一种车桥自动化点焊一体焊接工作站的制作方法
1.本实用新型涉及焊接技术领域,尤其涉及一种车桥自动化点焊一体焊接工作站。
背景技术:
2.汽车车桥又称车轴,通过悬架与车架相连接,主要承受汽车的载荷,保证汽车正常行驶。其按照驱动方式的不同,可分为转向桥、驱动桥、转向桥和支持桥;而按照悬架的结构形式,又可分为断开式和整体式两种。然而不论分为何种形式,车桥对车体整体结构稳定性和安全性起着至关重要的。
3.传统的车桥在点焊过程中,通常采用全人工作业方式。即将车桥固定在对应的夹具上后,操作人员手持焊接工具对车桥表面进行点焊操作。然而涉及到车桥不同角度的焊缝;或者车桥背面焊缝;又或者车桥上的环缝时,操作人员需要摆动各种姿势,导致焊接过程极其不便,严重影响汽车生产的整体节拍。同时,为适应不同焊缝,操作人员摆出的姿势,也导致操作人员容易被烫伤或者电伤,存在严重安全隐患。
技术实现要素:
4.基于上述背景,本实用新型的目的是提供一种车桥自动化点焊一体焊接工作站,能灵活焊接不同角度的焊缝、背面焊缝或者环缝,提高焊接便利性,加快车辆生产节拍;同时,也有利于保证操作人员的人身安全。
5.为实现以上目的,本实用新型采用以下的技术方案:
6.一种车桥自动化点焊一体焊接工作站,包括:第一座体与第二座体,所述第一座体与所述第二座体相对间隔设置;变位机,所述变位机包括第一支撑臂、第二支撑臂及第一驱动器,所述第一支撑臂与所述第二支撑臂分别对应装设于所述第一座体、所述第二座体上,所述第一驱动器装设于所述第一支撑臂或者所述第二支撑臂内;定位机构,所述定位机构包括载梁与定位组件,所述载梁可旋转装设于所述第一支撑臂与所述第二支撑臂之间,并与所述第一驱动器驱动配合,所述第一驱动器用于驱使所述载梁绕自身轴线旋转,所述载梁上用于放置车桥,所述定位组件装设于所述载梁上,并用于对所述车桥进行固定。
7.进一步地,所述载梁上间隔设有第一承托座和第二承托座,所述第一承托座与所述第二承托座用于承托所述车桥。
8.进一步地,所述定位组件包括第一定位器与第二定位器,所述第一定位器位于所述第一承托座与所述第一支撑臂之间,所述第二定位器位于所述第二承托座与所述第二支撑臂之间,所述第一定位器与所述第二定位器动作时,分别用于与车桥的相对两端抵触配合。
9.进一步地,所述定位组件还包括夹紧器与固定器,所述夹紧器用于夹持所述车桥上的立板,所述固定器用于固定所述车桥上的钣金板。
10.进一步地,所述载梁上设有滑轨,所述滑轨沿着所述载梁的长度方向延伸设置,所述第一承托座、所述第二承托座、所述夹紧器和所述固定器均与所述滑轨滑动配合。
11.进一步地,所述定位组件还包括第二驱动器,所述第二驱动器装设于所述载梁上,所述第二驱动器的输出端与所述固定器连接,所述第二驱动器用于驱使所述固定器在所述滑轨上移动。
12.进一步地,所述夹紧器包括第三驱动器、第一夹手和第二夹手,所述第三驱动器用于驱使所述第一夹手和所述第二夹手相互靠拢或者相互远离。
13.进一步地,所述固定器包括第四驱动器与定位块,所述第四驱动器的输出端与所述定位块连接,所述第四驱动器用于驱使所述定位块插入所述钣金板上的定位孔中。
14.进一步地,还包括翻转器,所述定位机构为至少两个,至少两个所述定位机构间隔连接于所述第一支撑臂与所述第二支撑臂上,所述第一支撑臂与所第二支撑臂之间连接有传动轴,所述翻转器用于驱使所述传动轴绕自身轴线旋转。
15.进一步地,相邻两个所述定位机构之间设有防护支架,所述防护支架与所述传动轴连接。
16.本实用新型具有以下有益效果:
17.(1)在焊接过程中,利用定位组件将车桥稳定固定在载梁上;再利用第一驱动器驱使载梁绕自身轴线旋转,使得车桥随载梁进行360
°
转动,以便焊接机器人或者操作人员能灵活焊接不同角度的焊缝、背面焊缝或者环缝,提高焊接便利性,加快生产节拍;
18.(2)在载梁上设置滑轨,使得第一承托座、第二承托座、夹紧器和固定器均能沿着载梁的长度方向左右滑动,这样对于不同尺寸、不同结构的车桥的固定,只需滑动第一承托座、第二承托座、夹紧器和固定器即可实现有效的定位,如此,极大提高了本焊接工作站的适用范围;
19.(3)在变位机上设置至少两个定位机构,以便焊接工作站能通过定位至少两个车桥;同时,当一个车桥完成焊接时,通过旋转器,驱使变位机整体进行旋转,使得焊接好的车桥转离焊接工位,使得下一个车桥进入焊接工位上,如此,实现车桥自动切换,保证车桥的焊接实现连续化、自动化加工,从而进一步提高车桥的焊接效率。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其它的附图。
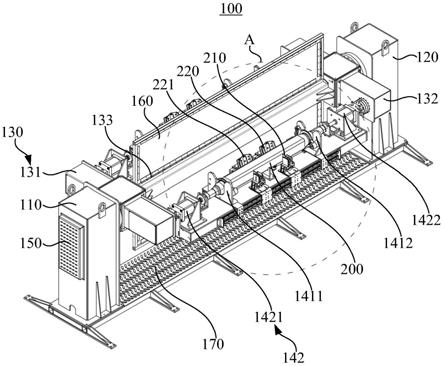
21.图1为焊接工作站结构示意图一;
22.图2为图1中圈a处结构放大示意图;
23.图3为焊接工作站结构示意图二;
24.附图标号说明:
25.100为焊接工作站;110为第一座体;120为第二座体;130为变位机;131为第一支撑臂;132为第二支撑臂;133为传动轴;140为定位机构;141为载梁;1411为第一承托座;1412为第二承托座;1413为卡槽;142为定位组件;1421为第一定位器;1422为第二定位器;1423为夹紧器;14231为第三驱动器;14232为第一夹手;14233为第二夹手;1424为固定器;14241为第四驱动器;14242为定位块;1425为第二驱动器;143为滑轨;150为翻转器;160为防护支
架;170为基座;200为车桥;210为立板;220为钣金板;221为定位孔。
26.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
29.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
30.在一个实施例中,请结合图1至图3,一种车桥自动化点焊一体焊接工作站100,包括:第一座体110与第二座体120,第一座体110与第二座体120相对间隔设置;变位机130,变位机130包括第一支撑臂131、第二支撑臂132及第一驱动器(未示出),第一支撑臂131与第二支撑臂132分别对应装设于第一座体110、第二座体120上,第一驱动器装设于第一支撑臂131或者第二支撑臂132内;定位机构140,定位机构140包括载梁141与定位组件142,载梁141可旋转装设于第一支撑臂131与第二支撑臂132之间,并与第一驱动器驱动配合,第一驱动器用于驱使载梁141绕自身轴线旋转,载梁141上用于放置车桥200,定位组件142装设于载梁141上,并用于对车桥200进行固定。
31.上述的焊接工作站100,在焊接过程中,将车桥200放置在载梁141上;接着,通过定位组件142将载梁141稳定固定在载梁141上,以便焊接机器人或者操作人员能准确识别车桥200上的焊缝。当需要对车桥200上不同角度的焊缝、背面上的焊缝或者环缝进行加工时,启动第一驱动器,驱使载梁141绕自身轴线旋转。此时,车桥200随载梁141进行360
°
旋转,使得车桥200上不同角度、背面上的焊缝暴露在焊接机器人或者操作人员面前,使得车桥200的焊接变得更加灵活,提高焊接的便利性,有利于加快车辆生产节拍。同时,由于焊接工作站100能实现多角度旋转,因此,操作人员无需摆出各种焊接姿势,大大保证了操作人员的人身安全。
32.需要解释的是,本焊接工作站100可适用于人工焊接,也可适用于机器人作业。当焊接工作站100配合于焊接机器人作业时,其焊接效率则更快,效果更好。
33.还需解释的是,定位组件142的结构设计在本实施例中可不作具体限定,只需满足车桥200在载梁141上稳定固定即可。比如:定位组件142为具有气缸的夹持设备,或者为具有气缸的定位设备等。同时,第一驱动器可为电机。其在与载梁141之间的配合方式有多种方式,比如:第一驱动器与载梁141之间通过齿轮啮合传动,也可通过联轴器传动、皮带或者
链条进行传动等。
34.进一步地,请参考图1,载梁141上间隔设有第一承托座1411和第二承托座1412。第一承托座1411与第二承托座1412用于承托车桥200,使得车桥200稳定承托在第一承托座1411和第二承托座1412上,避免车桥200在焊接过程中发生晃动而影响焊接质量。
35.更进一步地,请参考图2,第一承托座1411和第二承托座1412均设有卡槽1413。卡槽1413用于供车桥200卡入,以实现对车桥200的稳定承托。
36.在一个实施例中,请参考图1,定位组件142包括第一定位器1421与第二定位器1422。第一定位器1421位于第一承托座1411与第一支撑臂131之间,第二定位器1422位于第二承托座1412与第二支撑臂132之间,第一定位器1421与第二定位器1422动作时,分别用于与车桥200的相对两端抵触配合。由此可知,当车桥200承托在第一承托座1411和第二承托座1412上时,启动第一定位器1421和第二定位器1422,使得第一定位器1421和第二定位器1422分别抵触车桥200的两端,形成夹持状态,避免车桥200在焊接过程中发生轴向窜动,从而有利于提高焊接质量。
37.可选地,第一定位器1421和第二定位器1422均可为气缸、液氧缸、电缸等。
38.在一个实施例中,请参考图2与图3,定位组件142还包括夹紧器1423与固定器1424,夹紧器1423用于夹持车桥200上的立板210,固定器1424用于固定车桥200上的钣金板220。当车桥200放置在载梁141上时,分别启动夹紧器1423和固定器1424,使得夹紧器1423夹紧车桥200上的立板210,固定器1424稳定固定车桥200上的钣金板220,如此,使得车桥200得到稳定固定。
39.进一步地,请参考图2,载梁141上设有滑轨143。滑轨143沿着载梁141的长度方向延伸设置。第一承托座1411、第二承托座1412、夹紧器1423和固定器1424均与滑轨143滑动配合。本实施例在载梁141上设置滑轨143,使得第一承托座1411、第二承托座1412、夹紧器1423和固定器1424均能沿着载梁141的长度方向左右滑动,这样对于不同尺寸、不同结构的车桥200的固定,只需滑动第一承托座1411、第二承托座1412、夹紧器1423和固定器1424即可实现有效的定位,如此,极大提高了本焊接工作站100的适用范围。
40.需要说明的是,第一承托座1411、第二承托座1412、夹紧器1423和固定器1424的滑动均可为手动滑动,也可为自动滑动。其中,自动滑动需利用气缸、液氧缸等设备,驱使第一承托座1411、第二承托座1412、夹紧器1423和固定器1424在载梁141上运动。
41.更进一步地,请参考图3,定位组件142还包括第二驱动器1425,第二驱动器1425装设于载梁141上,第二驱动器1425的输出端与固定器1424连接,第二驱动器1425用于驱使固定器1424在滑轨143上移动。由此可知,固定器1424的滑动为自动控制,即当车桥200放置好后,启动第二驱动器1425,使得固定器1424到达指定位置上,以便固定器1424能够作用在车桥200上的钣金板220。
42.可选地,第二驱动器1425可为气缸、液压缸、电缸等。
43.在一个实施例中,请参考图2,夹紧器1423包括第三驱动器14231、第一夹手14232和第二夹手14233。第三驱动器14231用于驱使第一夹手14232和第二夹手14233相互靠拢或者相互远离。在夹紧过程中,启动第三驱动器14231,驱使第一夹手14232和第二夹手14233相互靠拢,使得第一夹手14232和第二夹手14233相互配合,夹紧车桥200上的立板210。其中,第三驱动器14231可为气缸、液压缸、电缸等。
44.具体地,第二驱动器1425和第三驱动器14231均为气缸。
45.在一个实施例中,请参考图3,固定器1424包括第四驱动器14241与定位块14242,第四驱动器14241的输出端与定位块14242连接,第四驱动器14241用于驱使定位块14242插入钣金板220上的定位孔221中,使得车桥200无法沿着轴向进行移动,从而保证车桥200在焊接过程中处于不动状态。
46.可选地,第四驱动器14241可为气缸、液压缸、电缸等。
47.在一个实施例中,请参考图1,还包括翻转器150,定位机构140为至少两个,至少两个定位机构140间隔连接于第一支撑臂131与第二支撑臂132上,第一支撑臂131与所第二支撑臂132之间连接有传动轴133,翻转器150用于驱使传动轴133绕自身轴线旋转。由此可知,在变位机130上设置至少两个定位机构140,以便焊接工作站100能通过定位至少两个车桥200;同时,当一个车桥200完成焊接时,通过旋转器,驱使变位机130整体进行旋转,使得焊接好的车桥200转离焊接工位,使得下一个车桥200进入焊接工位上,如此,实现车桥200自动切换,保证车桥200的焊接实现连续化、自动化加工,从而进一步提高车桥200的焊接效率。其中,翻转器150可为旋转电机。
48.需要说明的是,当定位机构140为三个、四个或更多数量时,定位机构140则绕传动轴133的周向间隔排布,这样当完成上一个车桥200时,可旋转一定角度,即可使得下一个车桥200进入焊接工位上。
49.在一个实施例中,请参考图1,相邻两个定位机构140之间设有防护支架160,防护支架160与传动轴133连接,如此,通过防护支架160,有利于遮挡焊接弧光或者焊接火花。另外,焊接工作站100还包括基座170,第一座体110和第二座体120间隔装设在基座170上。
50.当然,上述说明并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1