的泄漏。
[0131]
另外,在本实施方式中,多个块体64在与压板主体部40的长度方向垂直的厚度方向上移动,但只要是向母材3接近或者从母材3分离的方向,则也可以包括x方向分量或者y方向分量而在倾斜方向上移动。
[0132]
另外,多个块体64、支承轴66、支承块体62由传热性良好的金属材料(在本实施方式中,块体64以及支承块体62的材料为铜,支承轴66为不锈钢)构成,支承块体62与具有水冷路径38的旋转构件31抵接而安装,因此能够利用压板主体部40对焊渣泄漏防止部60进行冷却。
[0133]
需要说明的是,焊渣泄漏防止部60也期望直接冷却,但在焊渣泄漏防止部60没有空间,难以设置水冷路径38。因此,为了进一步提高冷却效果,优选的是,在压板主体部40的接近焊渣泄漏防止部60的部位设置水冷路径38。
[0134]
另外,对块体64的按压力并不限定于施力构件63的弹力,也可以是重力、磁力、轴力以及空气压力,并且也能够是手动按压。在利用施力构件63以外的重力、磁力等按压块体64的情况下,能够采用适当的机构。
[0135]
另外,块体64具有规定的宽度(图5中的y方向)以及规定的厚度(图5中的x方向)。通过块体64具有规定的宽度以及规定的厚度,能够得到用于更迅速地冷却熔融焊渣的充分的冷却性能。例如,宽度优选为5mm以上,另外,厚度优选为4mm以上。宽度以及厚度的上限没有特别限定,但若过大则变重,用于使焊接用滑动铜压板30沿着坡口移动的驱动力变大,因此宽度优选为15mm以下,厚度优选为10mm以下。
[0136]
另外,可动构件61的上端部61b、即上方的块体64的上端部64b位于比熔融焊渣浴7靠上方的位置,可动构件61的下端部61c、即下方的块体64的下端部64c位于比压板主体部40的下端41b靠上方的位置。由此,能够在压板主体部40的z方向全长范围内防止熔融焊渣从母材3与焊接用滑动铜压板30之间漏出的情况。
[0137]
在此,对熔融焊渣浴7的位置进行说明,在进行熔融焊渣浴7的高度的检测等并自动控制熔融焊渣浴7的高度的情况下,是指预先确定的熔融焊渣浴7的上表面的位置,在不自动控制熔融焊渣浴7的高度的情况下,是指焊接操作员预先作为目标而确定的熔融焊渣浴7的上表面的位置。
[0138]
需要说明的是,如图4所示,在本实施方式中,可动构件61的上端部64b位于比压板主体部40的接触面的上端部、即上侧的滑动轴承39的上端部39c靠下方的位置,可动构件61的下端部64c位于比压板主体部40的接触面的下端部、即下侧的滑动轴承39的下端部39d靠上方的位置。
[0139]
<焊接用滑动铜压板的作用>
[0140]
接下来,参照图8~图10对使用了焊接用滑动铜压板30的焊接进行说明。
[0141]
首先,说明对在左右方向上存在板厚的差异的母材3进行焊接的情况。
[0142]
一对旋转构件31相对于压板主体部40的基部41旋转自如,因此一对旋转构件31的各接触面32仿照母材3的表面3a而转动,即使在两母材3的表面3a存在角度差(参照图9),另外即使在两母材3的表面3a存在左右方向的板厚的差异,母材3的表面3a与一对旋转构件31的接触面32也可靠地面接触。
[0143]
由此,由铜压板1、母材3的坡口部2、母材3的表面3a的一部分、旋转构件31的圆筒面的一部分以及基部41的凹部43(对置面41a)划分而形成熔融焊渣的收容部。
[0144]
这样,一边将一对旋转构件31以其接触面32与母材3的表面3a面接触的状态配置,在水冷路径38内流动冷却水而从内部对旋转构件31以及基部41进行冷却,一边向坡口部2内填充焊剂12,并且从导电嘴5前端供给焊丝6,使导电嘴5沿着坡口部2移动,并且使焊接用滑动铜压板30沿着坡口部2滑动,从而进行焊接。
[0145]
一对旋转构件31的接触面32与母材3的表面3a面接触,因此即使在两母材3间存在左右方向上的板厚的差异、角度差等,也能够可靠地防止熔融焊渣从母材3与一对旋转构件31的接触面32之间漏出的情况。另外,能够利用小型并且轻型的焊接用滑动铜压板30对长条的焊接部进行焊接。
[0146]
接下来,如图10所示,说明对在焊接线方向(上下方向)上存在板厚的差异、即板厚不同且具有二级坡口加工部3s的母材3d、3u进行焊接的情况。当对板厚不同的母材3d、3u进行焊接时,在二级坡口加工部3s处母材3d、3u的表面3a与焊接用滑动铜压板30之间产生间隙,存在熔融焊渣从该间隙漏出的可能性。
[0147]
焊接用滑动铜压板30使一对旋转构件31的接触面32抵接而配置于在背面配置有铜压板1的下侧的母材3d的表面3a。此时,如图10的(a)所示,在施力构件63的弹力的作用下从支承块体62向母材侧突出的各块体64通过使其端部64a与母材3d的表面3a抵接而克服施力构件63的弹力并压入,且仿照母材3d的表面形状以不存在与母材3d之间的间隙的状态配置。因此,即使在该状态下进行焊接,熔融焊渣或者熔融金属也不会从块体64的端部64a与母材3d的表面3a之间的间隙漏出。
[0148]
当焊接沿着焊接线进展时,如图10的(b)所示,焊接用滑动铜压板30的上端部到达二级坡口加工部3s。此时,在下侧的母材3d与上侧的母材3u之间存在厚度之差,但各块体64通过以仿照二级坡口加工部3s的形状而与母材3抵接或者接近的方式移动,从而将二级坡口加工部3s与各块体64的端部64a之间的间隙堵塞。以下,如图8的(c)、(d)所示,在包括二级坡口加工部3s的母材3与焊接用滑动铜压板30的块体64之间产生的间隙被焊渣泄漏防止部60堵塞,能够对在上下方向上板厚不同的母材3以防止熔融焊渣或者熔融金属的泄漏的方式良好地进行焊接。
[0149]
<熔融焊渣浴检测器的结构>
[0150]
接下来,对熔融焊渣浴检测器13的结构详细进行说明。图11是示出熔融焊渣浴检测器13的结构例的图。
[0151]
如图11所示,熔融焊渣浴检测器13具有检测端子18、差动放大器19、接触判定基准信号设定器20、比较器21。检测端子18由作为导电性金属的铜合金构成。检测端子18当与熔融焊渣浴7接触时检测焊接电压的一部分的电压。
[0152]
需要说明的是,熔融焊渣浴检测器13的差动放大器19也可以输入检测端子18的电压以及作为母材电压的焊接用滑动铜压板30的电压,但焊接用滑动铜压板30与熔融焊渣浴7接触,存在具有对地电压的情况,因此相比输入焊接用滑动铜压板30的电压,优选的是,如图11所示接地。
[0153]
如图12所示,检测端子18具有在上表面具有在宽度方向两侧延伸的凸缘18c的大致长方体形状,且经由绝缘构件48而与压板主体部40以较大的面积接触。具体而言,检测端子18经由陶瓷等绝缘构件48而嵌入在压板主体部40的基部41的上部形成的沿厚度方向(x方向)贯穿的剖面方型u状的凹槽47。另外,也如图5所示,检测端子18的母材3侧的矩形形状的表面18a在厚度方向上位于与基部41的凹部43的最深部大致相等的位置,且借助绝缘构件48而在该凹槽47的母材3侧开口整体的范围内平坦地形成。
[0154]
需要说明的是,检测端子18以相对于基部41绝缘的方式通过螺栓固定于基部41的支承体49而安装于压板主体部40。
[0155]
因此,检测端子18在其矩形形状的下表面以及矩形形状的宽度方向(y方向)两侧面上被经由绝缘构件48而被水冷的压板主体部40间接地冷却,从而检测端子18的散热性提升,检测端子18的升温得到防止,能够抑制从熔融焊渣浴7受到的热量的影响。
[0156]
即,能够检测熔融焊渣浴的焊接电压的熔融焊渣浴检测器13的检测端子18经由绝缘构件48而安装于压板主体部40的上部,因此检测端子18能够以简易的结构抑制热量的影响。
[0157]
另外,检测端子18的母材3侧的表面18a平坦地形成,因此焊渣的附着得到抑制。即使在该表面18a附着有少量的焊渣,附着于该表面18a的焊渣的厚度也较薄,并在下一次焊接时被再熔融,因此对焊接的影响实质上没有。
[0158]
另外,如图4所示,可动构件(追随构件)61的上端部、即上方的块体64的上端部64b位于比检测端子18的下端部18b靠上方高度h的位置。由此,能够可靠地检测设置于比多个块体64靠下方的位置熔融焊渣的熔融电压。
[0159]
差动放大器19将检测端子18的电压和接地电压作为输入,并输出两电压之差。接触判定基准信号设定器20将不会由于噪声而误检测的程度的电压、例如在检测端子18与熔融焊渣浴7接触时检测的电压的一半左右的电压作为基准信号而输出。
[0160]
比较器21将差动放大器19的输出信号和接触判定基准信号设定器20的基准信号作为输入,并制成在差动放大器19的输出信号大于接触判定基准信号设定器20的基准信号时判断为检测端子18与熔融焊渣浴7接触的信号。制成的信号被送向焊剂供给控制装置15,并利用焊剂供给装置14进行焊剂12的供给以及停止。并且,控制为熔融焊渣浴7的上表面位于距导电嘴5的前端预先确定的长度的位置,将干伸长ld保持为预先确定的长度。在检测端子18不与熔融焊渣浴7接触时,焊接电压不施加于检测端子18,因此检测端子18的电压为0v。
[0161]
另外,在熔融焊渣浴检测器13中,当接触判定基准信号设定器20的基准信号的值较小时,存在由于焊接的状态或者外部噪声等而无法进行正确的判断的可能性。因此,在振荡焊炬4的情况下,为了防止误检测,熔融焊渣浴检测器13也可以在差动放大器19与比较器21之间设置低通滤波器。
[0162]
(第二实施方式)
[0163]
接下来,参照图13~图16对第二实施方式的焊接用滑动铜压板进行说明。
[0164]
本实施方式的焊接用滑动铜压板30所具备的焊渣泄漏防止部70具备设置于压板主体部40的两侧方且能够按照母材3的形状变形的可变构件71。可变构件71由具备耐热性和柔软性、例如碳纤维等形成,且是沿着压板主体部40的长度方向(z方向)呈长条的薄板状的弹性构件。
[0165]
可变构件71夹持于保持板73与按压板72之间,并被螺钉74组装为一体。按压板72是在比保持板73靠母材侧的位置弯曲而形成为剖面大致v形的板状构件,且在夹持可变构件71而组装于保持板73时,将可变构件71的端部71a以朝向焊接用滑动铜压板30的内侧的方式折弯。按压板72与可变构件71以及保持板73一起被螺钉75固定于旋转构件31的被安装面33。可变构件71的作为与母材3接触的接触面的端部71a比压板主体部40的作为与母材3的接触面的基部41的对置面41a向母材3侧突出。
[0166]
接下来,参照图16,对防止熔融焊渣或者熔融金属的泄漏的功能进行说明。需要说明的是,在图16中,为了容易理解地示出可变构件71的变形,用网格显示可变构件71。
[0167]
焊接用滑动铜压板30使旋转构件31的接触面32抵接而配置于在背面配置有铜压板1的下侧的母材3d的侧面(表侧)3a。此时,如图16的(a)所示,可变构件71的成为母材3侧的端部71a与母材3d的表面3a抵接,仿照母材3d的表面形状而弹性变形,并以堵塞与母材3d之间的间隙的状态接触。这样,以在母材3d与可变构件71之间不存在间隙的状态进行焊接,因此熔融焊渣或者熔融金属不会从可变构件71与母材3d之间的间隙漏出。
[0168]
当焊接沿着焊接线进展时,如图16的(b)所示,焊接用滑动铜压板30的上端部到达二级坡口加工部3s。此时,在下侧的母材3d与上侧的母材3u之间存在厚度之差,但可变构件71仿照二级坡口加工部3s的形状而变形,从而不会在二级坡口加工部3s与可变构件71之间形成间隙。以下,如图16的(c)、(d)所示,在包括二级坡口加工部3s的母材3与焊接用滑动铜压板30之间产生的间隙被可变构件71堵塞,因此能够将在上下方向上板厚不同的母材3以熔融焊渣或者熔融金属不会泄漏的方式良好地焊接。
[0169]
因此,本实施方式的可变构件71也构成能够以使与母材3对置的端部71a与母材3抵接或者接近的方式移动的本发明的追随构件。
[0170]
关于其他结构以及作用,与第一实施方式相同。
[0171]
需要说明的是,本发明并不限定于前述的各实施方式以及各变形例,能够适当地进行变形、改善等。
[0172]
例如,在上述实施方式中,是压板主体部40具备一对旋转构件31的结构,且焊渣泄漏防止部60的支承块体62、焊渣泄漏防止部70安装于旋转构件31的被安装面33,但本发明并不限于此,也可以安装于压板主体部40的基部41的侧面。
[0173]
另外,在压板主体部40不具有旋转构件的情况下,也同样,焊渣泄漏防止部60的支承块体62、焊渣泄漏防止部70安装于压板主体部40的基部41的侧面即可。
[0174]
并且,焊渣泄漏防止部60的支承块体62也可以通过将压板主体部40的基部41在宽度方向上延伸而与基部41形成为一体。
[0175]
另外,在本发明中,能够将焊渣泄漏防止部60与焊渣泄漏防止部70组合而使用,另外,在焊渣泄漏防止部60中,也任意将不同种类的块体64组合而构成。
[0176]
图17是第一实施方式的使用了焊渣泄漏防止部60的焊接用滑动铜压板30的各种
变形例。
[0177]
在图17的(a)中,在压板主体部40的一方的端面(即,旋转构件31的被安装面33或者基部41的侧面)40c配置有由多个块体64构成的可动构件61,在另一方的端面40d配置有由单一的构件构成的可动构件61。
[0178]
在图17的(b)中,在压板主体部40的两端面40c、40d中的至少一方配置有具有大小不同的块体64的可动构件61。
[0179]
在图17的(c)中,在压板主体部40的两端面40c、40d,呈两列地配置有包括由大小不同的块体64构成的可动构件61的多个可动构件61,另外,使两列块体64的高度不同。由此,即使万一从宽度方向内侧的焊渣泄漏防止部60产生泄漏,也能够利用宽度方向外侧的焊渣泄漏防止部60可靠地防止泄漏。另外,能够得到使焊道的边缘对齐的效果。
[0180]
在图17的(d)中,由多个块体64构成的可动构件61配置为左右非对称。
[0181]
图18是将具备可动构件61的焊渣泄漏防止部60和具备可变构件71的焊渣泄漏防止部70以单体、或者组合的方式配置而得到的变形例。
[0182]
在图18的(a)中,在压板主体部40的一方的端面40c配置有一个焊渣泄漏防止部60,防止来自压板主体部40的一方的端面40c侧的泄漏。
[0183]
在图18的(b)中,在压板主体部40的一方的端面40c配置有焊渣泄漏防止部60,在另一方的端面40d配置有焊渣泄漏防止部70。
[0184]
在图18的(c)中,在压板主体部40的两端面40c、40d呈两列且在上下方向上错开地配置有焊渣泄漏防止部60。
[0185]
在图18的(d)中,在压板主体部40的一方的端面40c呈两列地配置有焊渣泄漏防止部60和焊渣泄漏防止部70,在另一方的端面40d配置有焊渣泄漏防止部70。焊渣泄漏防止部60以及70不必与压板主体部40的端面40c、40d平行(z方向),也能够相对于z方向以45
°
以内的角度倾斜配置。
[0186]
在图18(e)中,在压板主体部40的两端面40c、40d的上半部配置有焊渣泄漏防止部60,在下半部配置有焊渣泄漏防止部70。
[0187]
在图18(f)中,在压板主体部40的两端面40c、40d配置有焊渣泄漏防止部60,并且在焊渣泄漏防止部60的外侧配置有焊渣泄漏防止部70。
[0188]
如以上那样,在本说明书中公开了如下的事项。
[0189]
(1)一种焊接用滑动铜压板,其对置配置于一对母材间的坡口部以形成熔融焊渣浴或者熔融金属浴,且沿着所述坡口部滑动,其中,
[0190]
所述焊接用滑动铜压板具备:
[0191]
压板主体部;以及
[0192]
至少一个追随构件,其设置于所述压板主体部的至少一侧方,且能够以使与所述母材对置的端部与所述母材抵接或者接近的方式移动。
[0193]
根据该结构,在焊接线方向上存在板厚的差异的接缝部分中,也能够防止熔融焊渣或者焊接金属的泄漏。
[0194]
(2)根据(1)所记载的焊接用滑动铜压板,其中,
[0195]
所述追随构件是能够在向所述母材接近或者从所述母材分离的方向上移动的可动构件、或者能够按照所述母材的形状而变形的可变构件。
[0196]
根据该结构,通过可动构件或者可变构件,在焊接线方向上存在板厚的差异的接缝部分中,也能够防止熔融焊渣或者焊接金属的泄漏。
[0197]
(3)根据(2)所记载的焊接用滑动铜压板,其中,
[0198]
所述焊接用滑动铜压板还具备施力构件,所述施力构件相对于所述压板主体部对所述可动构件朝向所述母材施力,以使所述可动构件的所述端部比所述压板主体部的与所述母材的接触面向所述母材侧突出。
[0199]
根据该结构,通过使滑动铜压板与一对母材抵接,从而可动构件的端部的至少一部分具有作用力地与母材抵接,因此在焊接线方向上存在板厚的差异的接缝部分中,也能够可靠地防止熔融焊渣或者焊接金属的泄漏。
[0200]
(4)根据(3)所记载的焊接用滑动铜压板,其中,
[0201]
所述焊接用滑动铜压板还具备安装于所述压板主体部的侧方且支承所述可动构件的支承部,
[0202]
所述施力构件相对于所述支承部对所述可动构件朝向所述母材施力。
[0203]
根据该结构,能够利用支承部将可动构件以及施力构件容易地安装于压板主体部的侧方。
[0204]
(5)根据(2)~(4)中任一项所记载的焊接用滑动铜压板,其中,
[0205]
所述可动构件具备在所述焊接线方向上并排配置的多个块体。
[0206]
根据该结构,通过将可动构件分割为多个块体,能够使母材与可动构件的端部之间的间隙更小,能够可靠地防止熔融焊渣或者焊接金属的泄漏。
[0207]
(6)根据(5)所记载的焊接用滑动铜压板,其中,
[0208]
所述焊接用滑动铜压板还具备多个施力构件,所述多个施力构件相对于所述压板主体部对各所述块体朝向所述母材分别施力,以使所述多个块体的端部比所述压板主体部的与所述母材的接触面向所述母材侧突出。
[0209]
根据该结构,通过使滑动铜压板与一对母材抵接,从而多个块体的至少一个端部具有作用力地与母材抵接,因此在焊接线方向上存在板厚的差异的接缝部分中,也能够可靠地防止熔融焊渣或者焊接金属的泄漏。
[0210]
(7)根据(2)所记载的焊接用滑动铜压板,其中,
[0211]
所述可变构件由沿着所述压板主体部的长度方向呈长条的板状的弹性构件构成,
[0212]
所述弹性构件以使所述弹性构件的所述端部比所述压板主体部的与所述母材的接触面向所述母材侧突出的方式安装于所述压板主体部的侧方。
[0213]
根据该结构,能够使可变构件仿照母材的表面而变形,在焊接线方向上存在板厚的差异的接缝部分中,也能够防止熔融焊渣或者焊接金属的泄漏。
[0214]
(8)根据(1)~(7)中任一项所记载的焊接用滑动铜压板,其中,
[0215]
所述追随构件具有规定的宽度以及规定的厚度,
[0216]
所述追随构件的上端部位于比所述熔融焊渣浴或者所述熔融金属浴靠上方的位置,所述追随构件的下端部位于比所述压板主体部的下端靠上方的位置。
[0217]
根据该结构,能够确保用于冷却熔融金属的冷却性能。另外,能够在焊接用滑动铜压板的全长的范围内防止熔融金属的泄漏。
[0218]
(9)根据(1)~(8)中任一项所记载的焊接用滑动铜压板,其中,
[0219]
在所述压板主体部内设置有水冷路径。
[0220]
根据该结构,能够利用向水冷路径供给的冷却水有效地冷却焊接用滑动铜压板。
[0221]
(10)根据(1)~(9)中任一项所记载的焊接用滑动铜压板,其中,
[0222]
在所述压板主体部的上部经由绝缘构件而安装有能够对所述熔融焊渣浴或者所述熔融金属浴的焊接电压进行检测的熔融焊渣浴检测器的检测端子。
[0223]
根据该结构,检测端子能够将熔融焊渣浴或者所述熔融金属浴的热量经由绝缘构件而向压板主体部侧传递,能够以简易的结构抑制热量的影响。
[0224]
(11)根据(10)所记载的焊接用滑动铜压板,其中,
[0225]
所述检测端子经由所述绝缘构件而嵌入在所述压板主体部的上部沿厚度方向贯穿的凹槽,
[0226]
所述检测端子的母材侧的表面借助所述绝缘构件而在该凹槽的母材侧开口整体的范围内形成。
[0227]
根据该结构,能够防止熔融焊渣向检测端子的附着。
[0228]
(12)根据(10)或(11)所记载的焊接用滑动铜压板,其中,
[0229]
所述追随构件的上端部位于比所述检测端子的下端部靠上方的位置。
[0230]
根据该结构,能够可靠地检测设置于比追随构件的上端部靠下方的位置的熔融焊渣或者焊接金属的熔融电压。
[0231]
(13)根据(1)~(12)中任一项所记载的焊接用滑动铜压板,其中,
[0232]
所述压板主体部具备基部以及相对于该基部旋转自如地支承的至少一个旋转构件,
[0233]
所述旋转构件具有长度方向沿着所述坡口部延伸且能够与所述母材接触的接触面。
[0234]
根据该结构,能够通过旋转构件,来防止熔融焊渣或者焊接金属从在左右方向上存在板厚的差异的母材的泄漏。
[0235]
(14)根据(13)所记载的焊接用滑动铜压板,其中,
[0236]
所述旋转构件还具有在所述压板主体部的侧方露出的被安装面,所述追随构件安装于所述旋转构件的被安装面。
[0237]
根据该结构,即使在左右方向上存在板厚的差异的母材还在焊接线方向上具有板厚的差异的情况下,也能够防止熔融焊渣或者焊接金属的泄漏。
[0238]
(15)根据(13)或(14)所记载的焊接用滑动铜压板,其中,
[0239]
所述基部以及所述旋转构件分别具有水冷路径。
[0240]
根据该结构,能够利用向水冷路径供给的冷却水有效地冷却旋转构件。
[0241]
(16)一种焊接装置,其中,
[0242]
所述焊接装置具备:
[0243]
(1)~(15)中任一项所记载的焊接用滑动铜压板;
[0244]
焊炬;
[0245]
熔融焊渣浴检测器,其对所述熔融焊渣浴或者所述熔融金属浴的焊渣浴高度进行检测;
[0246]
焊剂供给装置,其向所述熔融焊渣浴或者所述熔融金属浴供给焊剂;以及
[0247]
行驶台车,其搭载所述焊接用滑动铜压板、所述焊炬、所述熔融焊渣浴检测器以及所述焊剂供给装置并沿着所述坡口部移动。
[0248]
根据该结构,能够防止熔融焊渣或者焊接金属的泄漏,并且能够对在焊接线方向上存在板厚的差异的接缝部分进行焊接。
[0249]
(17)一种焊接方法,其中,
[0250]
所述焊接方法包括如下步骤:
[0251]
朝向一对母材间的坡口部配置(1)~(15)中任一项所记载的焊接用滑动铜压板;
[0252]
向该坡口部内填充焊剂,并且从导电嘴的前端供给焊丝;以及
[0253]
使所述导电嘴沿着所述坡口部移动,并且使所述焊接用滑动铜压板沿着所述坡口部滑动移动,从而进行焊接。
[0254]
根据该结构,能够防止熔融焊渣或者焊接金属的泄漏,并且能够对在焊接线方向上存在板厚的差异的接缝部分进行焊接。
[0255]
(18)一种焊接用滑动铜压板,其对置配置于一对母材间的坡口部以形成熔融焊渣浴或者熔融金属浴,且沿着所述坡口部滑动,其中,
[0256]
所述焊接用滑动铜压板具备:
[0257]
压板主体部;以及
[0258]
熔融焊渣浴检测器的检测端子,其经由绝缘构件而安装于所述压板主体部的上部,且能够对所述熔融焊渣浴或者所述熔融金属浴的焊接电压进行检测。
[0259]
根据该结构,检测端子能够将熔融焊渣浴或者所述熔融金属浴的热量经由绝缘构件而向压板主体部侧传递,能够以简易的结构抑制热量的影响。
[0260]
(19)根据(18)所记载的焊接用滑动铜压板,其中,
[0261]
所述检测端子经由所述绝缘构件而嵌入在所述压板主体部的上部沿厚度方向贯穿的凹槽,
[0262]
所述检测端子的母材侧的表面借助所述绝缘构件而在该凹槽的母材侧开口整体的范围内形成。
[0263]
根据该结构,能够防止熔融焊渣向检测端子的附着。
[0264]
(20)根据(18)或(19)所记载的焊接用滑动铜压板,其中,
[0265]
所述追随构件的上端部位于比所述检测端子的下端部靠上方的位置。根据该结构,能够可靠地检测设置于比追随构件的上端部靠下方的位置的熔融焊渣或者焊接金属的熔融电压。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1