一种金属模具模芯铸造成型装置的制作方法
1.本实用新型涉及铸造设备的技术领域,特别是涉及一种金属模具模芯铸造成型装置。
背景技术:
2.众所周知,铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属,而铸模的材料可以是砂、金属甚至陶瓷。但是现有金属模具中的模芯在使用现有的铸造设备时,其不便与对正在铸造中的模芯进行冷却,成型效率较慢,而且模芯成型之后不便将其拿取,局限性较高。
技术实现要素:
3.为解决上述技术问题,本实用新型提供一种可以对正在铸造中的模芯进行冷却,从而提高其成型效率,而且便于对成型后的模芯进行拿取,降低其局限性的金属模具模芯铸造成型装置。
4.本实用新型的一种金属模具模芯铸造成型装置,包括底架、侧支架、顶板、油缸、油缸杆、上模、下模、冷却箱、两组导水管、两组控制阀、储油箱、油泵、导油管、控制器、推板、推杆和顶出气缸,侧支架安装在底架顶端左部,顶板安装在侧支架顶端右部,油缸安装在顶板上,油缸杆顶端与油缸输出端连接,上模安装在油缸杆底端,下模安装在冷却箱顶端,冷却箱安装在底架顶端,冷却箱内部设置有冷却腔,一组导水管的输出端穿过冷却箱右端后部与冷却腔连通,导水管输入端与冷却水源连接,一组导水管的输入端穿过冷却箱右端前部与冷却腔连通,导水管输出端与冷却水源连接,两组控制阀分别安装在两组导水管上,储油箱安装在底架后端下部,储油箱内部设置有储油腔,储油箱顶端连通设置有进油管,油泵安装在储油箱顶端,油泵输入端穿过储油箱顶端伸至储油腔下侧,油泵输出端与导油管输入端连接,导油管输出端与油缸输入端连接,控制器安装在顶板右端中部,下模内部底端设置有放置槽,顶出气缸安装在放置槽内,推杆底端与顶出气缸输出端连接,推板安装在推杆顶端,并且推板顶端与下模内部下端平齐,控制器与油缸和油泵电连接。
5.本实用新型的一种金属模具模芯铸造成型装置,还包括观察窗,储油箱后端连通设置有开口,观察窗安装在开口处。
6.本实用新型的一种金属模具模芯铸造成型装置,还包括储物室和隔板,底架右端连通设置有腔室,储物室安装在腔室内,隔板安装在储物室内部。
7.本实用新型的一种金属模具模芯铸造成型装置,还包括四组固定片,四组固定片分别安装在底架左端前部和后部以及底架右端前部和后部。
8.本实用新型的一种金属模具模芯铸造成型装置,还包括报警灯,报警灯安装在控制器顶端,报警灯与控制器电连接。
9.本实用新型的一种金属模具模芯铸造成型装置,还包括急停按钮,急停按钮安装
在控制器右端,急停按钮与控制器电连接。
10.与现有技术相比本实用新型的有益效果为:将金属液导入至下模内,然后将机油通过进油管导入至储油腔,之后通过控制器打开油泵,使储油腔内的机油通过油泵和导油管导入至油缸内,油缸则带动油缸杆和上模向下运动,上模则在下模内形成密闭空间,从而铸造成型该模具模芯,同时打开两组控制阀,使冷却水源中的水通过两组导水管在冷却箱内进行循环,从而使其对下模内的金属液进行冷却使其快速成型,待下模内的模芯成型后,通过控制器打开油泵,使储油腔内的机油通过油泵和导油管导入至油缸内,油缸则带动油缸杆和上模向下运动,之后通过控制器打开顶出气缸,使推杆带动推板向上运动,推板则带动成型后的模芯向上运动,然后工作人员将其拿取,通过设置此设备,可以对正在铸造中的模芯进行冷却,从而提高其成型效率,而且便于对成型后的模芯进行拿取,降低其局限性。
附图说明
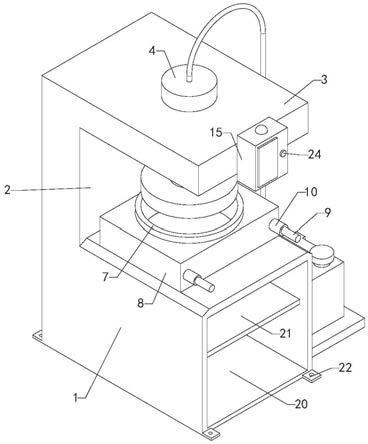
11.图1是本实用新型的轴侧图;
12.图2是图1的后视结构示意图;
13.图3是图1中下模的结构示意图;
14.附图中标记:1、底架;2、侧支架;3、顶板;4、油缸;5、油缸杆;6、上模;7、下模;8、冷却箱;9、导水管;10、控制阀;11、储油箱;12、进油管;13、油泵;14、导油管;15、控制器;16、推板;17、推杆;18、顶出气缸;19、观察窗;20、储物室;21、隔板;22、固定片;23、报警灯;24、急停按钮。
具体实施方式
15.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
16.如图1至图3所示,本实用新型的一种金属模具模芯铸造成型装置,包括底架1、侧支架2、顶板3、油缸4、油缸杆5、上模6、下模7、冷却箱8、两组导水管9、两组控制阀10、储油箱11、油泵13、导油管14、控制器15、推板16、推杆17和顶出气缸18,侧支架2安装在底架1顶端左部,顶板3安装在侧支架2顶端右部,油缸4安装在顶板3上,油缸杆5顶端与油缸4输出端连接,上模6安装在油缸杆5底端,下模7安装在冷却箱8顶端,冷却箱8安装在底架1顶端,冷却箱8内部设置有冷却腔,一组导水管9的输出端穿过冷却箱8右端后部与冷却腔连通,导水管9输入端与冷却水源连接,一组导水管9的输入端穿过冷却箱8右端前部与冷却腔连通,导水管9输出端与冷却水源连接,两组控制阀10分别安装在两组导水管9上,储油箱11安装在底架1后端下部,储油箱11内部设置有储油腔,储油箱11顶端连通设置有进油管12,油泵13安装在储油箱11顶端,油泵13输入端穿过储油箱11顶端伸至储油腔下侧,油泵13输出端与导油管14输入端连接,导油管14输出端与油缸4输入端连接,控制器15安装在顶板3右端中部,下模7内部底端设置有放置槽,顶出气缸18安装在放置槽内,推杆17底端与顶出气缸18输出端连接,推板16安装在推杆17顶端,并且推板16顶端与下模7内部下端平齐,控制器15与油缸4和油泵13电连接;将金属液导入至下模7内,然后将机油通过进油管12导入至储油腔,之后通过控制器15打开油泵13,使储油腔内的机油通过油泵13和导油管14导入至油缸4内,油缸4则带动油缸杆5和上模6向下运动,上模6则在下模7内形成密闭空间,从而铸造成型该模
具模芯,同时打开两组控制阀10,使冷却水源中的水通过两组导水管9在冷却箱8内进行循环,从而使其对下模7内的金属液进行冷却使其快速成型,待下模7内的模芯成型后,通过控制器15打开油泵13,使储油腔内的机油通过油泵13和导油管14导入至油缸4内,油缸4则带动油缸杆5和上模6向下运动,之后通过控制器15打开顶出气缸18,使推杆17带动推板16向上运动,推板16则带动成型后的模芯向上运动,然后工作人员将其拿取,通过设置此设备,可以对正在铸造中的模芯进行冷却,从而提高其成型效率,而且便于对成型后的模芯进行拿取,降低其局限性。
17.本实用新型的一种金属模具模芯铸造成型装置,还包括观察窗19,储油箱11后端连通设置有开口,观察窗19安装在开口处;通过设置观察窗19,便于得知储油腔内机油的容量,从而便于及时对其进行补充。
18.本实用新型的一种金属模具模芯铸造成型装置,还包括储物室20和隔板21,底架1右端连通设置有腔室,储物室20安装在腔室内,隔板21安装在储物室20内部;通过设置储物室20和隔板21,不仅可以盛放检修设备的工具,而且还可以节省底架1用料,降低成本。
19.本实用新型的一种金属模具模芯铸造成型装置,还包括四组固定片22,四组固定片22分别安装在底架1左端前部和后部以及底架1右端前部和后部;将底架1放置在地面上,然后使四组螺栓穿过四组固定片22固定在地面上,从而对底架1整体进行固定。
20.本实用新型的一种金属模具模芯铸造成型装置,还包括报警灯23,报警灯23安装在控制器15顶端,报警灯23与控制器15电连接;通过设置报警灯23,当设备出现故障时,报警灯23则闪烁,可以用来告知工作人员。
21.本实用新型的一种金属模具模芯铸造成型装置,还包括急停按钮24,急停按钮24安装在控制器15右端,急停按钮24与控制器15电连接;通过设置急停按钮24,当设备在进行工作时出现紧急情况时,通过按急停按钮24可以使设备停止运行,提高其安全性。
22.本实用新型的一种金属模具模芯铸造成型装置,其在工作时,首先将金属液导入至下模7内,然后将机油通过进油管12导入至储油腔,之后通过控制器15打开油泵13,使储油腔内的机油通过油泵13和导油管14导入至油缸4内,油缸4则带动油缸杆5和上模6向下运动,上模6则在下模7内形成密闭空间,从而铸造成型该模具模芯,同时打开两组控制阀10,使冷却水源中的水通过两组导水管9在冷却箱8内进行循环,从而使其对下模7内的金属液进行冷却使模芯快速成型,待下模7内的模芯成型后,通过控制器15打开油泵13,使储油腔内的机油通过油泵13和导油管14导入至油缸4内,油缸4则带动油缸杆5和上模6向下运动,之后通过控制器15打开顶出气缸18,使推杆17带动推板16向上运动,推板16则带动成型后的模芯向上运动,然后工作人员将其拿取即可。
23.本实用新型的一种金属模具模芯铸造成型装置,其安装方式、连接方式或设置方式均为常见机械方式,只要能够达成其有益效果的均可进行实施;本实用新型的一种金属模具模芯铸造成型装置的油缸4、油泵13、控制器15、顶出气缸18、报警灯23和急停按钮24为市面上采购,本行业内技术人员只需按照其附带的使用说明书进行安装和操作即可。
24.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1