砂芯传送加工装置的制作方法
[0001]
本实用新型属于模具加工领域,具体涉及砂芯传送加工装置。
背景技术:
[0002]
为了提高铸件的表面质量,通常要在砂芯批量加工完成后,在砂芯表面涂敷一层耐火涂料,以改善其表面耐热性、化学稳定性、抗金属液冲刷性、抗粘砂性等性能。常规的涂覆方式,是采用毛刷蘸取涂料涂覆到砂芯的周面上,人工涂覆的速度较慢慢,不适用于大批量砂芯的涂覆加工,所以会采用浸涂的方式进行涂料的涂覆,只需将砂芯浸没到涂料中,即可完成砂芯表面的涂料涂覆。
[0003]
采用浸涂的方式涂覆后,人手比较难以握持砂芯的未涂覆处,也就导致浸涂后的砂芯不便传送;同时浸涂后的砂芯上形成的涂料层较厚,当涂料层未干燥,且对砂芯进行转移时,砂芯上会有大量的液态耐火涂料直接掉落到地面上,难以对该部分液态耐火涂料进行回收,会直接导致该部分涂料被浪费,提高了砂芯的加工成本。
技术实现要素:
[0004]
本实用新型意在提供砂芯传送加工装置,以解决砂芯浸涂方式中,涂料层未干燥前容易从砂芯上掉落,进而导致涂料被浪费的问题。
[0005]
为了达到上述目的,本实用新型的基础方案如下:砂芯传送加工装置,包括传送单元、涂覆单元和烘干单元,传送单元包括网状的传送带以及带动传送带转动的动力部;涂覆单元包括环状的喷淋块以及设置在喷淋块内的送料泵,喷淋块的底部设有收集腔,传送带水平穿过环状的喷淋块并且传送带位于收集腔的上方;喷淋块内设有与送料泵连通的喷淋腔,喷淋块的内壁上设有若干与喷淋腔连通的喷淋孔;烘干单元包括环状的烘干壳,烘干壳的内壁上设有若干电热丝,传送带水平穿过环状的烘干壳。
[0006]
基础方案的原理及其优点:传送单元中的动力部启动,动力部带动传送带转动,此时将砂芯放置到传送带上,传送带将砂芯传递至喷淋块内;同时送料泵向喷淋腔内泵入涂料,涂料从喷淋孔处喷出,对砂芯进行喷淋处理,涂料附着到了砂芯上,实现对涂料的涂覆。
[0007]
在喷淋的过程中,多余的涂料通过网状的传送带回到收集腔内,实现对涂料的回收,能有效的减少对涂料的浪费量。
[0008]
当砂芯完成涂料的喷淋后,传送带继续将砂芯向烘干壳的方向传送,砂芯移动至烘干壳处时,烘干壳对涂料层进行烘干处理;然后传送带继续对砂芯进行传送,砂芯向远离烘干壳的方向移动,传送带上的砂芯稍微冷却后,即可取下传送带上的砂芯。
[0009]
通过本装置,砂芯能够快速的通过喷淋的方式完成涂料的涂覆;涂覆过程中,多余的涂料会快速的穿过网状的传送带回收至收集腔,让涂料得到充分的利用;同时烘干壳能够快速的对涂料层进行烘干定型,提升了砂芯的涂覆加工效率。
[0010]
进一步,还包括回收管以及补充涂料的补充管,送料泵包括抽吸口和排出口,回收管的下端与收集腔的底部连通,回收管的上端与送料泵的抽吸口连通,送料泵的排出口与
喷淋腔连通;补充管的一端与送料泵的抽吸口连通。
[0011]
通过上述设置,启动送料泵时,送料泵通过回收管对收集腔的涂料进行吸附回收,送料泵将多余的涂料再次泵入到喷淋腔内,再次对砂芯进行涂料的喷淋涂覆;当喷淋腔内的涂料不足时,通过补充管吸附涂料对喷淋腔内的涂料进行补充,实现对涂料的充分利用。
[0012]
进一步,喷淋孔均匀分布在喷淋块内壁的顶面和两个竖直侧面上,且喷淋孔均位于传送带的上方。
[0013]
通过上述设置,喷淋孔均匀的分布在喷淋块的内壁上,能够有效的让喷淋孔与砂芯的侧面和顶面相对,使得涂料能够准确的喷淋到砂芯的表面上。
[0014]
进一步,传送带包括环状的网状部以及两个链条,两个链条分别固定设置在网状部的两侧上,动力部为可与链条装配的链轮。
[0015]
通过链条与链轮的配合,能够准确的带动网状部移动,进而准确的带动网状部上的砂芯移动。
[0016]
进一步,网状部为钢丝网。
[0017]
钢丝网具有柔韧性和高强度的特点,既能够随着链轮的传送发生弯曲,也能够对砂芯进行稳定的支撑传送;同时钢丝网之间的孔较大,便于多余的涂料快速的穿过钢丝网进入到收集腔中,也能增加对涂料的回收量。
[0018]
进一步,电热丝呈环状,电热丝竖直设置,且电热丝的外圈与烘干壳的内壁固定连接。
[0019]
当砂芯移动至烘干壳内时,电热丝也围绕在砂芯的四周,进而能对砂芯外的涂料层进行均匀且快速的烘干。
[0020]
进一步,喷淋块和烘干壳之间设有回收盒,回收盒设置在环状的传送带之间,回收盒的上端为敞口,回收盒的一端与烘干壳的竖直侧面相抵,回收盒的另一端与喷淋块的竖直侧面固定连接,且回收盒与收集腔连通。
[0021]
当砂芯从喷淋块进入到烘干壳时,砂芯上滴落的多余的涂料会进入到回收盒内,回收盒能对此部分多余的涂料进行进一步的回收,增加涂料的回收量;同时此部分涂料可进入到收集腔中,便于回收管对其进行回收利用。
[0022]
进一步,回收盒的底面与收集腔的底面共面。
[0023]
通过上述设置,回收盒回收的涂料和收集腔内的涂料均可以被回收管同步回收利用,能够提升涂料的回收利用效率。
[0024]
进一步,回收盒内设置有若干刮板,刮板与传送带网状部的下表面滑动接触。
[0025]
当钢丝网滑过回收盒上端的敞口处时,刮板与钢丝网的下表面接触,进而将粘附在钢丝网下表面上的涂料刮除,刮板能将涂料导回至回收盒内,增加涂料的回收量和效率。
[0026]
进一步,刮板倾斜设置。
[0027]
通过上述设置,刮板上粘附的涂料会沿倾斜设置的刮板快速的滑落至回收盒内,进一步提升涂料的回收效率。
附图说明
[0028]
图1为本实用新型实施例1砂芯传送加工装置主视方向的结构示意图;
[0029]
图2为图1的俯视图;
[0030]
图3为图1中涂覆单元右视方向的剖视图;
[0031]
图4为图1中烘干单元右视方向的剖视图;
[0032]
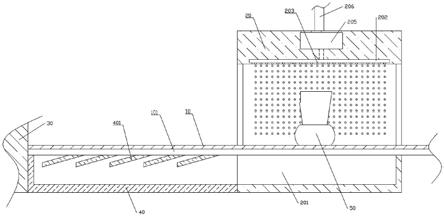
图5为本实用新型实施例2砂芯传送加工装置主视方向的结构示意图;
[0033]
图6为图5中涂覆单元和回收盒的放大剖视图。
具体实施方式
[0034]
下面通过具体实施方式进一步详细的说明:
[0035]
说明书附图中的附图标记包括:钢丝网10、链条101、链轮102、电动机103、喷淋块20、收集腔201、喷淋腔202、喷淋孔203、回收管204、送料泵205、补充管206、烘干壳30、电热丝301、回收盒40、刮板401、砂芯50。
[0036]
实施例1
[0037]
实施例1基本如附图1、附图2、附图3和附图4所示:砂芯传送加工装置,包括机架(图中未画出)、传送单元、涂覆单元、烘干单元、回收管204以及补充涂料的补充管206,传送单元包括柔性的钢丝网10、两个链条101、四个可与链条101装配的链轮102以及两个电动机103,钢丝网10呈环状,两条链条101分别焊接在钢丝网10的两侧,钢丝网10为型号为gtc-65a的钛克网,便于与链条101同步产生弯曲形变;同时,如图2所示,其中两个链轮102与两个链条101的左端装配,另外两个链轮102与两个链条101的右端装配,左侧的两个链轮102与左侧电动机103的动力输出端焊接,右侧的两个链轮102与右侧电动机103的动力输出端焊接。
[0038]
如图3所示,涂覆单元包括环状的喷淋块20以及设置在喷淋块20内的送料泵205(图中未画出),喷淋块20呈长方体状,且喷淋块20的水平同轴设置有供钢丝网10和链条101水平穿过的连通腔,连通腔贯穿喷淋块20,连通腔呈长方体状,喷淋块20的底部设有收集腔201,钢丝网10和链条101位于收集腔201的上方;喷淋块20内设有与送料泵205连通的喷淋腔202,喷淋腔202的纵截面呈“n”字型,喷淋块20的内壁上设有若干与喷淋腔202连通的喷淋孔203;喷淋孔203均匀分布在喷淋块20内壁的顶面和两个竖直侧面上,且喷淋孔203均位于传送带的上方;同时送料泵205的左端上设有抽吸口,送料泵205的右端上设有排出口,回收管204的下端与收集腔201的底部连通,回收管204的上端与送料泵205的抽吸口连通,送料泵205的排出口与喷淋腔202连通;补充管206的下端与回收管204连通,进而实现补充管206与送料泵205抽吸口的连通。
[0039]
如图4所示,烘干单元包括环状的烘干壳30,钢丝网10和链条101水平穿过环状的烘干壳30,烘干壳30的内壁上设有若干环状的电热丝301;如图1所示,烘干壳30位于喷淋块20的左侧,且烘干壳30和喷淋块20均与机架焊接。
[0040]
本实施例中的砂芯传送加工装置在使用时,启动送料泵205、电热丝301和两个电动机103,将待涂覆涂料的砂芯50放置到钢丝网10的右端上,此时两个电动机103带动四个链轮102同步转动,四个链轮102带动两个链条101转动,两个链条101带动环状的钢丝网10转动,进而带动砂芯50向左移动。
[0041]
当砂芯50移动至喷淋块20处时,砂芯50进入到喷淋块20内,当砂芯50与喷淋孔203相对时,喷淋块20内壁上的所有的喷淋孔203均喷出涂料,涂料喷出至砂芯50上,实现涂料的涂覆;然后多余的涂料经过钢丝网10进入到收集腔201内,实现对涂料的回收;在对砂芯
50进行喷淋时,部分涂料会冲击到喷淋块20的内壁上,此部分涂料也会沿喷淋块20的内壁流入到收集腔201内;与此同时,送料泵205通过回收管204对收集腔201内收集的涂料进行抽吸,使得回收后的涂料再次在送料泵205的输送作用下通过喷淋腔202后从喷淋孔203处喷出,实现对涂料的再次利用;当收集腔201内的涂料不够时,通过补充管206向喷淋腔202内补充涂料即可,可以实现涂料的随时补充。
[0042]
被涂料涂覆后的砂芯50被继续向左传送,砂芯50移动至烘干壳30内,此时电热丝301能对砂芯50表面上的涂料层进行烘干处理,能够让该涂料层快速的定型;当砂芯50从烘干壳30中移出,稍微冷却后,即可取下钢丝网10上的砂芯50,即可完成砂芯50的涂覆加工。
[0043]
实施例2
[0044]
实施例2与实施例1的不同之处在于,实施例2基本如附图5和附图6所示,喷淋块20和烘干壳30之间设有回收盒40,回收盒40设置在传送带的环形区域内,回收盒40的上端为敞口,回收盒40的左端与烘干壳30的右侧面相抵,回收盒40的右端与喷淋块20的左侧面焊接,且回收盒40与收集腔201连通,回收盒40的底面与收集腔201的底面共面。
[0045]
如图6所示,回收盒40内焊接有五个刮板401,刮板401与钢丝网10的下表面滑动接触,刮板401倾斜设置。
[0046]
本实施例中的砂芯传送加工装置在使用时与实施例1相比有如下不同之处,当喷淋了涂料的砂芯50向烘干壳30的方向移动时,砂芯50上继续掉落的涂料会进入到回收盒40内;同时钢丝网10上表面上粘附的大部分涂料沿圆柱状的钢丝流动至钢丝的下侧上,当五个刮板401与钢丝网10的下表面接触时,五个刮板401能将粘附在钢丝网10上的涂料进行清除,且将刮除后的涂料导入到回收盒40内。
[0047]
回收盒40内收集的涂料能够与收集腔201内收集的涂料混合,且被回收管204同步回收利用,能够有效的提升涂料的回收量和回收效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1