一种具有定点喷雾功能的压铸机的制作方法
1.本实用新型属于模具加工设备技术领域,涉及一种具有定点喷雾功能的压铸机。
背景技术:
2.压铸工艺是在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件的方法,主要过程包括脱模剂喷涂、模具合模、材料注入、冷却凝固、开模、产品顶出并取下。其中,喷涂脱模剂正是为了在型腔表面形成一层薄膜与液态金属隔离,所以脱模剂的合理喷涂是保证铸件质量、压铸件寿命、生产效率的一个重要因素。然而在实际生产过程中,由于产品结构复杂导致模具内侧喷涂难度较高,仅通过外置喷雾机难以满足喷涂需求;此外,脱模剂喷涂过程用时约占总生产周期的45%,因此在保证喷雾效果的前提下,缩短喷雾时间将对整体压铸生产效率的提升具有重大影响。
技术实现要素:
3.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种具有定点喷雾功能的压铸机,用于解决仅通过外置喷雾机进行脱模剂喷涂时存在的喷涂效果较差、用时较长的问题。
4.本实用新型的目的可以通过以下技术方案来实现:
5.一种具有定点喷雾功能的压铸机,包括相对设置的动模座及定模座、设于动模座上的动模、设于定模座上的定模,以及喷雾机构;
6.所述的喷雾机构包括分别设于动模座及定模座上的喷雾座,以及依次与喷雾座相连接的角度调节组件、喷雾组件。
7.所述的喷雾机构用于配合外置喷雾机,对动模及定模喷涂脱模剂,其中,喷雾组件用于将喷雾涂料,如脱模剂与高压空气混合并喷出,角度调节组件用于调整喷雾角度,使其能够覆盖复杂模具中外置喷雾机难以达到的喷涂区域,从而在保证喷雾量的基础上减少喷雾时间,缩短生产周期,提高生产效率。
8.进一步地,所述的角度调节组件包括与喷雾座依次连接的横向轴、连接块、纵向轴;
9.所述的连接块分别与横向轴及纵向轴转动连接;
10.所述的纵向轴的一端与喷雾组件固定连接。
11.所述的横向轴与纵向轴垂直设置,并通过转动连接块及喷雾组件调整喷雾角度。
12.进一步地,所述的喷雾组件包括与纵向轴的一端固定连接的壳体、设于壳体上的喷嘴,以及设于壳体上并分别与喷嘴相连通的喷雾涂料接头及压缩空气接头。
13.进一步地,所述的喷雾涂料接头及压缩空气接头的连接管路上分别设有流量控制电磁阀,以控制喷雾涂料的喷雾量。
14.进一步地,所述的喷嘴为雾化喷嘴。
15.进一步地,所述的喷雾组件用于对相对一侧的模具进行喷雾。
16.进一步地,所述的纵向轴与壳体之间螺纹连接。
17.进一步地,所述的喷雾座布设于动模及定模外围。
18.工作原理:本压铸机在使用前,转动连接块及壳体,根据外置喷雾机的工作范围调整喷雾角度,以覆盖模具表面并避免模具内相同位置的重复喷涂,在压铸机首次进行脱模剂喷涂过程中,喷雾机构与外置喷雾机同时工作,以提高喷涂效率;随后在压铸机的每个生产周期中,因外置喷雾机的工作区域与产品取出机械的工作区域之间存在干涉,导致外置喷雾机需等待产品完全取出后才可进入压铸机进行喷涂作业,故在本实用新型中,在产品取出移动阶段,即启动喷雾机构,先对部分模具进行喷涂工作,待产品完全脱离压铸机后,再启动外置喷雾机,以尽可能减少喷雾时间、提高工作效率。
19.与现有技术相比,本实用新型具有以下特点:
20.1)通过纵向轴及横向轴可方便调节各个喷雾机构的喷涂角度,以配合外置喷雾机满足喷涂要求;
21.2)通过本实用新型中的喷雾机构,实现在压铸工艺的产品取出移动阶段,提前启动喷涂作业,进入脱模剂喷涂阶段,从而缩短压铸工艺的生产周期,提高生产效率。
附图说明
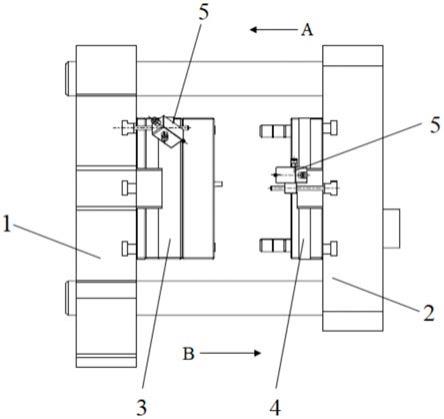
22.图1为本实用新型中一种具有定点喷雾功能的压铸机的结构示意图;
23.图2为图1中a向视图;
24.图3为图1中b向视图;
25.图4为喷雾机构的立体结构示意图;
26.图5为喷雾机构的主视图;
27.图中标记说明:
28.1-动模座、2-定模座、3-动模、4-定模、5-喷雾机构、501-喷雾座、502-横向轴、503-连接块、504-纵向轴、505-壳体、506-喷嘴、507-喷雾涂料接头、508-压缩空气接头。
具体实施方式
29.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
30.实施例:
31.如图1所示的一种具有定点喷雾功能的压铸机,包括相对设置的如图2所示的动模座1及如图3所示的定模座2、设于动模座1上的动模3、设于定模座2上的定模4,以及喷雾机构5;
32.如图4及图5所示的喷雾机构5包括分别设于动模座1及定模座2上并布设于动模3及定模4外的喷雾座501,以及依次与喷雾座501相连接的角度调节组件、喷雾组件;其中角度调节组件包括与喷雾座501依次连接的横向轴502、连接块503、纵向轴504,连接块503分别与横向轴502及纵向轴504转动连接;纵向轴504的一端与壳体505螺纹连接;喷雾组件包括与纵向轴504的一端固定连接的壳体505、设于壳体505上的喷嘴506,以及设于壳体505上并分别与喷嘴506相连通的喷雾涂料接头507及压缩空气接头508,其中喷嘴506为雾化喷
嘴。此外,喷雾涂料接头507及压缩空气接头508的连接管路上分别设有流量控制电磁阀,以控制喷雾涂料的喷雾量。
33.工作原理:本压铸机在使用前,转动连接块503及壳体505,根据外置喷雾机的工作范围调整喷雾角度,以覆盖模具表面并避免模具内相同位置的重复喷涂,在压铸机首次进行脱模剂喷涂过程中,喷雾机构5与外置喷雾机同时工作,以提高喷涂效率;随后在压铸机的每个生产周期中,因外置喷雾机的工作区域与产品取出机械的工作区域之间存在干涉,导致外置喷雾机需等待产品完全取出后才可进入压铸机进行喷涂作业,故在本实用新型中,在产品取出移动阶段,即启动喷雾机构5,先对部分模具进行喷涂工作,待产品完全脱离压铸机后,再启动外置喷雾机,以尽可能减少喷雾时间、提高工作效率。
34.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1