一种制动阀阀杆组装装置的制作方法
1.本实用新型涉及汽车零部件加工领域,具体涉及一种制动阀阀杆组装装置。
背景技术:
2.目前常见的带微动开关的汽车脚制动阀(脚阀)总成主要有踏板、上盖、开关座总成、上阀体和下阀体组成,开关座总成固定安装于上盖下方,上阀体上方,开关座总成的壳体内安装有阀杆座、阀杆、复合衬套、滑套和微动开关总成。其中,微动开关总成上设有若干个开关凸轮,开关凸轮与阀杆座接触但不固定,微动开关总成通过连接有线束上的插座与电涡流缓速器连接,从而可以通过对脚制动阀的调节来控制与其相连的电涡流缓速器的若干档电流强度,以达到安全行车的目的。
3.在脚阀中,阀杆(图2)起到至关重要的传递力的作用,因此,阀杆的好与坏直接影响着一辆汽车的安全性能。
4.常规的脚阀在组装时,多以人力安装,安装过程速度慢。通过经验和肉眼观察,安装的精度无法保证,产品出厂时性能偏差较大,客户的认可度较低,这就严重制约了企业的发展。
技术实现要素:
5.为解决现有技术存在的不足,本实用新型提供了一种制动阀阀杆组装装置,该装置通过设置所述压头和所述定位块,实现了对脚阀阀杆的自动化组装,组装速率快,组装的产品一致性好。
6.本实用新型的技术方案为:
7.本实用新型提供了一种制动阀阀杆组装装置,包括压力机、定位块、锁紧螺丝、支撑块和基座,所述压力机上端设有压头,下端设有所述基座,所述基座上端设有所述定位块,所述定位块通过所述锁紧螺丝固定在所述基座上端。
8.优选地,所述定位块呈半圆形,所述定位块上固定设有第二磁铁。
9.优选地,所述定位块内设有所述支撑块,所述支撑块中间设有第二仿形凹槽。
10.优选地,所述压头下端设有第一仿形槽,所述第一仿形槽内设有第一磁铁。
11.优选地,所述第一仿形槽内设有第一仿形凹槽。
12.优选地,所述第一仿形凹槽内设有压力传感器。
13.优选地,所述定位块中间的孔径大于第二组件。
14.该装置工作时,首先将阀杆的第一组件通过所述第一磁铁吸附在所述压头上,然后将第二组件放置在所述定位块内,并通过所述第二磁铁固定,之后,所述压力机工作,带动所述压力头向下运动,直至第一组件和第二组件组装到位,并保持一定时间,完成阀杆的自动化安装工作。
15.本实用新型所达到的有益效果为:
16.通过设置所述压头和所述定位块,实现了第一组件和第二组件的夹持固定,实现
了对脚阀阀杆的自动化组装,组装速率快,组装的产品一致性好;
17.通过设置所述压力传感器,实现了第一组件和第二组件组装压力的实时检测,避免组装压力过大造成组装后的产品变形,保证了产品的品质。
附图说明
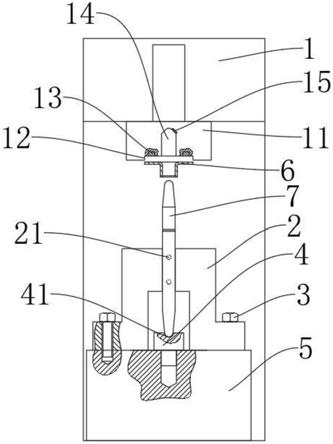
18.图1是本实用新型整体结构示意图。
19.图2是阀杆的结构示意图。
20.图中,1、压力机;2、定位块;3、锁紧螺丝;4、支撑块;5、基座;6、第一组件;7、第二组件;11、压头;12、第一仿形槽;13、第一磁铁;14、第一仿形凹槽;15、压力传感器;21、第二磁铁;41、第二仿形凹槽。
具体实施方式
21.为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
22.如图1~2所示,本实用新型提供了一种制动阀阀杆组装装置,包括压力机1、定位块2、锁紧螺丝3、支撑块4和基座5,所述压力机1上端设有压头11,通过设置所述压力机1,可以带动所述压力头上下运动,所述压力头一方面可以固定所述第一传感器,另一方面可以推动第一组件6运动,完成与第二组件7的装配工作,所述压力机1下端设有所述基座5,所述基座5上端设有所述定位块2,通过设置所述定位块2,实现了对对第二组件7的固定夹持,以配合第一组件6完成整个阀杆的组装工作,所述定位块2通过所述锁紧螺丝3固定在所述基座5上端。
23.在本实施例中,所述定位块2呈半圆形,所述定位块2上固定设有第二磁铁21,通过设置所述第二磁铁21,可以实现对第二组件7的固定夹持,避免第一组件6和第二组件7错位,引起组装后的产品不合格。
24.在本实施例中,所述定位块2内设有所述支撑块4,所述支撑块4中间设有第二仿形凹槽41,所述第二仿形槽用于支撑第二组件7的底部,并配合所述第二磁铁21完成对第二组件7的定位夹持。
25.在本实施例中,所述压头11下端设有第一仿形槽12,所述第一仿形槽12内设有第一磁铁13,所述第一磁铁13用于固定第一组件6。
26.在本实施例中,所述第一仿形槽12内设有第一仿形凹槽14。
27.在本实施例中,所述第一仿形凹槽14内设有压力传感器15,通过设置所述压力传感器15,实现了对第一组件6上方压力的实时检测,若组装时压力过大,压力传感器15接收到信号后,会及时反馈,以停止所述压力机1工作,防止压力过大,引起组装后的产品变形或压伤阀杆。
28.在本实施例中,所述定位块2中间的孔径大于第二组件7,以抵消安装时第一组件6和第二组件7轴心偏差的问题,达到柔性装配的目的。
29.该装置工作时,首先将阀杆的第一组件6通过所述第一磁铁13吸附在所述压头11上,然后将第二组件7放置在所述定位块2内,并通过所述第二磁铁21固定,之后,所述压力机1工作,带动所述压力头向下运动,直至第一组件6和第二组件7组装到位,并保持一定时
间,完成阀杆的自动化安装工作。
30.以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
技术特征:
1.一种制动阀阀杆组装装置,其特征在于:包括压力机(1)、定位块(2)、锁紧螺丝(3)、支撑块(4)和基座(5),所述压力机(1)上端设有压头(11),下端设有所述基座(5),所述基座(5)上端设有所述定位块(2),所述定位块(2)通过所述锁紧螺丝(3)固定在所述基座(5)上端。2.根据权利要求1所述的一种制动阀阀杆组装装置,其特征在于:所述定位块(2)呈半圆形,所述定位块(2)上固定设有第二磁铁(21)。3.根据权利要求1或2所述的一种制动阀阀杆组装装置,其特征在于:所述定位块(2)内设有所述支撑块(4),所述支撑块(4)中间设有第二仿形凹槽(41)。4.根据权利要求1或2所述的一种制动阀阀杆组装装置,其特征在于:所述压头(11)下端设有第一仿形槽(12),所述第一仿形槽(12)内设有第一磁铁(13)。5.根据权利要求4所述的一种制动阀阀杆组装装置,其特征在于:所述第一仿形槽(12)内设有第一仿形凹槽(14)。6.根据权利要求5所述的一种制动阀阀杆组装装置,其特征在于:所述第一仿形凹槽(14)内设有压力传感器(15)。7.根据权利要求1所述的一种制动阀阀杆组装装置,其特征在于:所述定位块(2)中间的孔径大于第二组件(7)。
技术总结
本实用新型涉及汽车零部件加工领域,具体涉及一种制动阀阀杆组装装置,包括压力机、定位块、锁紧螺丝、支撑块和基座,所述压力机上端设有压头,下端设有所述基座,所述基座上端设有所述定位块,所述定位块通过所述锁紧螺丝固定在所述基座上端,所述定位块呈半圆形,所述定位块上固定设有第二磁铁,所述定位块内设有所述支撑块,所述支撑块中间设有第二仿形凹槽,所述压头下端设有第一仿形槽,所述第一仿形槽内设有第一磁铁,所述仿形槽内设有第一仿形凹槽。该实用新型的一种制动阀阀杆组装装置实现了脚对阀自动组装,组装精度高,组装速率快。快。快。
技术研发人员:郑会元
受保护的技术使用者:爱博科机电(无锡)有限公司
技术研发日:2021.06.21
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1