一种全自动板材激光切割生产线的制作方法
1.本发明涉及机床领域,尤其涉及一种全自动板材激光切割生产线。
背景技术:
2.在机械加工领域通常涉及金属板材的切割加工,对于金属板材的切割加工是以金属板材为原材料的系列加工工序的初始工序,主要完成对金属板材的定长切割。
3.现有的板材加工过程中一般还需要人工进行中间料的转运,降低了工作效率。
技术实现要素:
4.本发明的目的在于提供一种全自动板材激光切割生产线,旨在可以自动对钢卷进行展开并进行板材的切割和输送,提高了工作效率。
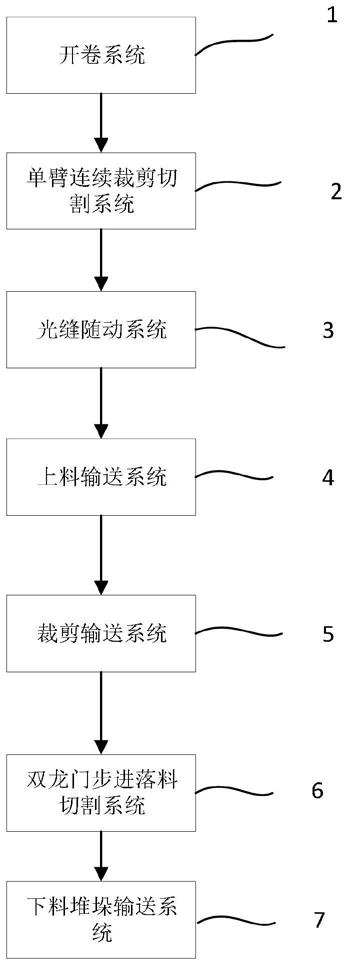
5.为实现上述目的,本发明提供了一种全自动板材激光切割生产线,包括开卷系统、单臂连接裁剪切割系统、光缝随动系统、上料输送系统、裁剪输送系统、双龙门步进落料切割系统和下料堆垛输送系统,所述单臂连接裁剪切割系统设置在所述开卷系统的一侧,所述光缝随动系统设置在所述单臂连接裁剪切割系统的一侧,所述上料输送系统设置在所述光缝随动系统的一侧,所述裁剪输送系统设置在所述上料输送系统的一侧,所述双龙门步进落料切割系统设置在所述裁剪输送系统的一侧,所述下料堆垛线输送系统设置在所述双龙门步进落料切割系统的一侧。
6.其中,所述开卷系统包括上料车、存料架、拖臂、开卷机、校平机、过桥、纠偏导向装置、送料定尺机和定尺输送台,所述上料车设置在所述存料架的一侧,所述拖臂设置在所述存料架的一侧,所述开卷机设置在所述拖臂上,并位于存料架的一侧,所述校平机设置在所述开卷机的一侧,所述过桥设置在所述校平机的一侧,所述纠偏导向装置设置在所述过桥的一侧,所述送料定尺机设置在所述纠偏导向装置的一侧,所述定尺输送台设置在所述送料定尺机的一侧。
7.其中,所述单臂连接裁剪切割系统包括切割支撑台和激光头,所述激光头滑动设置在所述切割支撑台上。
8.其中,所述光缝随动系统包括支架、传动链、多个接料板和驱动器,所述传动链与所述支架转动连接,并位于所述支架的一侧,多个所述接料板固定设置在所述传动链上,所述驱动器与所述传动链连接。
9.其中,所述驱动器包括驱动电机、定位架、联轴器和驱动齿轮,所述定位架与所述支架固定连接,并位于所述传动链的一侧,所述驱动齿轮与所述定位架转动连接,并与所述传动链啮合,所述联轴器与所述驱动齿轮连接,所述驱动电机的输出端与所述联轴器连接。
10.其中,所述上料输送系统包括上料支撑架和吸盘转动台,所述上料支撑架设置在所述光缝随动系统的一侧,所述吸盘转动台滑动设置在所述上料支撑架上。
11.其中,所述裁剪输送系统包括裁剪台和第二转动台,所述第二转动台与所述裁剪台转动连接,并位于所述裁剪台的一侧。
12.本发明的一种全自动板材激光切割生产线,通过所述开卷系统可以将收卷的板材进行开卷,然后通过所述单臂连接裁剪切割系统通过激光头对板材进行初步的切割,所述光缝随动系统可以收集激光切割产生的废料避免影响下次切割,所述上料输送系统可以将切下的板材进行转运输送到所述双龙门步进落料切割系统,通过所述双龙门步进落料切割系统再次对板材进行切割,然后通过所述下料堆垛输送系统自动对切割完成的板材进行存放,整个过程可以自动运行,提高了工作效率。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
14.图1是本发明的一种全自动板材激光切割生产线的结构图。
15.图2是本发明的开卷系统的结构图。
16.图3是本发明的单臂连接裁剪切割系统、光缝随动系统、上料输送系统和裁剪输送系统的侧视图。
17.图4是本发明的光缝随动系统的局部结构图。
18.图5是本发明的驱动器的结构图。
19.图6是本发明的单臂连接裁剪切割系统、光缝随动系统、上料输送系统和裁剪输送系统的俯视图。
20.图7是本发明的双龙门步进落料切割系统的结构图。
21.图8是本发明的下料堆垛输送系统的结构图。
22.图9是本发明的双龙门步进落料切割系统和下料堆垛输送系统的俯视图。
23.1-开卷系统、2-单臂连接裁剪切割系统、3-光缝随动系统、4-上料输送系统、5-裁剪输送系统、6-双龙门步进落料切割系统、7-下料堆垛输送系统、11-上料车、12-存料架、13-拖臂、14-开卷机、15-校平机、16-过桥、17-纠偏导向装置、18-送料定尺机、19-定尺输送台、21-切割支撑台、22-激光头、31-支架、32-传动链、33-接料板、34-驱动器、41-上料支撑架、42-吸盘转动台、51-裁剪台、52-第二转动台、61-双龙门床身、62-双切割器、63-输送线、71-下料架、72-转运器、73-移动器、74-止位块、341-驱动电机、342-定位架、343-联轴器、344-驱动齿轮。
具体实施方式
24.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
25.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限
制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
26.请参阅图1~图9,本发明提供一种全自动板材激光切割生产线:
27.包括开卷系统1、单臂连接裁剪切割系统2、光缝随动系统3、上料输送系统4、裁剪输送系统5、双龙门步进落料切割系统6和下料堆垛输送系统7,所述单臂连接裁剪切割系统2设置在所述开卷系统1的一侧,所述光缝随动系统3设置在所述单臂连接裁剪切割系统2的一侧,所述上料输送系统4设置在所述光缝随动系统3的一侧,所述裁剪输送系统5设置在所述上料输送系统4的一侧,所述双龙门步进落料切割系统6设置在所述裁剪输送系统5的一侧,所述下料堆垛线输送系统设置在所述双龙门步进落料切割系统6的一侧。
28.在本实施方式中,通过所述开卷系统1可以将收卷的板材进行开卷,然后通过所述单臂连接裁剪切割系统2通过激光头22对板材连续送料并进行初步的切割,所述光缝随动系统3可以收集激光切割产生的废料避免影响下次切割,所述上料输送系统4可以将切下的板材进行转运输送到所述双龙门步进落料切割系统6,通过所述双龙门步进落料切割系统6再次对板材进行切割,然后通过所述下料堆垛输送系统7自动对切割完成的板材进行存放,整个过程可以自动运行,提高了工作效率。
29.进一步的,所述开卷系统1包括上料车11、存料架12、拖臂13、开卷机14、校平机15、过桥16、纠偏导向装置17、送料定尺机18和定尺输送台19,所述上料车11设置在所述存料架12的一侧,所述拖臂13设置在所述存料架12的一侧,所述开卷机14设置在所述拖臂13上,并位于存料架12的一侧,所述校平机15设置在所述开卷机14的一侧,所述过桥16设置在所述校平机15的一侧,所述纠偏导向装置17设置在所述过桥16的一侧,所述送料定尺机18设置在所述纠偏导向装置17的一侧,所述定尺输送台19设置在所述送料定尺机18的一侧。
30.在本实施方式中,通过将钢卷或者其他卷材放置到所述上料车11上,然后可以输送到所述存料架12上存放,然后卷材移动到开卷机14上固定,开卷机14带动卷材转动而将板材展开,然后通过所述校平机15将板材压直,然后经过过桥16,所述过桥16是卷料的缓冲区,用于平衡开卷较平和伺服送料之间的速度差,通过纠偏导向装置17对板材的移动方向进行限制,所述送料定尺机18可以对板材进行测量,以便于进行切割,然后通过所述定尺输送台19进行输送。
31.进一步的,所述单臂连接裁剪切割系统2包括切割支撑台21和激光头22,所述激光头22滑动设置在所述切割支撑台21上。
32.在本实施方式中,所述激光头22可以在所述切割支撑台21上左右上下移动,从而可以对板材进行初步切割。
33.进一步的,所述光缝随动系统3包括支架31、传动链32、多个接料板33和驱动器34,所述传动链32与所述支架31转动连接,并位于所述支架31的一侧,多个所述接料板33固定设置在所述传动链32上,所述驱动器34与所述传动链32连接。
34.在本实施方式中,所述驱动器34可以带动所述传动链32相对所述支架31转动,从而可以带动多个所述接料板33循环转动而跟随激光头22移动而收集切割产生的废料。
35.进一步的,所述驱动器34包括驱动电机341、定位架342、联轴器343和驱动齿轮344,所述定位架342与所述支架31固定连接,并位于所述传动链32的一侧,所述驱动齿轮344与所述定位架342转动连接,并与所述传动链32啮合,所述联轴器343与所述驱动齿轮344连接,所述驱动电机341的输出端与所述联轴器343连接。
36.在本实施方式中,所述定位架342方便和支架31进行定位,使得定位架342可以放置在支架31的中间位置,然后通过驱动电机341左右转动而通过所述联轴器343带动所述驱动齿轮344左右转动,从而可以左右带动所述接料板33对产生的废料进行收集。
37.进一步的,所述上料输送系统4包括上料支撑架41和吸盘转动台42,所述上料支撑架设置在所述光缝随动系统3的一侧,所述吸盘转动台42滑动设置在所述上料支撑架41上。
38.在本实施方式中,通过所述吸盘转动台42可以在所述上料支撑架41上上下前后移动,从而可以将切割后的板材进行输送,同时减小对板材的损伤。
39.进一步的,所述裁剪输送系统5包括裁剪台51和第二转动台52,所述第二转动台52与所述裁剪台51转动连接,并位于所述裁剪台51的一侧。
40.在本实施方式中,所述裁剪台51可以对切割后的板材进行输送,所述第二转动台52可以相对所述裁剪台51转动,从而可以方便地将板材运输到不同高度的平台上继续进行加工。
41.进一步的,所述双龙门步进落料切割系统6包括双龙门床身61、双切割器62和输送线63,所述双切割器62滑动设置在所述双龙门床身61上,所述双切割器62转动设置在所述双龙门床身61内。
42.在本实施方式中,所述双龙门床身61对所述输送线63和所述双切割器62进行支撑,所述输送线63带动板材继续移动,所述双切割器62采用激光对板材进行精确切割以得到合适的尺寸。
43.进一步的,所述下料堆垛输送系统7包括下料架71、转运器72、两个移动器73和两个止位块74,所述转运器72滑动设置在所述下料架71上,两个所述移动器73设置在所述转运器72的两侧,两个所述止位块74分别设置在两个所述移动器73的一侧。
44.在本实施方式中,切割会产生合格的板材或者不合格的废料,通过所述转动器可以上下前后滑动,同时可以通过吸盘对板材进行吸附,从而可以将合格的板材放置到一侧的移动器73上进行输送,而不合格的板材放置到另一侧的移动器73上进行输送,通过所述止位块74对所述移动器73的位置进行限制。
45.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1