一种旋挖截齿焊接自动生产线的制作方法
1.本实用新型涉及领域,具体为一种旋挖截齿焊接自动生产线。
背景技术:
2.截齿,作为开采掘进机器上的零件,安装在开采掘进器上,进行旋转,实现旋转掘进,进行工作。
3.根据检索发现,对比文件1,专利号为cn95232764.3的专利公开了采煤机截齿中频感应加热焊接装置,其通过u型感应加热线圈焊接截齿;
4.对比文件2,专利号为cn201810854471.7的专利公开了一种掘进机截割头截齿的精确定位焊接系统及其焊接方法,其通过控制转动电机连接卡盘带动截割头旋转,通过滑块在对应导轨上的滑动,控制焊枪与截齿座的距离,由控制系统进行控制液压缸的进油量出油量保证伸缩杆的伸缩,改变焊枪的扬起角度,实现对不同角度截齿的焊接,每一个截齿与截齿座的连接都由控制系统控制,利用对应部件的移动旋转,保证每个角度方位不出现偏差,确保精确定位最小程度减小误差;
5.对比文件3,专利号为cn202021558640.1的专利公开了一种截齿冷却水淬火装置,其通过技术特征:所述淬火槽的侧壁上有冷水入孔以及回水孔,所述淬火槽中设有大倾角链板传送机,所述大倾角链板传送机包括一个水平传送段以及一个倾斜传送段,所述水平传送段水平置于所述淬火槽中,所述倾斜传送段向上倾斜并自所述淬火槽的侧壁上伸出于所述淬火槽外,并伸到接料槽的上方,所述淬火槽的进料端设有接料筒,所述接料筒倾斜布置,以将工件送到大倾角链板传送机上的工件存储槽中,实现了在输送过程中实现淬火以及出料的操作,自动化程度高,淬火处理无须人工参与;
6.对比文件4,专利号为cn201620204529.x的专利公开了一种旋转式截齿钎焊及热处理一体生产线,其通过技术特征技术特征:链带式钎焊炉、机械手、淬火槽、网带式提升机,机械手设置在链带式钎焊炉与淬火槽之间,将待淬火工件从链带式钎焊炉逐个转移到淬火槽内,网带式提升机一端设置在淬火槽内,另一端位于淬火槽外,将淬火完成的工件运送到淬火槽外,其特征在于:所述链带式钎焊炉包括箱体、链带输送单元、感应加热单元、旋转夹具,其中链带输送单元包括传动轴、输送链带、导轨、槽轮传动箱,导轨位于输送链带下方,输送链带通过槽轮传动箱、传动轴带动,旋转夹具安装在链带式钎焊炉的输送链带上,将待加热工件输送入感应加热单元的同时使工件平稳的旋转,加热感应单元设置在链带输送单元的上方,使得旋转夹具能在输送链带的运送下逐个旋转通过加热感应单元,所述所述旋转平台包括旋转轴、轴承、套管、连接平台,连接平台通过套管固定在轴承上,夹具位于连接平台上方,夹具与旋转轴固定连接,解决了技术问题,利用该生产线适合大批量生产截齿;加工单个截齿所需的电能大幅下降;加工截齿时钎焊部位融合充分均匀,产品合格率可以达到100%,而且该发明使得设备的适用性大大提高,能满足大件截齿的钎焊热处理。
7.根据市场反馈截齿及截齿解剖金相分析,发现截齿裤体组织不均匀且硬度不均匀,焊接的合金头易掉,分析是截齿焊接感应加热不均匀造成,加热不均匀是由于截齿裤体
在感应加热炉中运行是直线运行,而感应加热器不是圆形,没有形成闭环,造成截齿裤体加热不均匀。
技术实现要素:
8.基于此,本实用新型的目的是提供一种旋挖截齿焊接自动生产线,以解决截齿裤体组织不均匀且硬度不均匀,焊接的合金头易掉的技术问题。
9.为实现上述目的,本实用新型提供如下技术方案:一种旋挖截齿焊接自动生产线,包括箱体,所述箱体的顶部安装有链板传输带,所述链板传输带的顶部设置有链板,所述链板的顶部安装有轴承座,所述轴承座的内侧通过轴承卡簧暗转能够有高温轴承,所述链板的顶部安装有圆柱齿轮,所述圆柱齿轮的顶部通过支撑圆管安装有截齿,所述圆柱齿轮的一侧啮合连接有直齿条,且所述直齿条的背部通过齿条支架与箱体连接,所述截齿的两侧设置有感应加热器。
10.通过采用上述技术方案,工作人员通过链板传输带的动力设备驱动其旋转,然后通过智能上料机构将截齿放置在链板上的支撑圆管上,链板传输带带动截齿移动,由于支撑圆管位于圆柱齿轮上,而圆柱齿轮与直齿条啮合,当链板在水平移动时,在直齿条的作用下,使得圆柱齿轮旋转,从而带动截齿转动,当截齿经过感应加热器时,即可对其均匀加热,提高了截齿加工的质量。
11.进一步的,所述齿条支架的内部中空,且齿条支架的一侧分别贯穿有第二进水口和出水口。
12.通过采用上述技术方案,工作人员将第二进水口与外部冷却水进水管连接,向齿条支架内注入冷却水,可以对直齿条进行散热。
13.进一步的,所述箱体的顶部一侧安装有振动按压机构,所述箱体的两侧分别安装有上料机构和机械手,且机械手的一侧设置有导料槽,所述箱体的一侧安装有第一进水口,且箱体的前端安装有水泵。
14.通过采用上述技术方案,所有操作全部实现自动化,减轻了工作人员劳动强度,提高了加工生产效率。
15.进一步的,所述链板传输带的传动方式采用蜗杆减速器+槽轮机构,实现步进方式,并采用伺服电机调速。
16.所述机械手夹紧及松开利用伸缩气缸带动齿轮齿条,使夹臂沿直线导轨运动,机械手的上下移位利用气缸伸缩实现,夹紧、移动速度无级可调,在操作工位可以显示,加热的工件采用红外线测温仪进行测量。
17.进一步的,所述箱体的内部中空,其通过第一进水口与与外部冷却水进水管连接,同时链板传输带的下方浸入箱体内注入的冷却水中。
18.通过采用上述技术方案,同时第一进水口外部冷却水进水管连接,可以向箱体内注入冷却水,对链板传输带进行冷却降温,提高设备使用寿命。
19.综上所述,本实用新型主要具有以下有益效果:
20.1、本实用新型通过设置支撑圆管、圆柱齿轮、链板、轴承座、高温轴承、轴承卡簧、直齿条和齿条支架,在工作时,工作人员通过链板传输带的动力设备驱动其旋转,然后通过智能上料机构将截齿放置在链板上的支撑圆管上,链板传输带带动截齿移动,由于支撑圆
管位于圆柱齿轮上,而圆柱齿轮与直齿条啮合,当链板在水平移动时,在直齿条的作用下,使得圆柱齿轮旋转,从而带动截齿转动,提高了截齿的加热均匀性;
21.2、本实用新型通过在齿条支架上开设空腔,同时齿条支架连接第二进水口和出水口,箱体一侧开设第一进水口,箱体外表面安装水泵,在加工过程中,第二进水口和第一进水口均连接外部冷却水进水管,向齿条支架和箱体内注入冷却水,可以对直齿条进行散热,同时链板传输带的下方浸入冷却水中,可以对链板传输带进行冷却,方便设备长时间工作。
附图说明
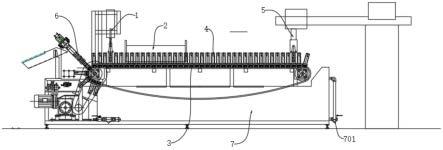
22.图1为本实用新型的结构示意图;
23.图2为本实用新型的截齿局部结构示意图;
24.图3为本实用新型的链板俯视结构示意图;
25.图4为本实用新型的箱体俯视结构示意图;
26.图5为本实用新型的齿条支架俯视结构示意图。
27.图中:1、振动按压机构;2、感应加热器;3、链板传输带;4、截齿;401、支撑圆管;402、圆柱齿轮;403、链板;404、轴承座;405、高温轴承;406、轴承卡簧;5、上料机构;6、机械手;7、箱体;701、第一进水口;702、水泵;8、直齿条;9、齿条支架;901、第二进水口;902、出水口。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
29.下面根据本实用新型的整体结构,对其实施例进行说明。
30.一种旋挖截齿焊接自动生产线,如图1、2、3、4、5所示,包括箱体7,箱体7的顶部安装有链板传输带3,链板传输带3的顶部设置有链板403,链板403的顶部安装有轴承座404,轴承座404的内侧通过轴承卡簧406暗转能够有高温轴承405,链板403的顶部安装有圆柱齿轮402,圆柱齿轮402的顶部通过支撑圆管401安装有截齿4,圆柱齿轮402的一侧啮合连接有直齿条8,且直齿条8的背部通过齿条支架9与箱体7连接,截齿4的两侧设置有感应加热器2,工作人员通过链板传输带3的动力设备驱动其旋转,然后通过智能上料机构5将截齿4放置在链板403上的支撑圆管401上,链板传输带3带动截齿4移动,由于支撑圆管401位于圆柱齿轮402上,而圆柱齿轮402与直齿条8啮合,当链板403在水平移动时,在直齿条8的作用下,使得圆柱齿轮402旋转,从而带动截齿4转动,当截齿4经过感应加热器2时,即可对其均匀加热,提高了截齿4加工的质量。
31.请参阅图4和5,齿条支架9的内部中空,且齿条支架9的一侧分别贯穿有第二进水口901和出水口902,工作人员将第二进水口901与外部冷却水进水管连接,向齿条支架9内注入冷却水,可以对直齿条8进行散热。
32.请参阅图1和4,箱体7的顶部一侧安装有振动按压机构1,箱体7的两侧分别安装有上料机构5和机械手6,且机械手6的一侧设置有导料槽,箱体7的一侧安装有第一进水口701,且箱体7的前端安装有水泵702,链板传输带3的传动方式采用蜗杆减速器+槽轮机构,
实现步进方式,并采用伺服电机调速,机械手6夹紧及松开利用伸缩气缸带动齿轮齿条,使夹臂沿直线导轨运动,机械手的上下移位利用气缸伸缩实现,夹紧、移动速度无级可调,在操作工位可以显示,加热的工件采用红外线测温仪进行测量,所有操作全部实现自动化,减轻了工作人员劳动强度,提高了加工生产效率。
33.请参阅图1和4,箱体7的内部中空,其通过第一进水口701与与外部冷却水进水管连接,同时链板传输带3的下方浸入箱体7内注入的冷却水中,同时第一进水口701外部冷却水进水管连接,可以向箱体7内注入冷却水,对链板传输带3进行冷却降温,提高设备使用寿命。
34.本实施例的实施原理为:首先,将箱体7、振动按压机构1、上料机构5和机械手6进行安装,然后接通电源,在工作时,工作人员通过链板传输带3的动力设备驱动其旋转,然后通过智能上料机构5将截齿4放置在链板403上的支撑圆管401上,链板传输带3带动截齿4移动,由于支撑圆管401位于圆柱齿轮402上,而圆柱齿轮402与直齿条8啮合,当链板403在水平移动时,在直齿条8的作用下,使得圆柱齿轮402旋转,从而带动截齿4转动,当截齿4经过感应加热器2时,即可对其均匀加热,在加工过程中,第二进水口901和第一进水口701均连接外部冷却水进水管,向齿条支架9和箱体7内注入冷却水,可以对直齿条8进行散热,同时链板传输带3的下方浸入冷却水中,可以对链板传输带3进行冷却,方便设备长时间工作。
35.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1