一种高锰钢辙叉钻孔刀具的制作方法
1.本实用新型涉及钻孔刀具,尤其涉及高锰钢辙叉钻孔刀具。
背景技术:
2.高锰钢辙叉机加工过程中,由于需要将钢轨和辙叉连接起来,所以需要在高锰钢辙叉连接处轨腰钻接头螺栓孔。由于传统的钻孔刀具采用锥度刀柄,同时钻头较长、刀体较重,刀尖易蹦刃,钻头刚性差,拆卸也比较困难,所以存在使用寿命较短、损耗大,加工精度较低等问题,随着市场对效率和加工精度的日益提高以及节能,传统钻孔刀具已不能满足当前市场需求。
技术实现要素:
3.为了解决现有技术中的不足,提供一种拆装方便,结实耐用,冷却效果好,使用寿命长的高锰钢辙叉钻孔刀具,本实用新型所采用的技术方案是:
4.一种高锰钢辙叉钻孔刀具,包括直槽钻头和安装直槽钻头的刀柄,所述的直槽钻头包括钻孔段和安装段,在所述的钻孔段端部安装有硬质合金刀片,在所述的钻孔段两侧设有排屑槽,在所述的安装段设有削平部,在所述的直槽钻头内设有内冷孔,所述的内冷孔进风口位于安装段端部,所述的内冷孔出风口设有两个均靠近硬质合金刀片一端,各所述的内冷孔出风口分别位于各排屑槽内;在所述的刀柄内设有能与内冷孔相通的送风孔,在所述的刀柄上设有用于安装段安装的安装孔,在所述的刀柄一侧设有用于安装紧固螺栓的紧固螺栓孔,所述的紧固螺栓孔位置与安装到位的削平部相对,在所述的刀柄一侧还设有斜向螺纹孔,在所述的斜向螺纹孔内安装有顶出螺栓,所述的顶出螺栓端部能够顶靠到安装段端面。
5.进一步的,在所述的刀柄上设有环形槽。
6.进一步的,所述的硬质合金刀片厚度为4
‑
6mm。
7.进一步的,所述的削平部间隔设置有两段,所述的紧固螺栓孔设置有两个分别与两段削平部相对。
8.进一步的,所述的内冷孔为台阶孔且安装段一侧孔径大于靠钻孔段一侧孔径,所述的送风孔孔径大于内冷孔孔径。
9.本实用新型的优点是:
10.(1)直槽钻钻头设计,更方便快速排屑。
11.(2)钻头采取侧固式与刀柄进行连接,此连接方式可有效地减少钻头的长度,在降低刀具成本、增强了刀具加工时稳定性的同时解决了刀片易崩刃的问题,延长了刀具的使用寿命。
12.(3)刀柄处设有斜向螺纹孔安装螺杆,更换钻头时,旋转螺杆,螺杆前端产生侧向力,从而顶出钻头。斜向螺纹孔解决了在钻孔时钻头由于受热膨胀而不易更换的问题,使拆卸钻头更加容易。
13.(4)内冷孔设有两个出风口,两个出风口对应设置在各排屑槽内,此设计在保证钻头可靠性的前提下增大了对刀片的空冷面积,更有效地提高了空冷效率。
附图说明
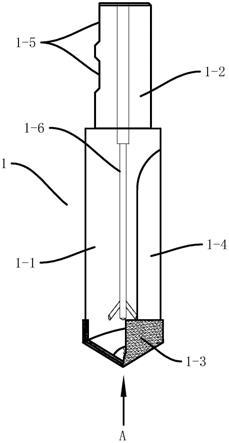
14.图1为本实用新型直槽钻头结构示意图;
15.图2为图1中a向视图;
16.图3为本实用新型刀柄结构示意图。
具体实施方式
17.该高锰钢辙叉钻孔刀具包括直槽钻头1和刀柄2,直槽钻头1安装于刀柄2中。
18.如图1所示的直槽钻头1包括钻孔段1
‑
1和安装段1
‑
2,在钻孔段1
‑
1,钻孔段1
‑
1为钻头进行钻孔的主要部位,安装段1
‑
2是将直槽钻头1安装到刀柄2上的部位,在钻孔段1
‑
1端部安装有硬质合金刀片1
‑
3,硬质合金刀片1
‑
3通过焊接安装到直槽钻头1端部,如图2所示在钻孔段1
‑
1两侧设有排屑槽1
‑
4,在安装段设有削平部1
‑
5,削平部1
‑
5配合刀柄2实现侧固式连接,此连接方式可有效地减少钻头的长度,在降低刀具成本、增强了刀具加工时稳定性的同时解决了刀片易崩刃的问题,延长了刀具的使用寿命,在直槽钻头1内还设有内冷孔1
‑
6,通过向内冷孔1
‑
6内输入高压气体实现对钻头钻孔时实施降温,内冷孔1
‑
6进风口设置在安装段1
‑
2端部,高压气体从刀柄2送入内冷孔1
‑
6,而内冷孔1
‑
6出风口设置在钻孔段1
‑
1靠近硬质合金钢刀片一端,为了达到更好的见降温效果,内冷孔1
‑
6的出风口设置两个分别设置在两侧排屑槽1
‑
4位置,此设计在保证钻头可靠性的前提下增大了对刀片的空冷面积,更有效地提高了空冷效率。
19.如图3所示的刀柄2,在刀柄2内设有送风孔2
‑
1和安装孔2
‑
2,送风孔2
‑
1用于将高压气体送入内冷孔1
‑
6中,安装孔2
‑
2则与直槽钻头1上的安装段1
‑
2配合实现对直槽钻头1的安装,直槽钻头1安装到位后送风孔2
‑
1与内冷孔1
‑
6相通实现高压气体的输送,在刀柄2上一侧设有紧固螺栓孔2
‑
3,紧固螺栓孔2
‑
3设置在安装孔2
‑
2部位,安装段1
‑
2安装到安装孔2
‑
2后紧固螺栓孔2
‑
3与削平部1
‑
5相对,在紧固螺栓孔2
‑
3内安装紧固螺栓顶紧削平部1
‑
5实现对直槽钻头1的紧固安装。在刀柄2一侧倾斜设置有斜向螺纹孔2
‑
4,在斜向螺纹孔2
‑
4内设有顶出螺栓,顶出螺栓端部能够顶靠到安装段1
‑
2端面,当直槽钻头1由于受热卡死在安装孔2
‑
2内时,通过旋转顶出螺栓产生的斜向推力将直槽钻头1顶出,方便了钻头的拆卸。
20.如图3所示在刀柄2上设置环形槽2
‑
5,在保证刀体稳定度与刚度的前提下减少了材料用量,也让刀具整体更加轻量化。
21.为了进一步增强硬质合金刀片1
‑
3,该钻具中硬质合金刀片1
‑
3厚度设置为4
‑
6mm,通过适当的增大刀片的厚度,提高了刀具的加工稳定性同时解决了刀片易崩刃的问题。
22.为了进一步提高直槽钻头的安装稳固性,削平部1
‑
5间隔设置两段,同样紧固螺栓孔2
‑
3对应设置两个。
23.为了进一步提高风冷效果,提高气流压力,将内冷孔1
‑
6设置为台阶孔,使安装段1
‑
2一侧孔径大于靠钻孔段1
‑
1一侧孔径,而送风孔2
‑
1孔径要大于内冷孔1
‑
6孔径,从而使冷却气体从刀柄2一侧输送至出风口时孔径逐渐减小,可使压缩空气在内冷孔内进一步压缩,使空冷效果进一步加强。
技术特征:
1.一种高锰钢辙叉钻孔刀具,包括直槽钻头(1)和安装直槽钻头的刀柄(2),所述的直槽钻头(1)包括钻孔段(1
‑
1)和安装段(1
‑
2),在所述的钻孔段(1
‑
1)端部安装有硬质合金刀片(1
‑
3),在所述的钻孔段(1
‑
1)两侧设有排屑槽(1
‑
4),其特征在于:在所述的安装段(1
‑
2)设有削平部(1
‑
5),在所述的直槽钻头(1)内设有内冷孔(1
‑
6),所述的内冷孔(1
‑
6)进风口位于安装段(1
‑
2)端部,所述的内冷孔(1
‑
6)出风口设有两个均靠近硬质合金刀片(1
‑
3)一端,各所述的内冷孔(1
‑
6)出风口分别位于各排屑槽(1
‑
4)内;在所述的刀柄(2)内设有能与内冷孔(1
‑
6)相通的送风孔(2
‑
1),在所述的刀柄(2)上设有用于安装段(1
‑
2)安装的安装孔(2
‑
2),在所述的刀柄(2)一侧设有用于安装紧固螺栓的紧固螺栓孔(2
‑
3),所述的紧固螺栓孔(2
‑
3)位置与安装到位的削平部(1
‑
5)相对,在所述的刀柄(2)一侧还设有斜向螺纹孔(2
‑
4),在所述的斜向螺纹孔(2
‑
4)内安装有顶出螺栓,所述的顶出螺栓端部能够顶靠到安装段(1
‑
2)端面。2.根据权利要求1所述的一种高锰钢辙叉钻孔刀具,其特征在于:在所述的刀柄(2)上设有环形槽(2
‑
5)。3.根据权利要求1所述的一种高锰钢辙叉钻孔刀具,其特征在于:所述的硬质合金刀片(1
‑
3)厚度为4
‑
6mm。4.根据权利要求1所述的一种高锰钢辙叉钻孔刀具,其特征在于:所述的削平部(1
‑
5)间隔设置有两段,所述的紧固螺栓孔(2
‑
3) 设置有两个分别与两段削平部(1
‑
5)相对。5.根据权利要求1所述的一种高锰钢辙叉钻孔刀具,其特征在于:所述的内冷孔(1
‑
6)为台阶孔且安装段(1
‑
2)一侧孔径大于靠钻孔段(1
‑
1)一侧孔径,所述的送风孔(2
‑
1)孔径大于内冷孔(1
‑
6)孔径。
技术总结
本实用新型公开了一种高锰钢辙叉钻孔刀具,包括直槽钻头和安装直槽钻头的刀柄,直槽钻头包括钻孔段和安装段,在钻孔段端部安装有硬质合金刀片,在钻孔段两侧设有排屑槽,在安装段设有削平部,在直槽钻头内设有内冷孔,内冷孔进风口位于安装段端部,内冷孔出风口设有两个均靠近硬质合金刀片一端,各内冷孔出风口分别位于各排屑槽内;在刀柄内设有能与内冷孔相通的送风孔,在刀柄上设有用于安装段安装的安装孔,在刀柄一侧设有用于安装紧固螺栓的紧固螺栓孔,紧固螺栓孔位置与安装到位的削平部相对,在刀柄一侧还设有斜向螺纹孔,在斜向螺纹孔内安装有顶出螺栓,顶出螺栓端部能够顶靠到安装段端面,该钻孔刀具使用寿命长,冷却效果好。果好。果好。
技术研发人员:闫旭辉 严则会 李明刚 王向东 牛毓敏
受保护的技术使用者:中铁宝桥集团有限公司
技术研发日:2021.01.06
技术公布日:2021/9/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1