一种燃料电池钢带自动捆绑焊接设备的制作方法
1.本实用新型涉及燃料电池生产设备技术领域,尤其涉及一种燃料电池钢带自动捆绑焊接设备。
背景技术:
2.燃料电池是一种把燃料所具有的化学能直接转换成电能的化学装置。现有技术中,燃料电池组装到最后阶段是,需要对燃料电池通过钢制扎带捆绑,扎带捆绑后在扎带接头处进行焊接固定,现有技术中,一些没有按压装置的焊接设备,扎带接头的无法确定扎带是否贴合,容易形成虚焊。
3.另外一些现有技术中,燃料电池压装焊接采用人工焊接,人工焊接效率低,不符合装配焊接要求。
技术实现要素:
4.本实用新型的目的在于,针对现有技术的上述不足,提出一种提高了燃料电池扎带装配精度、降低了人工劳动强度和提高生产效率的燃料电池钢带自动捆绑焊接设备。
5.本实用新型的一种燃料电池钢带自动捆绑焊接设备,包括钢带自动上料装置和压装捆绑焊接装置;
6.所述钢带自动上料装置包括依次设置钢带放料机构、第一冲孔机构、钢带裁切机构和第二冲孔机构,其中,钢带放料机构包括结构板、放带电机、放带盘和导向对压轮,所述结构板竖直设置,放带电机安装在结构板的背面,放带电机的动力端穿过结构板延伸至结构板的正面,所述放带盘的轴心安装在放带电机的动力,钢带盘绕在放带盘上;所述第一冲孔机构和第二冲孔机构具有冲孔位,所述钢带裁切机构具有裁切位,且第一冲孔机构的冲孔位、第二冲孔机构的冲孔位、以及钢带裁切机构的裁切位在同一水平线上;
7.所述压装捆绑焊接装置包括第一平台、第二平台、升降平台驱动机构、第一导向柱、升降平台、焊接机构位移组件、激光焊接机构、钢带弯折机构和钢带张紧机构,其中,第一导向柱有多个,且第一导向柱的下端固定在第一平台的顶面,所述第一导向柱的顶端固定连接第二平台的底面,且多个第一导向柱相互平行,所述升降平台位于第一平台和第二平台之间,且升降平台可安装在第一导向柱上并可沿第一导向柱垂向滑动,所述升降平台驱动机构安装在升降平台和第二平台之间,升降平台驱动机构的动力端连接升降平台,以驱动升降平台垂向移动,所述升降平台顶面具有焊接机构位移组件,激光焊接机构安装在焊接机构位移组件的动力端,所述升降平台中部镂空,第一平台的顶面中部为燃料电池放置位,所述焊接机构位移组件驱动激光焊接机构移动,并穿过升降平台镂空处对燃料电池放置位处的燃料电池压装焊接,所述钢带弯折机构有两组,两组且钢带弯折机构分别设置在第一平台的顶部长度方向两侧,该钢带弯折机构用于在燃料电池放置位对向两侧弯折钢带并捆绑燃料电池;所述钢带张紧机构用于张紧两侧弯折钢带。
8.进一步的,所述钢带弯折机构包括铰接座、气缸、连杆、端部轴承座、转轴和弯折压
头,所述第一平台的顶面设有燃料电池平台,燃料电池平台的侧面设有至少两个端部轴承座,所述转轴通过轴承可转动的安装在端部轴承座上,所述弯折压头固定连接在转轴上,所述转轴的一端伸出端部轴承座;所述铰接座安装在第一平台顶面,所述气缸的尾部铰接在铰接座上,所述气缸的伸出端与连杆第一端铰接,所述连杆的第二端与所述转轴固定连接,所述气缸伸缩可通过连杆和转轴带动弯折压头转动。
9.进一步的,所述弯折压头有多个,相邻两个弯折压头之间还设有用于支撑转轴转动的中部轴承座。
10.进一步的,所述第一平台、第二平台和升降平台均为矩形,所述第一导向柱有四个,且四个第一导向柱分别连接在第一平台、第二平台和升降平台的边角处;所述升降平台驱动机构有两组,且两组升降平台驱动机构分别安装在第二平台和升降平台宽度方向的两侧;所述焊接机构位移组件为三维数控工作台;所述第一平台的顶面还具有垂直设置的第二导向柱,所述升降平台上具有与第二导向柱对应的导向孔。
11.进一步的,所述钢带张紧机构包括张紧驱动组件、插销驱动组件和插销模具,其中,插销驱动组件的动力端连接插销模具,插销驱动组件用于驱动插销模具的插销部分插入钢制钢带的张紧孔内,所述张紧驱动组件的动力端连接插销模具,并在插销模具的插销部分插入钢制钢带的张紧孔后提拉插销模具,使钢制钢带形成张紧状态;所述张紧驱动组件安装在升降平台上,且张紧驱动组件的动力端穿过升降平台后与插销模具连接。
12.进一步的,所述插销模具包括插销导向件和插销结构,所述插销导向件为长条状,张紧驱动组件的伸出端和插销导向件连接,所述插销导向件具有与张紧孔位置相对的导向孔,所述插销驱动组件的动力端连接在插销结构主体的背面,插销结构的正面具有插销头,所述插销头插装在导向孔中。
13.进一步的,所述张紧驱动组件有两个,且两个张紧驱动组件的伸出端分别连接在插销导向件的长度方向的两端。
14.进一步的,所述导向孔为方孔,所述插销头为方条状,导向孔的内部边角处具有清根槽,以使插销头外环面与导向孔内侧面贴合。
15.进一步的,所述结构板上还设有导向对压轮,该导向对压轮位于钢带放料机构和第一冲孔机构之间,且导向对压轮的对压面与第一冲孔机构的冲孔位平齐。
16.进一步的,所述钢带自动上料机构还包括设备底座和设备移载机构,所述设备移载机构包括移载驱动组件、导轨和移载平台,其中导轨安装在设备底座的顶面,所述移载平台可滑动的安装在导轨上,所述移载驱动组件安装在设备底座且动力端连接移载平台,该移载驱动组件可推动移载平台沿导轨滑动,所述钢带放料机构、第一冲孔机构、钢带裁切机构和第二冲孔机构均安装在移载平台的顶面。
17.本实用新型的一种燃料电池钢带自动捆绑焊接设备,燃料电池在堆叠工装上进行堆叠,堆叠完成后,钢带自动上料装置进行钢带成品的制备及剪切,钢带制备完成后输送至压装捆绑焊接装置的钢带安装位置,产品所需钢带输送完成后,压装捆绑焊接装置的升降台进行压合,压合后钢带弯折机构进行钢质扎带折弯,折弯完成后钢带张紧机构张紧钢带,激光焊接机构焊接张紧后的钢带,依次完成所有钢带焊接。
18.本实用新型的一种燃料电池钢带自动捆绑焊接设备很好的解决了燃料电池扎带自动上料过程中的安装便利问题,提高了燃料电池扎带装配精度,从而提高产品的优良率;
结构简单、操作方便使用、降低了人工劳动强度,提高生产效率;整体结构清洁无污染,有效保护环境。
附图说明
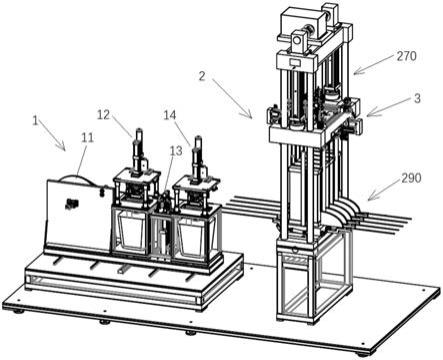
19.图1为本实用新型的一种燃料电池钢带自动捆绑焊接设备的结构示意图;
20.图2为本实用新型的钢带自动上料装置的机构示意图;
21.图3为本实用新型的钢带自动上料装置的背面示意图;
22.图4为本实用新型的钢带自动上料装置的正面示意图;
23.图5为本实用新型的压装捆绑焊接装置的结构示意图;
24.图6为图5中a处局部放大图;
25.图7为本实用新型的钢带张紧机构的结构示意图;
26.图8为图7中a处的局部放大图。
27.1、钢带自动上料装置;11、钢带放料机构;111、结构板;112、放带电机;113、放带盘;114、导向对压轮;12、第一冲孔机构;13、钢带裁切机构;14、第二冲孔机构;151、移载驱动组件;152、导轨;153、移载平台;16、设备底座;
28.2、压装捆绑焊接装置;210、第一平台;220、第二平台;230、升降平台驱动机构;240、第一导向柱;250、升降平台;251、导向孔;260、焊接机构位移组件;270、激光焊接机构;280、第二导向柱;290、钢带弯折机构;291、铰接座;292、气缸;293、连杆;294、端部轴承座;295、转轴;296、弯折压头;
29.3、钢带张紧机构;320、张紧驱动组件;331、插销导向件;3311、导向孔;332、插销结构;3321、插销头;340、插销驱动组件;350、安装板。
具体实施方式
30.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
31.如图1所示,本实用新型的一种燃料电池钢带自动捆绑焊接设备,包括钢带自动上料装置1和压装捆绑焊接装置2;
32.如图2
‑
4所示,钢带自动上料装置1可以包括依次设置钢带放料机构11、第一冲孔机构12、钢带裁切机构13和第二冲孔机构14,其中,钢带放料机构11包括结构板111、放带电机112、放带盘113和导向对压轮114,结构板111竖直设置,放带电机112安装在结构板111的背面,放带电机112的动力端穿过结构板111延伸至结构板111的正面,放带盘113的轴心安装在放带电机112的动力,钢带盘绕在放带盘113上;第一冲孔机构12和第二冲孔机构14具有冲孔位,钢带裁切机构13具有裁切位,且第一冲孔机构12的冲孔位、第二冲孔机构14的冲孔位、以及钢带裁切机构13的裁切位在同一水平线上。
33.本上料机构通过钢带放料机构11放处钢带,钢带行走预定距离后,第一冲孔机构12和第二冲孔机构14对钢带的中部冲工艺孔,钢带行走到达另一预定位置后,钢带裁切机构13动作,冲裁模具工作,裁切钢带,完成单次钢带制备及上料动作。
34.结构板111上还设有导向对压轮114,该导向对压轮114位于钢带放料机构11和第一冲孔机构12之间,且导向对压轮114的对压面与第一冲孔机构12的冲孔位平齐。由于钢带
是盘绕在放带盘113上的,因此在放带盘113持续放带后,放带盘113输出钢带的高度变化,因此导向对压轮114的作用是调整钢带的高度,使得钢带进入到第一对冲机构时的高度保持一致。
35.燃料电池钢带自动上料机构还可以包括设备底座16和设备移载机构,设备移载机构包括移载驱动组件151、导轨152和移载平台153,其中导轨152安装在设备底座16的顶面,移载平台153可滑动的安装在导轨152上,移载驱动组件151安装在设备底座16且动力端连接移载平台153,该移载驱动组件151可推动移载平台153沿导轨152滑动,钢带放料机构11、第一冲孔机构12、钢带裁切机构13和第二冲孔机构14均安装在移载平台153的顶面。
36.本上料机构还具有设备移载机构,该设备移载机构可拖动钢带放料机构11、第一冲孔机构12、钢带裁切机构13和第二冲孔机构14共同移动,可对不同工位进行钢带上料。
37.作为优选的,第一冲孔机构12的冲孔位、第二冲孔机构14的冲孔位、以及钢带裁切机构13的裁切位所在水平方向与导轨152的延伸的方向在水平面上的投影相互垂直,其效果是在一个工位完成钢带上料后,可通过设备移载机构,使得本上料机构输出钢带的位置与下一个需求钢带的工位对齐。
38.导轨152有四只,移载驱动组件151两侧分别设置两个导轨152。作为优选的,放带电机112为步进电机。移载驱动组件151为步进电缸。
39.燃料电池钢带自动上料机构,很好的解决了燃料电池钢带自动上料过程中的安装便利问题,提高了燃料电池钢带装配精度,从而提高产品的优良率。本机构可以一次性完成燃料电池的放带、冲孔和剪裁工作,剪裁后的钢带可直接上料。
40.本上料机构的具体工作过程如下:
41.燃料电池钢带自动上料机构,操作工人将钢带卷料放置在钢带放料机构11上并锁紧,放带电机112驱动放带盘113转动,实现钢带放卷,钢带到达位置一时,第一冲孔机构12动作,冲孔模具工作,成型工艺孔,钢带到达位置二时,第二冲孔机构14动作,冲孔模具工作,成型工艺孔,钢带到达位置三时,钢带裁切机构13动作,冲裁模具工作,裁切钢带,完成单次钢带制备及上料动作,设备移载机构动作移载至下一钢带上料位,上料制备钢带,根据产品需求的钢带数量制备上料多次,完成产品需求钢带上料。
42.如图5和6所示,压装捆绑焊接装置可以包括第一平台210、第二平台220、升降平台驱动机构230、第一导向柱240、升降平台250、焊接机构位移组件260、激光焊接机构270、钢带弯折机构290和钢带张紧机构3,其中,第一导向柱240有多个,且第一导向柱240的下端固定在第一平台210的顶面,第一导向柱240的顶端固定连接第二平台220的底面,且多个第一导向柱240相互平行,升降平台250位于第一平台210和第二平台220之间,且升降平台250可安装在第一导向柱240上并可沿第一导向柱240垂向滑动,升降平台驱动机构230安装在升降平台250和第二平台220之间,升降平台驱动机构230的动力端连接升降平台250,以驱动升降平台250垂向移动,升降平台250顶面具有焊接机构位移组件260,激光焊接机构270安装在焊接机构位移组件260的动力端,升降平台250中部镂空,第一平台210的顶面中部为燃料电池放置位,焊接机构位移组件260驱动激光焊接机构270移动,并穿过升降平台250镂空处对燃料电池放置位处的燃料电池压装焊接,钢带弯折机构290有两组,两组且钢带弯折机构290分别设置在第一平台210的顶面,该钢带弯折机构290用于在燃料电池放置位对向两侧弯折钢带并捆绑燃料电池;钢带张紧机构3用于张紧两侧弯折钢带。
43.本装置通过钢带弯折机构290动作,将钢制钢带捆绑在燃料电池的侧面,通过升降平台250的下压动作将钢制钢带压制在燃料电池的顶部,通过焊接机构位移组件260带动激光焊接机构270下移动和平移等多个连续动作,可完成激光焊接机构270对钢制钢带接头处的压紧和焊接工作,从而将两种操作工步集成在一台专用设备上,上述工作不需要人工完成压装和焊接,提高产品的优良率。
44.本实施例中,第一平台210、第二平台220和升降平台250均为矩形,第一导向柱240有四个,且四个第一导向柱240分别连接在第一平台210、第二平台220和升降平台250的边角处。
45.升降平台驱动机构230有两组,且两组升降平台驱动机构230分别安装在第二平台220和升降平台250宽度方向的两侧,可使得升降平台250左右两侧驱动力平衡,避免升降平台250在第一导向柱240上卡死。
46.焊接机构位移组件260为三维数控工作台,焊接机构位移组件260可驱动激光焊接机构270立体空间内移动,方便完成钢带扎头的焊接,以及在多个钢带扎头焊接位的切换。
47.第一平台210的顶面还具有垂直设置的第二导向柱280,升降平台250上具有与第二导向柱280对应的导向孔251,第二导向柱280和导向孔251配合,完成升降平台250的准确导向。
48.钢带弯折机构290包括铰接座291、气缸292、连杆293、端部轴承座294、转轴295和弯折压头296,第一平台210的顶面设有燃料电池平台,燃料电池平台的侧面设有至少两个端部轴承座294,转轴295通过轴承可转动的安装在端部轴承座294上,弯折压头296固定连接在转轴295上,转轴295的一端伸出端部轴承座294;铰接座291安装在第一平台210顶面,气缸292的尾部铰接在铰接座291上,气缸292的伸出端与连杆293第一端铰接,连杆293的第二端与转轴295固定连接,气缸292伸缩可通过连杆293和转轴295带动弯折压头296转动。本实施例中,弯折压头296有多个,相邻两个弯折压头296之间还设有用于支撑转轴295转动的中部轴承座。
49.具体的,本焊接结构的工作原理如下:
50.移载平台153沿导轨152滑动,依次将制备好的钢带放置在燃料电池平台的预制槽内,燃料电池的主体放置在燃料电池平台上,此时燃料电池的主体压制钢制钢带,本燃料电池使用五根钢制钢带。钢带弯折机构290开始动作,具体为:气缸292顶出,气缸292的伸出端通过连杆293带动转轴295转动,转轴295通过端部轴承座294和中部轴承座的承托作用,转轴295开始转动,弯折压头296随转轴295沿着转轴295的轴心为转动中心转动,弯折压头296向上翻转,完成五条钢制钢带的同步弯折。本实施例中,电池平台的长度方向两侧均具有钢带弯折机构290,即可完成燃料电池主体两侧的钢制钢带弯折。
51.此时,升降平台驱动机构230驱动升降平台250下降,第二导向柱280插入到导向孔251形成精准定位,在下降的过程中,升降平台250压制钢制钢带形成再次弯折,由焊接机构位移组件260驱动激光焊接机构270连续行走,同时激光焊接机构270在钢制钢带接头的位置焊接,最后完成燃料电池压装焊接。
52.如图7和8所示,钢带张紧机构3可以包括张紧驱动组件320、插销驱动组件340和插销模具,其中,插销驱动组件340的动力端连接插销模具,插销驱动组件340用于驱动插销模具的插销部分插入钢制钢带的张紧孔内,张紧驱动组件320的动力端连接插销模具,并在插
销模具的插销部分插入钢制钢带的张紧孔后提拉插销模具,使钢制钢带形成张紧状态。
53.作为优选的,张紧驱动组件320为倒置的气缸或电缸,张紧驱动组件320安装在升降平台250上,且张紧驱动组件320的动力端穿过升降平台250后与插销模具连接。
54.插销模具包括插销导向件331和插销结构332,插销导向件331为长条状,张紧驱动组件320的伸出端和插销导向件331连接,插销导向件331具有与张紧孔位置相对的导向孔3311,插销驱动组件340的动力端连接在插销结构332主体的背面,插销结构332的正面具有插销头3321,插销头3321插装在导向孔3311中。
55.张紧驱动组件320有两个,且两个张紧驱动组件320的伸出端分别连接在插销导向件331的长度方向的两端。
56.导向孔3311为方孔,插销头3321为方条状,导向孔3311的内部边角处具有清根槽,以使插销头3321外环面与导向孔3311内侧面贴合。
57.具体的,本张紧结构的插销模具有两组,分别安装在燃料电池的对向两侧顶部位置,升降平台250上设有四个张紧驱动组件320,其中两个张紧驱动组件320的伸出端连接一个插销模具的插销导向件331,另外两个张紧驱动组件320的伸出端连接另外一个插销模具的插销导向件331,四个张紧驱动组件320是同步动作的。
58.本实施例中,插销导向件331为长条状,插销导向件331的中部开设有五个导向孔3311,该导向孔3311为方孔,导向孔3311的排列间距与钢制钢带的间隔距离对应,对应的,插销结构332的插销头3321也有五个,插销结构332中插销头3321的间隔与导向孔3311的间隔对应。本实施例中,插销驱动组件340通过安装板350安装在插销导向件331上,插销驱动组件340的动力端连接插销结构332,并可驱动插销结构332沿着导向孔3311的延伸方向前后移动。本张紧机构使用时,首先插销驱动组件340驱动插销结构332前移,插销头3321通过与导向孔3311配合,使得插销头3321前端的插销进入钢制钢带的张紧孔中,然后张紧驱动组件320向上提拉插销模具,使得钢制钢带达到张紧的状态。
59.本张紧机构很好的解决了钢带张紧问题,提高了燃料电池装配精度,从而提高产品的优良率。
60.以上未涉及之处,适用于现有技术。
61.虽然已经通过示例对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本实用新型的范围,本实用新型所属技术领域的技术人员可以对所描述的具体实施例来做出各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的方向或者超越所附权利要求书所定义的范围。本领域的技术人员应该理解,凡是依据本实用新型的技术实质对以上实施方式所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1