一种新型型材齐边锯的制作方法
1.本实用新型应用涉及齐边锯技术领域,具体的说是一种新型型材齐边锯。
背景技术:
2.普通的型材生产出来之后,因为生产线上具有记录型材行程的装置,在型材经过切割机的时候,可以较为准确的切割型材,得到指定长度的型材,但是带有铝芯的型材因为滤芯在型材内部,并不能被肉眼看见,使用传统的切割方式无法得到整齐的、规定尺寸的型材,型材需要进行再加工,而再加工的时候往往因为无法判断铝芯的具体位置,需要反复多次进行切割来使得铝芯逐渐的暴露出来,费时费力,效率低下。
3.因此设计一种直接探测内部金属并定位,以此为边界进行制定长度切割,一次性直接得到铝芯露出的型材,提高工作效率的齐边锯,正是实用新型人要解决的问题。
技术实现要素:
4.针对现有技术的不足,本实用新型的目的是提供一种新型型材齐边锯,能实现直接探测内部金属并定位,以此为边界进行制定长度切割,一次性直接得到铝芯露出的型材,提高工作效率的功能。
5.本实用新型装置所采用的技术方案是:一种新型型材齐边锯,其包括框架、落料槽、探测器支架、限位块、滚珠丝杠轴承、导杆、固定支架、铰接座、压制梁、硅胶缓冲条、回收槽、伺服电机、限位摇杆、限位支架、控制箱、显示灯、金属探测器、活动支架、滑道、锁紧螺栓、安装板、切割机,所述框架内侧设置有安装槽,所述安装槽内侧设置有滚珠丝杠轴承,所述滚珠丝杠轴承的端部连接有伺服电机,所述伺服电机固定在框架上,所述滚珠丝杠轴承的两侧均设置有导杆,所述安装槽的侧面开设有落料槽,所述落料槽穿过框架,所述回收槽的尾部连接有回收槽,所述滚珠丝杠轴承上连接有安装板,所述安装板上连接有切割机,所述滚珠丝杠轴承包括滑动块,所述滑动块穿过导杆且与导杆之间滑动配合,所述框架的边缘处连接有探测器支架,所述探测器支架上设置有探测装置,所述探测装置包括金属探测器、显示灯,所述金属探测器、显示灯均固定在探测器支架上,所述框架的上端面连接有固定支架,所述固定支架的侧面设置有活动支架,所述活动支架滑动连接有滑道,所述滑道与框架连接固定,所述滑道上螺纹连接有锁紧螺栓,所述锁紧螺栓穿过滑道与活动支架相接触,所述框架的边缘处连接有铰接座,所述铰接座通过销轴铰连接有压制梁,所述压制梁的下端连接有硅胶缓冲条,所述框架上位于铰接座对向的边缘处连接有限位支架,所述限位支架的侧面设置有限位摇杆,所述压制梁的末端设置在限位支架内侧,所述框架的侧面连接有控制箱。
6.进一步,所述安装槽、探测器支架、压制梁的数量均为两个且在框架上左右对称。
7.进一步,所述限位支架为倒立的“l”形。
8.进一步,所述限位支架与限位摇杆的尾部插接配合。
9.进一步,所述限位摇杆设置在压制梁的尾部上方并紧密压制压制梁。
10.进一步,所述压制梁下方设置有产品型材,所述压制梁与限位摇杆相接触的时候硅胶缓冲条处于加压状态且挤压固定产品型材。
11.进一步,所述切割机包括锯片,所述锯片的运动轨迹与金属探测器的探测点位重合。
12.进一步,所述探测装置中的显示灯与金属探测器之间电连接,所述显示灯为双色变色灯。
13.进一步,所述滚珠丝杠轴承的端部连接有限位块,所述限位块与滚珠丝杠轴承通过顶丝固定。
14.进一步,所述控制箱分别与伺服电机、切割机、探测装置电连接。
15.本实用新型装置有益效果是:
16.1.本实用新型通过采用复数的金属探测器测定型材内金属的位置并以指示灯显示探测状态,清除明了,当两端的金属探测器均亮起表示探测到金属的灯光时,固定并启动切割机切割型材的两端,切割机切割的距离、位置实现计算并设定好,通过伺服电机控制滚珠丝杠轴承带动切割机前后移动,实现同步切割,实现了直接探测内部金属并定位,以此为边界进行制定长度切割,一次性直接得到铝芯露出的型材,提高工作效率的功能。
附图说明
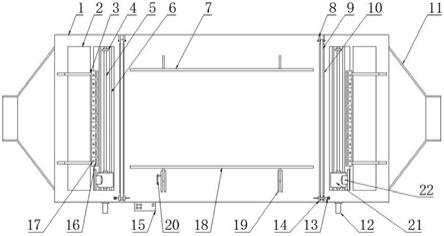
17.图1是本实用新型结构视图。
18.附图标记说明:1-框架;2-落料槽;3-探测器支架;4-限位块;5-滚珠丝杠轴承;6-导杆;7-固定支架;8-铰接座;9-压制梁;10-硅胶缓冲条;11-回收槽;12-伺服电机;13-限位摇杆;14-限位支架;15-控制箱;16-显示灯;17-金属探测器;18-活动支架;19-滑道;20-锁紧螺栓;21-安装板;22-切割机。
具体实施方式
19.下面结合具体实施例,进一步阐述本实用新型装置,这些实施例仅用于说明本实用实用新型而不用于限制本实用实用新型的范围。此外应理解,在阅读了本实用实用新型装置讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落在申请所附权利要求书所限定的范围。
20.参见图1是本实用新型结构视图,一种新型型材齐边锯,其包括框架1、落料槽2、探测器支架3、限位块4、滚珠丝杠轴承5、导杆6、固定支架7、铰接座98、压制梁、硅胶缓冲条10、回收槽11、伺服电机12、限位摇杆13、限位支架14、控制箱15、显示灯16、金属探测器17、活动支架18、滑道19、锁紧螺栓20、安装板21、切割机22,框架1内侧设置有安装槽,安装槽内侧设置有滚珠丝杠轴承5,滚珠丝杠轴承5的端部连接有伺服电机12,伺服电机12固定在框架1上,滚珠丝杠轴承5的两侧均设置有导杆6,安装槽的侧面开设有落料槽2,落料槽2穿过框架1,回收槽11的尾部连接有回收槽11,滚珠丝杠轴承5上连接有安装板21,安装板21上连接有切割机22,滚珠丝杠轴承5包括滑动块,滑动块穿过导杆6且与导杆6之间滑动配合,框架1的边缘处连接有探测器支架3,探测器支架3上设置有探测装置,探测装置包括金属探测器17、显示灯16,金属探测器17、显示灯16均固定在探测器支架3上,框架1的上端面连接有固定支架7,固定支架7的侧面设置有活动支架18,活动支架18滑动连接有滑道19,滑道19与框架1
连接固定,滑道19上螺纹连接有锁紧螺栓20,锁紧螺栓20穿过滑道19与活动支架18相接触,框架1的边缘处连接有铰接座98,铰接座98通过销轴铰连接有压制梁,压制梁的下端连接有硅胶缓冲条10,框架1上位于铰接座98对向的边缘处连接有限位支架14,限位支架14的侧面设置有限位摇杆13,压制梁的末端设置在限位支架14内侧,框架1的侧面连接有控制箱15。
21.安装槽、探测器支架3、压制梁的数量均为两个且在框架1上左右对称,限位支架14为倒立的“l”形,限位支架14与限位摇杆13的尾部插接配合,限位摇杆13设置在压制梁的尾部上方并紧密压制压制梁,压制梁下方设置有产品型材,压制梁与限位摇杆13相接触的时候硅胶缓冲条10处于加压状态且挤压固定产品型材。
22.切割机22包括锯片,锯片的运动轨迹与金属探测器17的探测点位重合,探测装置中的显示灯16与金属探测器17之间电连接,显示灯16为双色变色灯,滚珠丝杠轴承5的端部连接有限位块4,限位块4与滚珠丝杠轴承5通过顶丝固定,控制箱15分别与伺服电机12、切割机22、探测装置电连接。
23.本实用新型采用金属探测器17和显示灯16组合的方式来表示、定位型材中铝芯的端部位置,控制箱15设置有电源开关、切割机22启动开关、切割机22停止开关、伺服电机12前进开关、伺服电机12后退开关,启动电源开关,将型材放置在固定支架7和活动支架18之间,因为型材两端的多余材料将铝芯包裹,肉眼看不出来,所以需要金属探测器17来进行探测定位,探测器支架3上安装了多组的探测装置,每一组探测装置里面都有一个金属探测器17,将型材放置在金属探测器17下方,金属探测器17与显示灯16电连接,显示灯16常态下显示为红色,慢慢的移动型材,使得型材的端部逐渐经过金属探测器17的探测范围,当金属探测器17探测到铝芯的时候,显示灯16将转变为绿色,此时停止移动型材,将两侧的压制梁翻转并压在型材上,端部通过限位摇杆13和限位支架14配合固定挤压型材状态下的压制梁。
24.因为生产的时候加入的铝芯长度要稍微长于规定的长度,所以固定好型材之后,框架1两端设置的金属探测器17会同时探测到铝芯,而显示灯16将同时显示绿色,如果型材两端的显示灯16只有一端显示绿色,那么需要调整型材的位置,直到两端的显示灯16都显示绿色为止,如果无论如何都无法同时显示绿色,那么意味着型材内部的铝芯长度不达标,是废品。
25.当确认显示灯16的颜色无误之后,控制控制箱15上的按钮,同时启动两侧的切割机22、伺服电机12,对型材进行切割,手动通过按钮控制伺服电机12的正反转来完成切割机22的前后运动,切割机22上锯片所在的位置,以及运动轨迹与金属探测器17的探测轴线重合,确保切割机22切割的部位就是金属探测器17探测到的具有铝芯部位的边缘,从而使得切割完的型材端部露出铝芯的端部。
26.框架1两端均设置有探测装置、落料槽2、压制梁,使得两端均可以作为对齐的标准端,从那一侧开始校准都可以,全部校准之后,可以使用活动支架18从侧面挤压固定所有的型材,避免其在切割的时候滑动,切掉的端头从落料槽2下落,并通过回收槽11集中回收。
27.本实用新型通过采用复数的金属探测器17测定型材内金属的位置并以指示灯显示探测状态,清除明了,当两端的金属探测器17均亮起表示探测到金属的灯光时,固定并启动切割机22切割型材的两端,切割机22切割的距离、位置实现计算并设定好,通过伺服电机12控制滚珠丝杠轴承5带动切割机22前后移动,实现同步切割,实现了直接探测内部金属并定位,以此为边界进行制定长度切割,一次性直接得到铝芯露出的型材,提高工作效率的功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1