一种双滚轮内胆滚焊设备的制作方法
1.本发明属于自动化设备技术领域,特指一种双滚轮内胆滚焊设备。
背景技术:
2.现有的烤箱内胆由内胆上圈、内胆下圈以及底盖相焊接而成;焊接时,内胆上圈与内胆下圈通过夹具定位固定,而后通过点焊设备初步加固,而后再通过滚焊设备进行精加工。
3.现有的滚焊设备仅对烤箱的内胆外侧进行焊接加工,如图8所示,现有的内胆下圈外端设有放置所述内胆上圈外端的放置槽,且现有的滚焊设备中仅在内胆外侧设置焊轮来进行焊接;由于内胆上圈与内胆下圈成形加工问题,使得内胆上圈与内胆下圈相对置连接时,放置槽与内胆上圈外端难以严丝合缝,这样就导致内胆内侧存有焊缝6,从而导致焊机而成的内胆内侧不光滑,实际烤箱产品中,烤箱内胆内侧会在烤箱使用的时候被使用者看到,从而影响产品美观程度,影响烤箱品质;而且,烤箱内胆在滚焊完毕后,需要对内胆进行一次搪瓷工艺,而上述焊缝6则会影响搪瓷工艺的进行。
技术实现要素:
4.本发明的目的是提供一种可以有效提高内胆加工品质的双滚轮内胆滚焊设备。
5.本发明的目的是这样实现的:
6.一种双滚轮内胆滚焊设备,包括:
7.机座;
8.定位工装,设置在所述机座上,用于固定内胆下圈与内胆上圈,并使内胆下圈与内胆上圈相对置抵靠形成重叠区;以及
9.焊接机构,设置在重叠区的旁侧上,用于使内胆下圈与内胆上圈相固接;
10.其中,所述焊接机构包括,
11.第一焊轮与第二焊轮,所述第一焊轮与第二焊轮分别位于所述重叠区内侧与外侧;以及
12.第一驱动组件,设置在机座中并连接所述第一焊轮与第二焊轮,用于驱动带动所述第一焊轮与第二焊轮同步在重叠区内侧与外侧移动。
13.进一步地,所述第一驱动组件包括
14.导轨部,竖向设置在所述重叠区下侧;
15.滑块部,设置在所述导轨部上,其连接有带动滑块部在导轨上运动的驱动电机;
16.所述第一焊轮与第二焊轮,安装在所述滑块部上,在第一焊轮与第二焊轮之间成形有用于成形有所述重叠区的空隙。
17.进一步地,所述第一驱动组件还包括第一驱动臂与第二驱动臂,第一驱动臂与第二驱动臂的下端安装在所述滑块部上,上端分别连接所述第一焊轮与第二焊轮。
18.进一步地,所述第一驱动臂与第二驱动臂的下端转动设置在所述滑块部上,在第
一驱动臂与第二驱动臂的转动端一侧分别横向设有第一摆动杆与第二摆动杆,第一摆动杆与第二摆动杆上连接有推动所述第一摆动杆与第二摆动杆的推动电机。
19.进一步地,所述第一焊轮与第二焊轮均包括有带动所述第一焊轮与第二焊轮转动的第二驱动组件,第二驱动组件包括驱动马达和由所述驱动马达带动的传动齿轮,所述传动齿轮连接所述第一焊轮/第二焊轮。
20.进一步地,所述定位工装包括:
21.若干定位立柱,设置在机座上,用于内限位所述内胆下圈与内胆上圈;
22.定位夹具,设置在定位立柱外侧,用于外限位所述内胆下圈与内胆上圈。
23.进一步地,所述定位夹具包括:
24.第一夹具,设置在定位立柱后侧,用于推动位于第一夹具与定位立柱直接的内胆下圈抵靠在所述定位立柱上;
25.第二夹具,设置在所述定位立柱上侧;第二夹具具有打开状态和关闭状态,当所述第二夹具处于关闭状态时,所述第二夹具限位在所述内胆下圈上侧;
26.第三夹具,设置在定位立柱的左右两侧,用于限位内胆下圈的左右两侧。
27.进一步地,所述机座上设有
28.横向移动的第一滑轨组件,以及
29.纵向移动的第二滑轨组件,设置在所述第一滑轨组件上,并由所述第一滑轨组件带动移动;于所述第二滑轨组件上设有所述定位夹具。
30.进一步地,所述定位立柱一侧设有安装架,所述第一夹具包括设置在安装架底部设有第一推杆,所述第二夹具包括设置在安装架顶部的翻转板。
31.本发明相比现有技术突出且有益的技术效果是:
32.本发明通过所述第一驱动组件与第二驱动组件的同步运行,同步带动所述第一焊轮与第二焊轮在重叠区两侧进行滚焊工作,实现对烤箱内胆的双面焊接,从而可以消除内部焊缝,增加整体美观性,并同时减少搪瓷工艺的难度。
33.本发明由于所述定位立柱设置在所述第二滑板上,因此可以通过改变定位立柱在机座上的横向位置以及纵向位置,从而改变两定位立柱之间的距离关系来适配不同大小的内胆下圈。同时由于所述第二夹具、第一夹具都设置再所述第二滑板上,其可以随所述定位立柱的移动而同时进行移动,进行适配。
附图说明
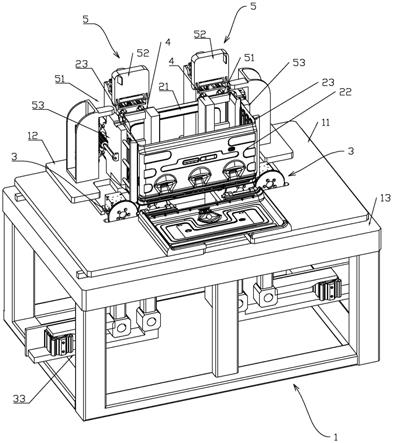
34.图1是本发明的整体结构示意图。
35.图2是定位工装的结构示意图一。
36.图3是定位工装的结构示意图二。
37.图4是定位夹具的结构示意图。
38.图5是焊接机构的安装示意图。
39.图6是焊接机构的整体示意图。
40.图7是第一焊轮爆炸示意图。
41.图8是背景技术中内胆组装示意图。
42.图9是内胆焊接前重叠区处的结构示意图。
43.图10是内胆焊接后重叠区处的结构示意图。
44.图中标号所表示的含义:
45.1、机座;11、第一滑轨组件;111、第一滑轨;112、第一滑板;113、通口部;12、第二滑轨组件;121、第二滑轨;122、第二滑板;13、安装台面;131、开口部;21、内胆下圈;22、内胆上圈;23、重叠区;3、焊接机构;31、第一焊轮;32、第二焊轮;33、第一驱动组件;331、导轨部;332、滑块部;333、第一驱动臂;334、第二驱动臂;335、空隙;336、第一摆动杆;337、第二摆动杆;338、推动电机;34、第二驱动组件;341、驱动马达;342、传动齿轮;343、控制组件;344、伞齿轮;4、定位立柱;5、定位夹具;51、第一夹具;511、第一推杆;52、第二夹具;521、翻转板;53、第三夹具;531、面板部;532、抵接推杆;54、安装架;6、焊缝。
具体实施方式
46.下面结合具体实施例对本发明作进一步描述:
47.一种双滚轮内胆滚焊设备,包括
48.机座1;
49.定位工装,设置在所述机座1上,用于固定内胆下圈21与内胆上圈22,并使内胆下圈21与内胆上圈22相对置抵靠形成重叠区23;
50.以及
51.焊接机构3,设置在重叠区23的旁侧上,用于使内胆下圈21与内胆上圈22相固接;
52.其中,所述焊接机构3包括,
53.第一焊轮31与第二焊轮32,所述第一焊轮31与第二焊轮32分别位于所述重叠区23内侧与外侧;以及
54.第一驱动组件33,设置在机座1中并连接所述第一焊轮31与第二焊轮32,用于驱动带动所述第一焊轮31与第二焊轮32同步在重叠区23内侧与外侧移动。
55.如图1所示,所述机座1上设有一安装台面13,在安装台面13上设有所述定位工装以及焊接机构3;在安装台面13的正中设有一开口部131,用于放置所述焊接机构3,从而可以使所述焊接机构3可以由下至上运动来对相对置抵靠的内胆下圈21、内胆上圈22进行连接。
56.具体如图3所示,在所述机座1的安装台面13上设有横向移动的第一滑轨组件11;其中,第一滑轨组件11包括横向设置在所述安装台面13上的第一滑轨111,在所述第一滑轨111上以所述开口部131为中心左右安装两块第一滑板112,所述第一滑板112连接有带动其在第一滑轨111上横向运动动力源,该横向运动动力源一般为伺服电机,伺服电机通过丝杆滑套结构驱动第一滑板112移动。在所述第一滑板112上设有纵向移动的第二滑轨组件12,具体来说,第二滑轨组件12包括分别设置在两第一滑板112上的两第二滑轨121,以及分别设置在两第二滑轨121上的第二滑板122,以及驱动第二滑板122移动的纵向运动动力源,同理该纵向运动动力源一般为伺服电机,伺服电机通过丝杆滑套结构驱动第二滑板122移动;在所述第一滑板112以及第二滑板122上设有所述定位工装,通过调整第二滑板122以及第一滑板112的位置来调整各个定位工装布局状况,从而得到可以容纳不同内胆大小的安装位,从而适配不同大小的内胆。
57.具体来说,所述定位工装包括有定位立柱4,其设置在机座1上,用于内限位所述内
胆下圈21与内胆上圈22;以及
58.定位夹具5,设置在定位立柱4外侧,用于外限位所述内胆下圈21与内胆上圈22。
59.结合图2、3所示,本专利中的内胆下圈21由一平板通过内胆下圈21弯折设备弯折成一u字形部件,在与所述内胆上圈22相组合后形成近似方形的环形件,其中所述重叠区23指的是内胆下圈21与内胆上圈22相连接成环形件后,,内胆下圈21的侧边端部与对应内胆上圈22侧边端部相交的重叠部分,由于所述内胆下圈21呈u字形,因此,在整个环形件上设有两个重叠区23,同时需要配置两个焊接机构3进行加工;在进行滚焊作业前,制造者会在内胆下圈21与内胆上圈22的重叠区23上会先进行一次点焊作业,再进行滚焊,以求初步定性。本实施例中,所述定位立柱4固定在所述第二滑板122上并共设有两个,其具体为一通过螺栓结构固定在所述第二滑板122上的且整体呈矩形的型材件,两个定位立柱4靠内胆下圈21一侧设置,两定位立柱4的横向间距与所述内胆下圈21的內部宽度相当,使得当所述内胆下圈21安装在所述定位立柱4上时,两定位立柱4设置在内胆下圈21的两折角位置进行内部限位。在一些实施例中所述定位立柱4可以设有多个,而两个定位立柱4已经可以满足使用需求,且需要空余出空间来安装所述焊接机构3来对内胆下圈21外端进行内外焊接。而由于所述定位立柱4设置在所述第二滑板122上,因此可以通过改变定位立柱4在机座1上的横向位置以及纵向位置,从而改变两定位立柱4之间的距离关系来适配不同大小的内胆下圈21。
60.进一步地,所述定位夹具5包括:
61.第一夹具51,设置在定位立柱4后侧,用于推动位于第一夹具51与定位立柱4直接的内胆下圈21抵靠在所述定位立柱4上;
62.第二夹具52,设置在所述定位立柱4上侧;第二夹具52具有打开状态和关闭状态,当所述第二夹具52处于关闭状态时,所述第二夹具52限位在所述内胆下圈21上侧;
63.第三夹具53,设置在定位立柱4的左右两侧,用于限位内胆下圈21的左右两侧。
64.具体来说,结合图3、4所示,所述定位立柱4的后侧设有安装架54,安装架54具体为一固定在所述第二滑板122上的安装型材,所述第一夹具51包括设置在安装架54下侧以及上侧的两组第一推杆511,而用于驱动第一推杆511的气缸则设置在所述安装型材的另一侧,通过所述第一推杆511推动所述内胆下圈21朝所述定位立柱4移动进行内胆下圈21后端的夹紧定位,所述第二夹具52包括设置在安装架54顶部的翻转板521,并在安装架54的另一侧设置驱动所述翻转板521翻转动作的翻转气缸;所述翻转板521处于打开状态时,所述翻转板521纵向设置在所述定位立柱4的上端后侧,此时使用可将所述内胆下圈21由上至下放置在所述定位立柱4外,放置完毕后翻转气缸工作带动所述翻转板521向下翻转横置在所述定位立柱4上侧,从而上限位所述内胆下圈21,而后所述第一夹具51再工作进行后限位。由于所述第二夹具52、第一夹具51都设置再所述第二滑板122上,其可以随所述定位立柱4的移动而同时进行移动,进行适配。而且,活动的第二夹具52、第一夹具51以及定位立柱4使得在安装所述内胆下圈21时可以采用内涨式安装,即先放置好内胆下圈21再使定位立柱4向外涨抵靠在所述内胆下圈21内侧,在使第二夹具52、第一夹具51抵靠内胆下圈21外侧进行夹紧。
65.所述第三夹具53也设置在所述第二滑板122上,其设置在所述两定位立柱4的两外侧上,其具有一抵靠在内胆下圈21左右两侧的面板部531,面板部531由驱动缸带动其左右移动,使得其可以抵靠在所述内胆下圈21左右两侧上进行限位。在所述面板部531中还伸缩
设置由抵接推杆532,抵接推杆532的前端朝向所述重叠区23,其用来抵接在所述重叠区23一侧上进行限位,从而使滚焊更为稳定。
66.进一步地,所述第一驱动组件33包括有
67.导轨部331,竖向设置在所述重叠区23下侧;
68.滑块部332,设置在所述导轨部331上,其连接有带动滑块部332在导轨上运动的驱动电机;
69.第一驱动臂333与第二驱动臂334,第一驱动臂333与第二驱动臂334的下端安装在所述滑块部332上,上端分别连接所述第一焊轮31与第二焊轮32,在第一驱动臂333与第二驱动臂334之间空有用于放置所述重叠区23的空隙335。
70.结合图1、5、6、9,所述导轨部331固定在第一滑板112的下侧,其穿过所述安装台面13上的开口部131向下延伸,所述滑块部332设置在导轨部331的底部,所述导轨部331中设有驱动所述滑块部332在所述导轨部331上移动的伺服电机;所述第一驱动臂333与第二驱动臂334分别设置在所述滑块部332在左右两侧,从而在第一驱动臂333与第二驱动臂334成形出所述空隙335,所述第一焊轮31与第二焊轮32分别设置在第一驱动臂333与第二驱动臂334的顶部,所述第一滑板112上设有供所述第一焊轮31与第二焊轮32向外裸露的通口部113,并使所述第一焊轮31与第二焊轮32位于重叠区23的左右两侧。
71.实际上,所述第一驱动臂333与第二驱动臂334的下端转动设置在所述滑块部332上,在第一驱动臂333与第二驱动臂334的转动端一侧分别横向设有第一摆动杆336与第二摆动杆337,第一驱动臂333与第一摆动杆336相连接成l形,第一摆动杆336与第二摆动杆337朝同一侧延伸,在其延伸的末端上设有双头推动电机338;推动电机338工作时,驱动所述第一摆动杆336顺时针摆动,并驱动所述第二摆动杆337逆时针摆动,使得第一驱动臂333以及第二驱动臂334绕自身的转动点朝重叠区23转动,使所述第一焊轮31与第二焊轮32抵靠在所述重叠区23上;此时可以进行滚焊作业,所述滑块部332向上运动,同时带动所述第一驱动臂333与第二驱动臂334由下至上运动,使得所述第一焊轮31与第二焊轮32全面接触整个重叠区23。
72.所述第一焊轮31与第二焊轮32均包括有带动所述第一焊轮31与第二焊轮32转动的第二驱动组件34,结合图6、7所示,以第一焊轮31为例,所述第一焊轮31的后侧连接为第一焊轮31提供焊接能力的控制组件343,所述第二驱动组件34包括设置在所述第一焊轮31下侧的驱动马达341,驱动马达341上设有伞齿轮344,所述第一焊轮31连接有一传动齿轮342,所述伞齿轮344与传动齿轮342相啮合,从而通过驱动马达341带动所述第一焊轮31转动。需要说明,第一焊轮31与第二焊轮32上的驱动马达341的工作频率应当相同,从而驱动所述第一焊轮31与第二焊轮32同步转动,从而得到最好的焊接效果。
73.本实施例中,所述导轨部331共设有两个,其对应两块第一滑板112以及内胆下圈21的左右两侧,其用于驱动两组第一焊轮31与第二焊轮32来对内胆下圈21的左右两侧同时进行滚焊工作。如图10所示,通过所述第一驱动组件33与第二驱动组件34的同步运行,同步带动所述第一焊轮31与第二焊轮32在重叠区23两侧进行滚焊工作,实现对烤箱内胆的双面焊接,从而可以消除内部焊缝6,增加整体美观性,并同时减少搪瓷工艺的难度。
74.上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1