机壳部件的钢丝弹簧传送装置的制作方法
1.本发明涉及一种用于组装机壳部件的钢丝弹簧传送装置。
背景技术:
2.电机(微型)广泛用于汽车、家电、制造自动化设备等领域,机壳部件(组件)是其重要组成部件。该机壳部件包括机壳、弹扣、球头(铜质)、钢丝弹簧、磁瓦等多个零件,其通常装配是先将弹扣及球头压入机壳的尾部,然后在机壳的身部内装入磁瓦及钢丝弹簧(均为两片),之后在磁瓦与机壳的贴合面涂胶,最后放入烘箱烘干。此机壳部件装配工艺需分开四个分步骤,各自独立完成,钢丝弹簧为半自动输送装配、中间需要运转,导致人力成本高,工作效率、效益低,转运碰撞风险高、装配统一性较差,影响经济成本及产品质量。
技术实现要素:
3.本发明的目的在于克服上述的技术不足,而提供一种能实现同机传送机壳部件的钢丝弹簧、操作简单便捷的机壳部件的钢丝弹簧传送装置。
4.本发明的目的可以通过以下技术方案来实现:机壳部件的钢丝弹簧传送装置,包括弹簧传送架、弹簧送料导轨,在所述弹簧传送架上装有夹送动力源,该夹送动力源通过夹块气爪与弹簧夹块相连,该弹簧夹块在弹簧送料导轨的出料处。
5.所述弹簧送料导轨处于磁瓦弹簧组合夹具的上方处,在该弹簧传送架上、并在磁瓦弹簧组合夹具的钢丝弹簧定位块的侧边处装有相连的稳压块、稳压动力源。所述磁瓦弹簧组合夹具包括分体结构的磁瓦定位块、处于磁瓦定位块之间的钢丝弹簧定位块,该磁瓦定位块与磁瓦开合动力源相连。
6.采用本发明结构后,夹块气爪闭合,使钢丝弹簧夹块夹持钢丝弹簧,夹送动力源带动钢丝弹簧夹块将两个钢丝弹簧分别放在钢丝弹簧定位块的两端上,稳压动力源带动稳压块压住此钢丝弹簧进行稳定处理。此技术结构及方式通过夹持、传送、放置、稳压等一系列工序,将钢丝弹簧自动传送装配工艺集成一体,实现全自动传送料装配,使原本需2-3人才能完成的工作,现仅需1人就可完成,大大节省人力成本,明显提升工作效率。且节省了中间转运过程,减少了碰撞风险,进而改善提升了机壳部件及所应用的机电产品质量。
附图说明
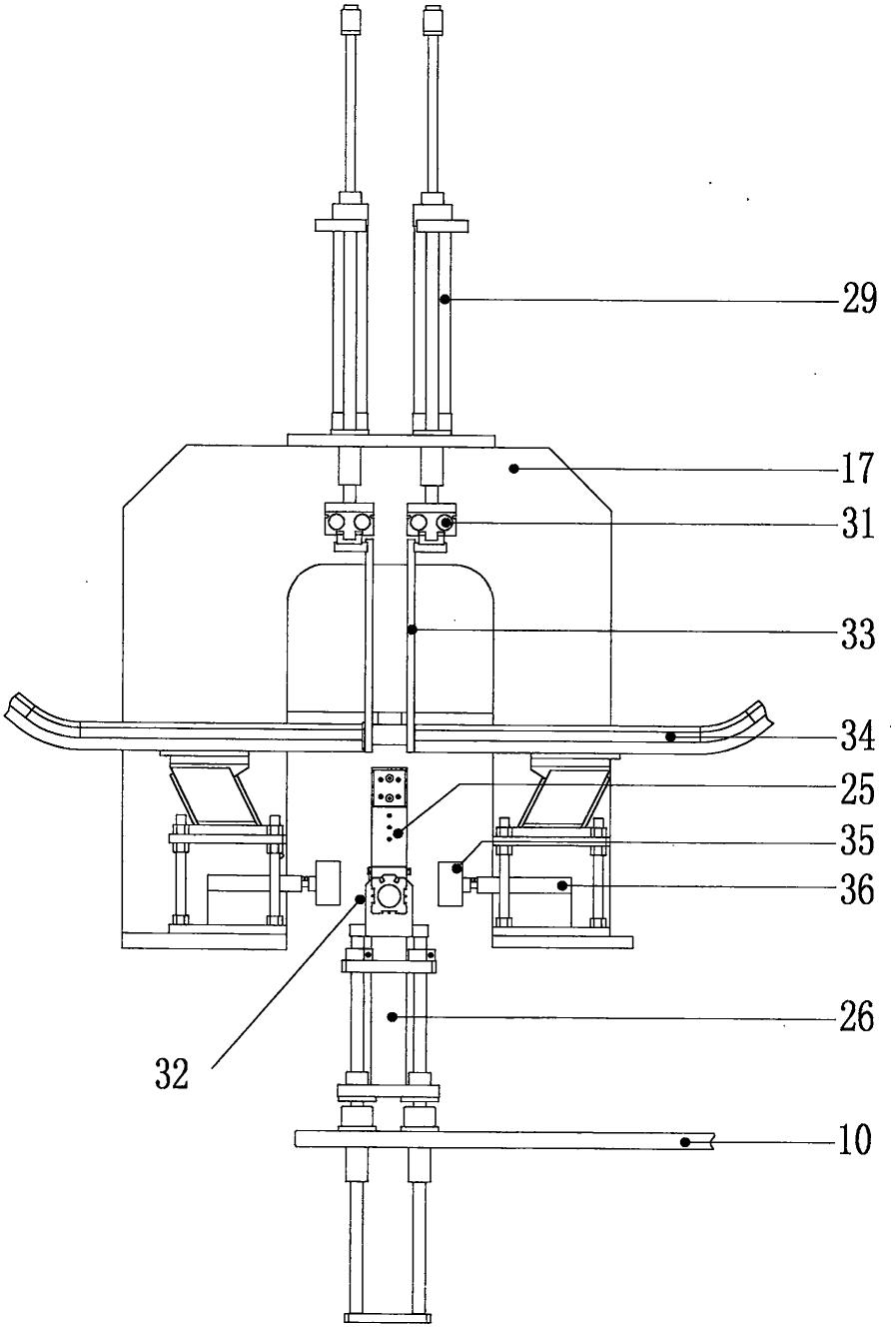
7.图1为本发明机壳部件的钢丝弹簧传送装置的安装结构示意图。
8.图2为图1中的磁瓦弹簧组合夹具与推进架、第二副转盘的相接示意图。
9.图3为机壳部件及其内部装配的结构示意图。
具体实施方式
10.以下结合附图和具体实施方式对本发明进行详细描述。
11.参照图1、图2所示,本发明机壳部件的钢丝弹簧传送装置,包括弹簧传送架17、弹
簧送料导轨34(为振动盘输送方式),在所述弹簧传送架17上装有夹送动力源29(为夹送气缸,左、右各一套),该夹送动力源29通过夹块气爪31(具备吸放气的开关作用)与弹簧夹块33相连,该弹簧夹块33在弹簧送料导轨34的出料处。
12.所述弹簧送料导轨34处于磁瓦弹簧组合夹具32的上方处,在该弹簧传送架17上、并在磁瓦弹簧组合夹具32的钢丝弹簧定位块26的侧边处装有相连的稳压块35、稳压动力源36(为稳压气缸)。所述磁瓦弹簧组合夹具32包括分体结构的磁瓦定位块25(左、右各一片)、处于磁瓦定位块之间的钢丝弹簧定位块26,该磁瓦定位块25与磁瓦开合动力源39(为开合气缸,左、右各一件)相连。在所述磁瓦定位块25上装有磁瓦44,在所述钢丝弹簧定位块26上装有钢丝弹簧43,所述磁瓦弹簧组合夹具32通过推进架38装在第二副转盘10的周边上。如图3所示为机壳部件及其内部装配,即机壳部件包括机壳40、弹扣41、球头42(铜质)、钢丝弹簧43、磁瓦44等,并在该磁瓦44与机壳40的贴合面45上实现涂胶并烘干。
13.本发明工作原理为:磁瓦传送装置将两个磁瓦抓取分别放在第二幅转盘10上的(零点钟位置)磁瓦弹簧组合夹具32的磁瓦定位块25的左、右位置上;夹块气爪31闭合,使钢丝弹簧夹块33夹持钢丝弹簧,夹送动力源29向下带动钢丝弹簧夹块将两个钢丝弹簧分别放在钢丝弹簧定位块26的两端上,稳压动力源36带动稳压块35压住此钢丝弹簧进行稳定处理,夹块气爪张开使钢丝弹簧夹块松开,夹送动力源向上带动钢丝弹簧夹块回到原位,稳压动力源带动稳压块回到原位;接着,推进压入动力源带动推进架38上升将磁瓦定位块25及其上的磁瓦送入机壳的身部,磁瓦开合动力源39将磁瓦定位块25张开使两片磁瓦贴合机壳的身部内壁,接着弹簧推进动力源上升将钢丝弹簧定位块26上的钢丝弹簧顶入机壳身部的磁瓦之间而固定住磁瓦;随后,磁瓦开合动力源将磁瓦定位块25闭合,推进压入动力源、弹簧推进动力源分别回位。
技术特征:
1.机壳部件的钢丝弹簧传送装置,包括弹簧传送架、弹簧送料导轨,其特征在于:在所述弹簧传送架上装有夹送动力源,该夹送动力源通过夹块气爪与弹簧夹块相连,该弹簧夹块在弹簧送料导轨的出料处。2.如权利要求1所述的机壳部件的钢丝弹簧传送装置,其特征在于:所述弹簧送料导轨处于磁瓦弹簧组合夹具的上方处,在该弹簧传送架上、并在磁瓦弹簧组合夹具的钢丝弹簧定位块的侧边处装有相连的稳压块、稳压动力源。3.如权利要求2所述的机壳部件的钢丝弹簧传送装置,其特征在于:所述磁瓦弹簧组合夹具包括分体结构的磁瓦定位块、处于磁瓦定位块之间的钢丝弹簧定位块,该磁瓦定位块与磁瓦开合动力源相连。
技术总结
本发明公开了一种机壳部件的钢丝弹簧传送装置,包括弹簧传送架、弹簧送料导轨,在所述弹簧传送架上装有夹送动力源,该夹送动力源通过夹块气爪与弹簧夹块相连,该弹簧夹块在弹簧送料导轨的出料处。所述弹簧送料导轨处于磁瓦弹簧组合夹具的上方处,在该弹簧传送架上、并在磁瓦弹簧组合夹具的钢丝弹簧定位块的侧边处装有相连的稳压块、稳压动力源。本发明通过夹持、传送、放置、稳压等一系列工序,将钢丝弹簧自动传送装配工艺集成一体,实现全自动传送料装配,使原本需2-3人才能完成的工作,现仅需1人就可完成,大大节省人力成本,明显提升工作效率。效率。效率。
技术研发人员:汤世强 卞顺虎 张志敏
受保护的技术使用者:浙江胜华波电器股份有限公司
技术研发日:2021.05.23
技术公布日:2022/7/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1