一种中空双锥面环零件加工用工装的制作方法
1.本实用新型涉及加工工装领域,具体涉及一种中空双锥面环零件加工用工装。
背景技术:
2.空心环类零件在汽车、机械、航空航天等领域有着广泛的应用,如载重卡车半轴套管、压入式轴头、石油钻杆接头、轿车变速箱的各种传动轴等。空心环类零件通常作为传动部件承受复杂的载荷,工作条件对零件性能有着严格的要求。空心环类件相对于实心环类件,在保证使用要求的情况下,具有节约材料、降低产品重量等明显优势,特别是在行走机械如汽车、飞行器等上表现更为明显,因此其在工业生产中的应用发展非常迅速。由于工业产品的小批量多规格的发展趋势,使得相应的各种空心环类零件也具有小批量多规格的特点。
3.现有针对标准工件的工装夹具,对于空心环类零件缺乏有效合适的固定方法,并且一般仅能辅助加工工件轴线的垂直面或平行面。
技术实现要素:
4.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种实现对零件磨车加工的安装固定,且使用非常灵活,简便的中空双锥面环零件加工用工装。
5.本实用新型的目的可以通过以下技术方案来实现:
6.一种中空双锥面环零件加工用工装,该工装包括底板和中心压块,
7.待加工环盘零件套设在底板上,所述的中心压块穿设抵接在底板下方中心。
8.进一步地,所述的待加工环盘零件包括一体成型的环状锥面和环状锥面上方的均匀分布的端面凸起;
9.所述的底板外侧设有至少三级台阶,具体包括第一台阶、第二台阶和末级台阶,加工时,环状锥面或端面凸起位于第二台阶上。
10.进一步地,所述的第一台阶外径尺寸不大于环状锥面内径尺寸。
11.进一步地,内锥面加工时,所述的端面凸起位于第二台阶上,并与第一台阶抵接。
12.进一步地,该工装还包括压板,该压板设有上外缘,外锥面加工时,所述的环状锥面位于第二台阶上,所述的上外缘与端面凸起抵接。
13.换句话说,压板压在环状锥面上,用于外锥面磨,且压板外径小于环状锥面外径。
14.进一步地,所述的压板中心还设有大孔,所述的中心压块与大孔插接;
15.所述的压板中心还设有螺纹子孔,所述的中心压块上方还设有与螺纹子孔匹配的螺纹母孔,所述的压板与中心压块通过螺纹连接。
16.进一步地,该工装还包括压环,该压环内设有直面和锥面,端面缺口加工时,所述的环状锥面位于第二台阶上,所述的直面与末级台阶抵接,所述的锥面与环状锥面外侧抵接。
17.压环完全由台阶尺寸约束,用于待加工环盘零件端面缺口加工时的支撑,防止待
加工环盘零件被加工时受力发生形变。
18.进一步地,所述的底板中部开设有供中心压块穿过的通孔。
19.进一步地,所述的中心压块下方边缘设有棱台,该棱台与底板下方中部抵接。
20.换句话说,中心压块穿过底板,通过棱台卡在底板上,与通孔实现对位后,实现固定待加工环盘零件的功能。
21.进一步地,所述的棱台上方设有退刀槽。
22.与现有技术相比,本实用新型具有以下优点:
23.(1)本实用新型完成对异形零件的安装固定,克服了环类零件的中心定位具有的难度,采用多层工装结构,实现了对其磨车加工的安装固定,而且使用非常灵活,简便;安全可靠:
24.(2)本实用新型由于采用多棱台阶设计,配合压环等组件,可实现对环盘零件在不同加工工序的夹紧固定功能,比如内锥面、外锥面和内柱面的加工,以及铣床切口工艺;
25.(3)本实用新型配合磨床定位轴线的角度设定,该工装可实现对薄壁件内外锥面的精细磨加工工艺。
附图说明
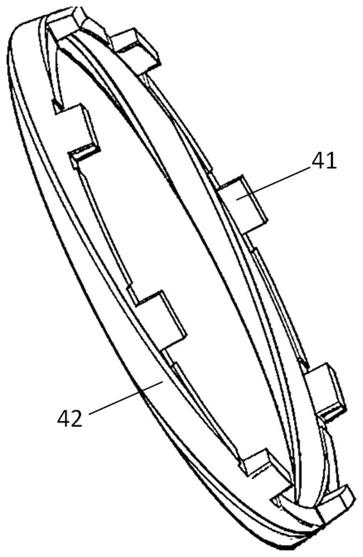
26.图1为本实用新型待加工工件俯视图;
27.图2为本实用新型底板俯视图;
28.图3为本实用新型底板剖视图;
29.图4为本实用新型压板俯视图;
30.图5为本实用新型压板剖视图;
31.图6为本实用新型压环俯视图;
32.图7为本实用新型压环剖视图;
33.图8为本实用新型中心压块俯视图;
34.图9为本实用新型中心压块剖视图;
35.图10为实施例1中总装图;
36.图11为实施例2中总装图;
37.图12为实施例2中总装图;
38.图中标号所示:压板1、螺纹子孔12、大孔13、上外缘14、底板2、第一台阶20、通孔22、末级台阶24、第二台阶25、中心压块3、退刀槽31、螺纹母孔32、棱台33、待加工环盘零件4、端面凸起41、环状锥面42、压环5、直面51、锥面52。
具体实施方式
39.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
40.实施例1
41.一种中空双锥面环零件加工用工装,该工装包括底板2和中心压块3,待加工环盘零件4套设在底板2上,中心压块3穿设抵接在底板2下方中心。
42.如图1,待加工环盘零件4包括一体成型的环状锥面42和环状锥面42上方的均匀分布的端面凸起41;
43.如图2-3,底板2外侧设有至少三级台阶,具体包括第一台阶20、第二台阶25和末级台阶24,加工时,环状锥面42或端面凸起41位于第二台阶25上。第一台阶20外径尺寸不大于环状锥面42内径尺寸。
44.如图8-9,底板2中部开设有供中心压块3穿过的通孔22。中心压块3下方边缘设有棱台33,该棱台33与底板2下方中部抵接。换句话说,中心压块3穿过底板2,通过棱台33卡在底板2上,与通孔22实现对位后,实现固定待加工环盘零件4的功能。棱台33上方设有退刀槽31。
45.如图10,内锥面加工时,端面凸起41位于第二台阶25上,并与第一台阶20抵接。
46.实施例2
47.一种中空双锥面环零件加工用工装,该工装包括底板2和中心压块3,待加工环盘零件4套设在底板2上,中心压块3穿设抵接在底板2下方中心。
48.如图1,待加工环盘零件4包括一体成型的环状锥面42和环状锥面42上方的均匀分布的端面凸起41;
49.如图2-3,底板2外侧设有至少三级台阶,具体包括第一台阶20、第二台阶25和末级台阶24,加工时,环状锥面42或端面凸起41位于第二台阶25上。第一台阶20外径尺寸不大于环状锥面42内径尺寸。
50.如图8-9,底板2中部开设有供中心压块3穿过的通孔22。中心压块3下方边缘设有棱台33,该棱台33与底板2下方中部抵接。换句话说,中心压块3穿过底板2,通过棱台33卡在底板2上,与通孔22实现对位后,实现固定待加工环盘零件4的功能。棱台33上方设有退刀槽31。
51.如图4-5和11,该工装还包括压板1,该压板1设有上外缘14,外锥面加工时,环状锥面42位于第二台阶25上,上外缘14与端面凸起41抵接。换句话说,压板1压在环状锥面42上,用于外锥面磨,且压板1外径小于环状锥面42外径。
52.压板1中心还设有大孔13,中心压块3与大孔13插接;压板1中心还设有螺纹子孔12,中心压块3上方还设有与螺纹子孔12匹配的螺纹母孔32,压板1与中心压块3通过螺纹连接。
53.实施例3
54.一种中空双锥面环零件加工用工装,该工装包括底板2和中心压块3,待加工环盘零件4套设在底板2上,中心压块3穿设抵接在底板2下方中心。
55.如图1,待加工环盘零件4包括一体成型的环状锥面42和环状锥面42上方的均匀分布的端面凸起41;
56.如图2-3,底板2外侧设有至少三级台阶,具体包括第一台阶20、第二台阶25和末级台阶24,加工时,环状锥面42或端面凸起41位于第二台阶25上。第一台阶20外径尺寸不大于环状锥面42内径尺寸。
57.如图8-9,底板2中部开设有供中心压块3穿过的通孔22。中心压块3下方边缘设有棱台33,该棱台33与底板2下方中部抵接。换句话说,中心压块3穿过底板2,通过棱台33卡在底板2上,与通孔22实现对位后,实现固定待加工环盘零件4的功能。棱台33上方设有退刀槽
31。
58.如图6-7和12,该工装还包括压环5,该压环5内设有直面51和锥面52,端面缺口加工时,环状锥面42位于第二台阶25上,直面51与末级台阶24抵接,锥面52与环状锥面42外侧抵接。压环5完全由台阶尺寸约束,用于待加工环盘零件4端面缺口加工时时的支撑,防止待加工环盘零件4被加工时受力发生形变。
59.以上,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1