多通支架冷挤压固定模具的制作方法
1.本实用新型涉及多通支架冷挤压固定模具,属于汽车配件技术领域。
背景技术:
2.在汽车(包括油、水以及气体)管路连接中,多通支架总成是一种常见的连接机构。申请号cn201621008456.3的专利公开了一种特殊结构的多通支架总成,可以与汽车管路快速连接。如附图2所示,该多通支架总成包括支架安装板3以及多个直通管接头1,直通管接头1需要安装在支架安装板3上。目前的安装方法为人工焊接,但是人工焊接易失误,会出现没焊牢的情况,并且人工焊接速度慢,效率低。
技术实现要素:
3.本实用新型的目的是针对已有技术的缺点,提供一种安装更高效牢固的多通支架冷挤压固定模具。
4.为实现目的本实用新型采用的技术方案是:
5.多通支架冷挤压固定模具,包括挤压机、凸模和定位块,所述凸模上贯穿制有若干个第一接头孔,每个所述第一接头孔底部的孔口周围均环绕制有若干个凸起,所述定位块上制有第二接头孔,多通支架的直通管接头的底部进入到所述第二接头孔内,多通支架的支架安装板套设在所述直通管接头上并紧贴所述定位块,所述凸模套设在所述直通管接头上并且所述凸起紧贴所述支架安装板,所述挤压机挤压所述凸模。
6.作为对上述技术方案的进一步优化:所述第一接头孔共设有四个,所述第一接头孔的横截面呈正六边形,每个所述第一接头孔底部的孔口周围均环绕制有六个凸起,二十四个所述凸起分别平行于每个所述第一接头孔的六个角设置,每个所述凸起的截面均为三角形,所述凸起与所述支架安装板接触的一角为挤压角,所述挤压角的角度为90
°
。
7.作为对上述技术方案的进一步优化:所述第一接头孔包括导向孔以及位于所述导向孔底部的扩口孔,所述扩口孔的下端为下孔口,所述扩口孔与所述导向孔相连的一端为上孔口,所述下孔口的面积大于所述上孔口的面积。
8.作为对上述技术方案的进一步优化:所述上孔口与所述下孔口之间的距离为8毫米。
9.作为对上述技术方案的进一步优化:所述凸模的侧面制有夹持凹槽。
10.作为对上述技术方案的进一步优化:还包括操作台和底板,所述底板安装在所述操作台上,螺栓的杆部穿过所述底板并固定在所述定位块上,从而将所述定位块和所述底板固定。
11.与现有技术相比,本实用新型通过挤压机和凸模一次性在支架安装板和每个直通管接头之间设置六个固定点,固定更牢固,更高效。
附图说明
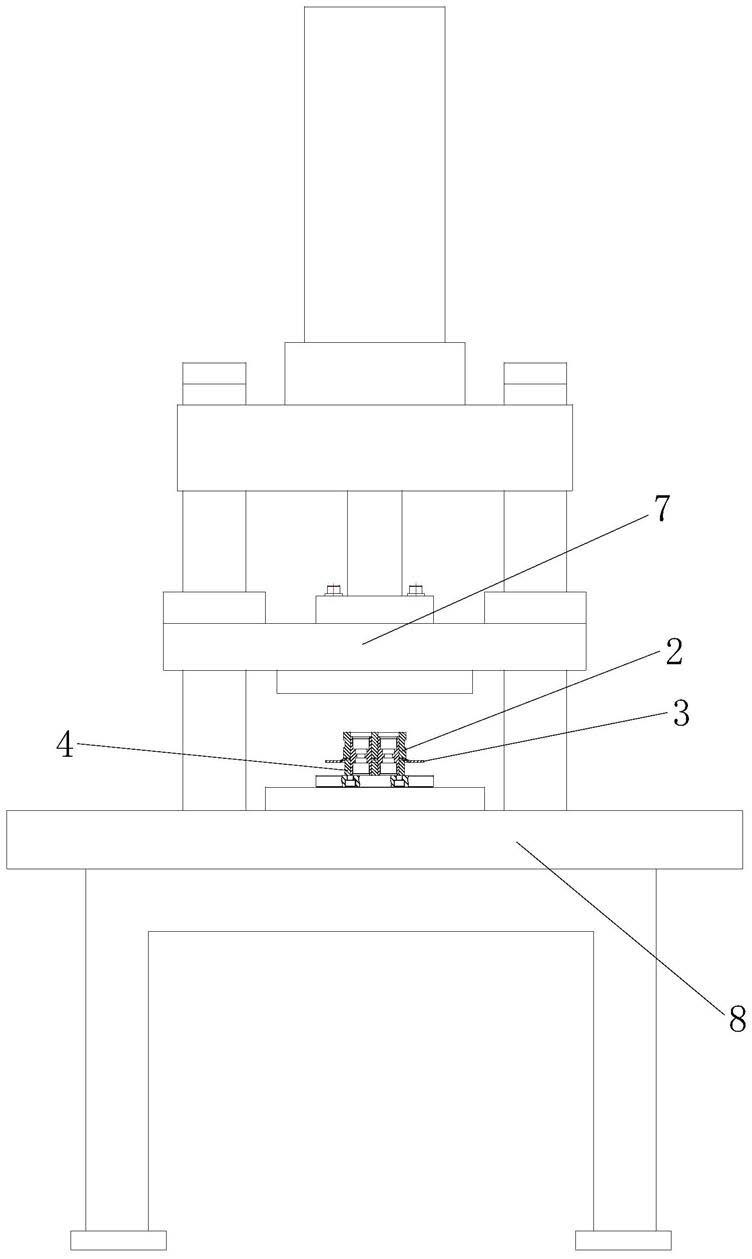
12.图1是本实用新型的立体结构示意图。
13.图2是本实用新型中部分结构的剖面结构示意图。
14.图3是本实用新型中凸模的立体结构示意图。
15.图4是本实用新型中凸模的剖面结构示意图。
16.图5是图4中a处的放大结构示意图。
具体实施方式
17.下面结合附图和具体实施方式对本实用新型作进一步说明。如图1
‑
5所示,多通支架冷挤压固定模具,包括挤压机7、操作台8、凸模2、定位块4和底板5。底板5安装在操作台8上,螺栓6的杆部穿过底板5并固定在定位块4上,从而将定位块4和底板5相固定。凸模2上贯穿制有若干个第一接头孔21,每个第一接头孔21底部的孔口周围均环绕制有若干个凸起22。定位块4上制有四个第二接头孔,多通支架的支架安装板3上制有四个第三接头孔。安装好定位块4后,多通支架的直通管接头1的底部进入到第二接头孔内,支架安装板3套设在直通管接头1上并紧贴定位块4,凸模2套设在直通管接头1上并且凸起22紧贴支架安装板3。本实施例中多通支架的直通管接头1共设有四个,并且其横截面均为正六边形,因此第一接头孔21共设有四个,每个第一接头孔21底部的孔口周围均环绕制有六个凸起22,即共有二十四个凸起。二十四个凸起分别平行于每个第一接头孔21的六个角设置。凸起22的截面为三角形,凸起22与支架安装板3接触的一角为挤压角,挤压角的角度为90
°
。开始挤压,挤压机7挤压凸模2,凸起22在支架安装板3上挤压出凹槽,凹槽使得第三接头孔的尺寸变小并紧贴直通管接头1的外壁,直通管接头1与第三接头孔过盈配合,从而实现直通管接头1和支架安装板3之间的固定。挤压角设置成90
°
使得挤压时施力更均匀,既保证直通管接头1和支架安装板3之间固定牢固,又能避免挤压过度造成直通管接头1的形变。
18.上述技术方案中:第一接头孔21包括导向孔以及位于导向孔底部的扩口孔24,扩口孔24的下端为下孔口,扩口孔24与导向孔相连的一端为上孔口,下孔口的面积大于上孔口的面积,上孔口与下孔口之间的距离为8毫米。扩口孔24方便直通管接头1穿过凸模2。
19.上述技术方案中:凸模2的侧面制有夹持凹槽23,夹持凹槽23使得凸模方便装配和拆卸。
20.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应落入本实用新型的保护范围内。
技术特征:
1.多通支架冷挤压固定模具,其特征在于包括挤压机(7)、凸模(2)和定位块(4),所述凸模(2)上贯穿制有若干个第一接头孔(21),每个所述第一接头孔(21)底部的孔口周围均环绕制有若干个凸起(22),所述定位块(4)上制有第二接头孔,多通支架的直通管接头(1)的底部进入到所述第二接头孔内,多通支架的支架安装板(3)套设在所述直通管接头(1)上并紧贴所述定位块(4),所述凸模(2)套设在所述直通管接头(1)上并且所述凸起(22)紧贴所述支架安装板(3),所述挤压机(7)挤压所述凸模(2)。2.根据权利要求1所述的多通支架冷挤压固定模具,其特征在于所述第一接头孔(21)共设有四个,所述第一接头孔(21)的横截面呈正六边形,每个所述第一接头孔(21)底部的孔口周围均环绕制有六个凸起(22),二十四个所述凸起分别平行于每个所述第一接头孔(21)的六个角设置,每个所述凸起(22)的截面均为三角形,所述凸起(22)与所述支架安装板(3)接触的一角为挤压角,所述挤压角的角度为90
°
。3.根据权利要求1所述的多通支架冷挤压固定模具,其特征在于所述第一接头孔(21)包括导向孔以及位于所述导向孔底部的扩口孔(24),所述扩口孔(24)的下端为下孔口,所述扩口孔(24)与所述导向孔相连的一端为上孔口,所述下孔口的面积大于所述上孔口的面积。4.根据权利要求3所述的多通支架冷挤压固定模具,其特征在于所述上孔口与所述下孔口之间的距离为8毫米。5.根据权利要求1所述的多通支架冷挤压固定模具,其特征在于所述凸模(2)的侧面制有夹持凹槽(23)。6.根据权利要求1所述的多通支架冷挤压固定模具,其特征在于还包括操作台(8)和底板(5),所述底板(5)安装在所述操作台(8)上,螺栓(6)的杆部穿过所述底板(5)并固定在所述定位块(4)上,从而将所述定位块(4)和所述底板(5)固定。
技术总结
本实用新型涉及一种多通支架冷挤压固定模具,包括挤压机、凸模和定位块,所述凸模上贯穿制有若干个第一接头孔,每个所述第一接头孔底部的孔口周围均环绕制有若干个凸起,所述定位块上制有第二接头孔,多通支架的直通管接头的底部进入到所述第二接头孔内,多通支架的支架安装板套设在所述直通管接头上并紧贴所述定位块,所述凸模套设在所述直通管接头上并且所述凸起紧贴所述支架安装板,所述挤压机挤压所述凸模。与现有技术相比,本实用新型通过挤压机和凸模一次性在支架安装板和每个直通管接头之间设置六个固定点,固定更牢固,更高效。更高效。更高效。
技术研发人员:高克火 苏岩忠
受保护的技术使用者:玉环汽车配件实业有限公司
技术研发日:2021.03.31
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1