一种内模喷涂保护工装的制作方法
1.本实用新型涉及机械技术领域,具体地说是一种内模喷涂保护工装。
背景技术:
2.铝活塞重力铸造广泛使用金属型模具。活塞模具结构复杂,一般由顶模、外模、镶块、销子、内模等多个部件拼合而成。在铸造生产过程中,活塞模具需要定期进行维护保养,主要分为喷砂和喷涂两个步骤。喷砂的主要目的是清除模具表面粘铝和旧涂料,并增加模具表面的粗糙度。喷涂的目的是使模具表面粘附新的涂层,有利于提高模具温度,延长模具寿命,便于铸件脱模。
3.内模的几何结构构成了活塞铸件的内腔结构,是活塞模具中最重要的部分。在喷砂过程中,砂粒在清洁模具表面的同时,也造成模具表面的遗损,尤其是分型面处的遗损。这些遗损引起铸件重量超重,分型面的遗损也使得内模无法与其他模具部件很好的拼合,引起铸件披锋。
4.在喷涂过程中,内模与铸件接触的部分需要喷涂保温涂料,与其他模具部件接触的部分需要喷涂稀释后的石墨乳剂,有利于模具间的运动。不同的涂料在喷涂作业中,容易造成涂料污染,影响模具涂料的效果,引起铸造缺陷。
5.因此,需要设计一种内模喷涂保护工装,以解决喷砂、喷涂时模具分型线区域的遗损和涂料的相互污染问题。
技术实现要素:
6.本实用新型的目的是克服现有技术的不足,提供了一种内模喷涂保护工装,以解决喷砂、喷涂时模具分型线区域的遗损和涂料的相互污染问题。
7.为了达到上述目的,本实用新型是一种内模喷涂保护工装,包括前侧挡板、后侧挡板、螺丝,前侧挡板与后侧挡板之间采用螺丝紧固,前侧挡板、后侧挡板的底部为平面结构,平面结构用于定位,平面结构放置在内模定位端面上,内模位于前侧挡板与后侧挡板之间,前侧挡板、后侧挡板的顶部形状与内模分型线的结构相同,前侧挡板、后侧挡板的高度等于内模定位端面与内模分型线之间的间距。
8.所述的螺丝为两个,分别位于前侧挡板和后侧挡板的左右两侧。
9.本实用新型同现有技术相比,设计了内模喷涂保护工装,挡板的高度根据内模定位端面与内模分型线的距离设计,挡板的顶部形状完全贴合内模分型线的结构,有效解决了喷砂、喷涂时模具分型线区域的遗损和涂料的相互污染问题。本实用新型结构简单,造价便宜,便于安装和拆卸,实用性强,能够满足同一产品多套模具的共同使用。
附图说明
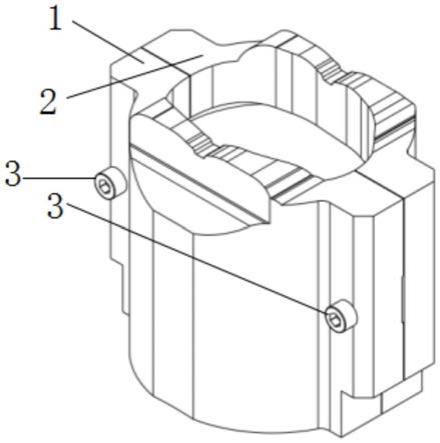
10.图1 为本实用新型的结构图。
11.图2为本实用新型的使用示意图。
具体实施方式
12.现结合附图对本实用新型做进一步描述。
13.参见图1、图2,本实用新型是一种内模喷涂保护工装,包括前侧挡板、后侧挡板、螺丝,前侧挡板1与后侧挡板2之间采用螺丝3紧固,前侧挡板1、后侧挡板2的底部为平面结构,平面结构放置在内模定位端面6上,内模4位于前侧挡板1与后侧挡板2之间,前侧挡板1、后侧挡板2的顶部形状与内模分型线5的结构相同,前侧挡板1、后侧挡板2的高度等于内模定位端面6与内模分型线5之间的间距。
14.本实用新型中,螺丝3为两个,分别位于前侧挡板1和后侧挡板2的左右两侧。
15.本实用新型在喷砂作业前,将前侧挡板1,后侧挡板2放在内模定位端面6上,然后将装有喷涂保护工装的内模放进喷砂机进行喷砂,保护内模分型线5。喷砂后用气枪清理内模表面,然后将装有喷涂保护工装的内模放进250℃烘箱预热1小时,出烘箱后对内模表面进行喷涂作业。最后松开螺丝3,取出前侧挡板1和后侧挡板2,对内模4底部区域进行石墨涂刷作业。
16.本实用新型设计了内模喷涂保护工装,挡板的高度根据内模定位端面与内模分型线的距离设计,挡板的顶部形状完全贴合内模分型线的结构,有效解决了喷涂时模具分型线区域的遗损和涂料的相互污染问题。本实用新型结构简单,造价便宜,便于安装和拆卸,实用性强,能够满足同一产品多套模具的共同使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1