一种航空钣金拔缘外形校正工具的制作方法
1.本技术涉及航空钣金零件制造技术领域,尤其涉及一种航空钣金拔缘外形校正工具。
背景技术:
2.拔缘是钣金零件成形中的一种基本加工方式,是利用收边和放边的方法,将板料的边缘加工成曲线弯边形状。其加工方法分为手工拔缘和机器拔缘,手工拔缘操作技能是钣金加工中的最基本操作技术之一。手工拔缘又分为有模拔缘和无模拔缘,拔缘是现行航空钣金零件加工的主要方式之一。
3.手工拔缘适用于多品种、小批量、零件外形特殊等情况。其中拔缘零件难度随拔缘高度增加而增高,零件在拔缘的同时,材料边缘会出现裙边褶皱或拉裂现象,零件的拔缘部位也难以贴胎,需要在后期反复修整校正。一般校正的方法有橡皮成形校正,异型曲面成形机校正,手工校正等。橡皮成形校正往往和橡皮硬度、单位压力、模具结构有关,对于外拔缘零件上大的褶皱不能很好的平整,仍需要穿插手工校正,有时还会出现“死皱”现象,并且有些零件结构或者模具无法应用橡皮成形校正;异型曲面成形机校正只能针对大曲率拔缘零件;手工校正往往采用条形铅板反复抽打拔缘部位使之贴胎,此方法简单,应用范围广,但是费时费力,零件表面质量差,同时存在环保安全隐患。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供了一种航空钣金拔缘外形校正工具,所述校正工具包括:
5.模座,包括模座受力面和半圆面;其中,所述模座受力面设置在所述模座的外表面,所述半圆面设置在所述模座的内表面;
6.校正块,设置在所述半圆面内;其中,所述校正块具有校正块成形面,所述校正块成形面的形状与零件拔缘理论外形相吻合,所述校正块成形面用于贴合在零件拔缘外表面进行零件的校正。
7.优选地,所述模座还包括模座螺钉孔,所述校正块还包括校正块螺钉孔,所述校正块螺钉孔与所述模座螺钉孔的位置相对应;
8.所述校正工具还包括:
9.螺钉,通过所述模座螺钉孔和所述校正块螺钉孔将所述模座和所述校正块连接。
10.优选地,所述模座受力面包括:
11.模座主受力面,设置在模座外表面的中部,所述模座主受力面用于承受外部施加的压力,并将压力传导至所述校正块和零件拔缘外表面;
12.模座副受力面,设置在所述模座主受力面的两侧,所述模座副受力面用于辅助校正零件。
13.优选地,所述校正块由工程塑料制成,所述模座由金属材质制成。
14.优选地,所述模座由铝制成,所述模座的厚度为20-30mm。
15.优选地,所述校正块的边角进行倒圆角处理。
16.与现有技术相比,本实用新型的有益技术效果:
17.本实用新型提供的一种航空钣金拔缘外形校正工具,与其他拔缘校正工具相比,方法简单,容易操作;模具结构简单、互换性好、制造容易、成本低廉;校正块符合零件理论外形,对零件的约束好,校正的贴胎度好,贴胎间隙小于0.2mm。
附图说明
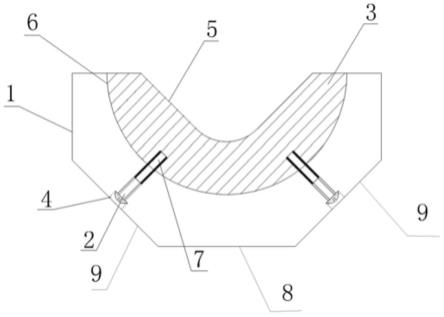
18.图1是本技术实施例提供的一种校正工具结构示意图;
19.图2是本技术实施例提供的一种具有凹形校正块的校正工具结构示意图;
20.图3是本技术实施例提供的一种具有凸形校正块的校正工具结构示意图;
21.图4是本技术实施例提供的一种具有异型校正块的校正工具结构示意图;
22.图5是本技术实施例提供的另一种具有异型校正块的校正工具结构示意图;
23.图6是本技术实施例提供的又一种具有异型校正块的校正工具结构示意图;
24.其中:1-模座、2-螺钉、3-校正块、4-模座螺钉孔、5-校正块成形面、6-模座与校正块接触面、7-校正块螺钉孔、8-模座主受力面、9-模座副受力面。
具体实施方式
25.本实用新型克服了现有技术中的不足,提供了一种操作简单,拔缘后校正贴胎的方法和装置,校正效果明显,贴胎度高,并且可适用不同凹凸曲面、不同角度如l形、u形、异形、正负角度和缘高的钣金拔缘零件成形,其方法简单,模具结构简单、互换性好、制造容易、成本低廉。
26.请参阅图1-6,为了解决上述技术问题,本实用新型是通过以下技术方案实现的,先手工拔缘预成形零件,完成零件大致外形后,利用制作的一种用于增加强度和刚性的模座1,将符合零件理论外形的校正块3,用螺钉2通过模座螺钉孔4及校正块固定螺钉孔7,将校正块3与模座1相连接并紧固,然后通过锤击模座1施压,将压力传至镶嵌的校正块3上,由于符合零件理论外形的校正块3可以有效的约束零件拔缘部位的变形,因此可以很好的完成拔缘成形后的校正工作。校正块边角倒圆r3~6。
27.在本技术实施例中,一般选择为工程塑料材质,其重量轻,硬度低,不易硌伤零件表面;模座采用金属材质,材料选择为硬铝,其重量轻,强度好,厚度选择依据零件拔缘高度和工人手掌握力适宜度选择20~30mm,当模座过薄,在施力过程中易产生力矩不均,造成零件表面产生压痕,当模座过厚,会增加重量及锤击力度,不利于操作;模座与校正块接触面为半圆形且用螺钉固定,半圆形可以让压力均匀传至成形面,可通过螺钉更换不同的校正块完成相应的拔缘校正工作。
28.下面结合附图1与具体实施方法对本技术做进一步详细描述:
29.第一步,将零件拔缘区初步预成形,零件以不出现过大褶皱且表面光滑流线,同时零件回弹量不超过10mm的情况下可进行下一工序;
30.第二步,选取符合零件理论外形的校正块3,将模座1与校正块3通过两个半圆面6贴靠,再用螺钉2通过模座螺钉孔4及校正块螺钉孔7,将校正块3与模座1相连接并紧固;
31.第三步,将组合好的拔缘零件外形校正装置校正面贴靠在零件拔缘处,先对模座主受力面8施加压力,通过压力传导至镶嵌的校正块3上,最后作用在零件拔缘外表面上,再对模座副受力面9施加压力,用于辅助校正。
32.第四步,当一次上述操作出现较大褶皱时不宜继续多模座1施加压力,应移开校正装置,进行平皱操作,完成平皱后再重复第三步。
33.第五步,当拔缘高度超出校正模块的厚度时,可从拔缘根部至拔缘边缘一次进行第三步和第四步操作。由于符合零件理论外形的校正块3可以有效的约束零件拔缘部位的变形,同时可以均匀地对零件的拔缘处传递压力,因此可以很好的完成拔缘成形后的校正工作,零件的贴胎度可达到不大于0.2mm。
34.本实用新型的有益技术效果是:
35.(1)与其他拔缘校正相比,方法简单,容易操作;
36.(2)模具结构简单、互换性好、制造容易、成本低廉;
37.(3)校正块符合零件理论外形,对零件的约束好,校正的贴胎度好,贴胎间隙小于0.2mm;
38.(4)校正块可以制作成各种凹凸形状,各种角度,各种曲面的外形,适用范围广;
39.(5)模座与校正块分离,不同外形零件只需要制作校正块即可,通用性好;
40.(6)校正块选用工程塑料材质,其重量轻,硬度低,不易硌伤零件表面;
41.(7)模座采用金属材质,材料选择为硬铝,其重量轻,强度好,使用较为轻便省力;
42.(8)压力通过半圆面传至成形面受力均匀,减少了锤印,零件表面质量好;
43.(9)与传统校正方法相比,节省了大量的铅板,既经济又环保;
44.(10)本装置亦可作为橡皮成形或拉伸成形的负角等其它方式的补充校正成形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1