快换模总装的制作方法
1.本实用新型适用于车间生产,尤其涉及一种快换模总装。
背景技术:
2.车间内的挤压机通常需要定时更换模座以进行检修和维护。现有技术中的挤压机的包括两个工作工位,靠近挤压机中心处的,将模座送进或拉出挤压机的工位是后工位,靠近后工位用于放置待替换模座的是前工位。在更换模座时,待替换的模座放置在前工位上,从挤压机拉出的模座放置在后工位上,通过位于前工位和后工位上的一个移动台板移动两个模座。前工位的模座在进入挤压机进行工作后,需要保证操作工的视线不受阻挡,以便于对工作中的模座进行检修或维护。
技术实现要素:
3.综上所述,为优化现有技术中的不足,现提出一种快换模总装,需要更换模具时,可自动更换模具,做到节约时间,方便车间生产。
4.为实现上述目的,实用新型为一种快换模总装,包括放置部,所述放置部上设有前工位与靠近挤压机中心处的后工位,所述放置部下方连接有滑动扣件;所述前工位与后工位用于放置模具,还包括设置于放置部下方并与滑动扣件滑动连接的滑轨;以及设置于放置部下方的移动油缸,该移动油缸的输出端与滑动扣件连接,移动油缸驱动放置部使放置部能向远离前工位的方向移动一个工位,以带动置于其上的模具。
5.上述设置中,在进行模具的更换时,可通过移动油缸驱动放置部沿滑轨运动,使放置部能向远离前工位的方向移动一个工位,以带动置于其上的模具进行模具更换,实现模具快速更换。
6.进一步的,所述前工位与后工位上均设置有与模具底部匹配的放置槽。
7.更进一步的,在所述前工位与后工位上于模具两侧设有限位板,可以对移动中的模具起到很好的限位效果,放置模具在工位上发生晃动。
8.上述设置中,放置槽与模具的底部相互匹配卡接,使得放置单元可以满足模具移动过程中的稳定性。
9.进一步的,于所述放置部上设有顶模油缸安装座,该顶模油缸安装座上安装有顶模油缸。
10.更进一步的,所述顶模油缸的输出端设有接触圆盘。
11.上述设置中,顶模油缸的端部与模具接触,而接触圆盘抵在模具上,对模具进行稳固。
12.进一步的,还包括支撑架,而滑轨则平行设置于支撑架的左右边缘处,且滑轨与支撑架可拆卸连接。
13.更进一步的,还包括支撑架,该支撑架上于滑轨下方设有用于对滑轨限位的限位油缸。
14.本实用新型的有益效果:通过移动油缸驱动放置部沿滑轨运动,使放置部能向远离前工位的方向移动一个工位,以带动置于其上的模具进行模具更换,可实现进行自动快速换模,节省时间以及方便车间生产,同时又方便模具维修。
附图说明
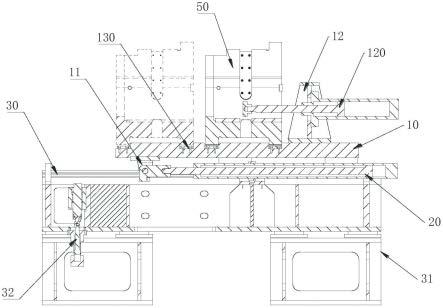
15.图1为本实用新型的剖面结构示意图。
16.图2为本实用新型的俯视图。
17.附图标记:放置部10,滑动扣件11,顶模油缸安装座12,前工位13a,后工位13b,限位板板(130a,130b),顶模油缸120,圆盘121,放置槽130;
18.移动油缸20;
19.滑轨30,支撑架31,限位油缸32
20.模具50。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
22.本实用新型实施例如下
23.本实用新型快换模总装,包括:放置部10,滑动扣件11,滑轨30,以及移动油缸20。
24.其中,参考图1所示,所述放置部10的初始位置位于前工位13a和后工位13b上,且所述放置部10下方连接有滑动扣件11,所述前工位13a与后工位13b用于放置模具50,
25.还包括设置于放置部10下方并与滑动扣件11滑动连接的滑轨30,以及设置于放置部10下方的移动油缸20,该移动油缸20的输出端与滑动扣件11连接,移动油缸20驱动放置部10使放置部10能向远离前工位13a的方向移动一个工位,以带动置于其上的模具50。
26.上述设置中,滑动扣件11扣接于滑轨30上,同时滑动扣件11与放置部10之间设有缓冲垫片。
27.参考图1-图2所示,为了提高模具的放置稳定性,本实用新型中所述放置部10的放置面上至少设置有两个放置单元13,且每个放置单元13上均设置有与模具50底部匹配的放置槽130。
28.参考图2所示,本实用新型中所述前工位13a与后工位13b上均设置有与模具50底部匹配的放置槽130,同时在所述前工位13a与后工位13b上于模具50两侧设有限位板(130a,130b)。
29.参考图1-图2所示,为了进一步提高模具移动或更换过程中的稳定性,于所述放置部10上设有顶模油缸安装座12,该顶模油缸安装座12上安装有顶模油缸120。
30.参考图1-图2所示,所述顶模油缸120的输出端设有接触圆盘121。
31.参考图1-图2所示,该换模总装还包括支撑架31,而滑轨30则平行设置于支撑架31的左右边缘处,且滑轨30与支撑架31可拆卸连接。
32.参考图1-图2所示,该换模总装还包括支撑架31,该支撑架31上于滑轨30下方设有用于对滑轨30限位的限位油缸32。
33.上述限位油缸32可对滑轨30上的滑动扣件11进行限位,防止其过分移动。
34.在本实用新型中,可使用可编程控制器对移动油缸20、顶出油缸120以及限位油缸32进行控制。
35.实际使用中,移动油缸20将放置部10上的模具图1中的左侧进行移动(实线向虚线),当滑动扣件11移动至合适位置时(另外的换模器械),支撑架31上的限位油缸32对滑轨30上的滑动扣件11进行限位,在移动过程中,顶出油缸120对模具进行固定。
36.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.快换模总装,包括放置部(10),所述放置部(10)上设有前工位(13a)与靠近挤压机中心处的后工位(13b),其特征在于:所述放置部(10)下方连接有滑动扣件(11);所述前工位(13a)与后工位(13b)用于放置模具(50),还包括设置于放置部(10)下方并与滑动扣件(11)滑动连接的滑轨(30);以及设置于放置部(10)下方的移动油缸(20),该移动油缸(20)的输出端与滑动扣件(11)连接,移动油缸(20)驱动放置部(10)使放置部(10)能向远离前工位(13a)的方向移动一个工位,以带动置于其上的模具(50)。2.根据权利要求1所述快换模总装,其特征在于,所述前工位(13a)与后工位(13b)上均设置有与模具(50)底部匹配的放置槽(130)。3.根据权利要求2所述快换模总装,其特征在于,在所述前工位(13a)与后工位(13b)上于模具(50)两侧设有限位板(130a,130b)。4.根据权利要求1所述快换模总装,其特征在于,于所述放置部(10)上设有顶模油缸安装座(12),该顶模油缸安装座(12)上安装有顶模油缸(120)。5.根据权利要求4所述快换模总装,其特征在于,所述顶模油缸(120)的输出端设有接触圆盘(121)。6.根据权利要求1所述快换模总装,其特征在于,还包括支撑架(31),而滑轨(30)则平行设置于支撑架(31)的左右边缘处,且滑轨(30)与支撑架(31)可拆卸连接。7.根据权利要求1或5所述快换模总装,其特征在于,还包括支撑架(31),该支撑架(31)上于滑轨(30)下方设有用于对滑轨(30)上的滑动扣件(11)进行限位的限位油缸(32)。
技术总结
本实用新型适用于车间生产,尤其涉及一种快换模总装。包括放置部,所述放置部上设有前工位与靠近挤压机中心处的后工位,所述放置部下方连接有滑动扣件;所述前工位与后工位用于放置模具,还包括设置于放置部下方并与滑动扣件滑动连接的滑轨;以及设置于放置部下方的移动油缸,该移动油缸的输出端与移动扣件连接,移动油缸驱动放置部使放置部能向远离前工位的方向移动一个工位,以带动置于其上的模具。通过移动油缸驱动放置部沿滑轨运动,使放置部能向远离前工位的方向移动一个工位,以带动置于其上的模具进行模具更换,实现模具快速更换。换。换。
技术研发人员:王小艳 张超明 杨俊 舒文证 邓清水
受保护的技术使用者:浙江明源机械设备有限公司
技术研发日:2022.05.09
技术公布日:2022/9/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1