一种用于螺旋桨加工的高速激光熔覆头的制作方法
1.本实用新型涉及熔覆技术领域,更具体地说,本实用新型涉及一种用于螺旋桨加工的高速激光熔覆头。
背景技术:
2.激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,是指激光表面熔覆技术是在激光束作用下将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电器特性等的工艺方法。
3.但是在实际使用时,如一般的激光熔覆头所喷出的粉末很容易造成内部喷粉通道堵塞,从而影响激光熔覆效率,也很容易导致熔覆头损坏,大幅度缩短熔覆头的使用寿命,实用性差,且喷粉过程中无法调节喷粉头,从而影响焊接的便捷性。
技术实现要素:
4.为了克服现有技术的上述缺陷,本实用新型的实施例提供一种用于螺旋桨加工的高速激光熔覆头,通过设置防堵机构,不易堵塞,不易使熔覆头本体损坏,加快熔覆效率,大幅度延长使用寿命,更加耐用,实用性更好,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种用于螺旋桨加工的高速激光熔覆头,包括熔覆头本体,所述熔覆头本体两侧均开设有喷粉通道,所述喷粉通道内部设置有防堵机构;
6.所述防堵机构包括光滑管,所述光滑管一端设置有进入管,所述光滑管顶端开设有增压槽,所述增压槽内部设置有增压管,所述增压管与增压槽所属的熔覆头本体固定连接,所述增压管顶端设置有调节阀,所述调节阀输出端与增压管固定连接,所述调节阀一端连接有接气管,所述熔覆头本体底端设置有两个喷出管,所述喷出管与喷粉通道相通,所述喷出管一端设置有金属软管,所述金属软管与喷出管相通并固定连接,所述熔覆本体顶端开设有激光通道,所述激光通道内部设置有折射管,所述折射管与激光通道内壁固定连接。
7.在一个优选地实施方式中,所述进入管底端设置有冷却连接管,所述冷却连接管一端设置有冷却管,所述冷却管一端设置有冷却输出管,所述冷却管两端分别与冷却连接管和冷却输出管固定连接,所述冷却输出管一端设置有冷却软管,所述冷却软管与冷却输出管固定连接。
8.在一个优选地实施方式中,所述喷出管外部设置有密封圈,所述密封圈与喷出管固定连接。
9.在一个优选地实施方式中,所述熔覆头本体顶端设置有安装管,所述安装管两侧均开设有掰动槽。
10.在一个优选地实施方式中,所述安装管顶端设置有螺纹管,所述螺纹管与安装管固定连接。
11.在一个优选地实施方式中,所述进入管与光滑管相通并固定连接,所述进入管由合金材质制成。
12.在一个优选地实施方式中,所述接气管与调节阀输入端固定连接,所述接气管由合金材质制成。
13.本实用新型的技术效果和优点:
14.1、通过设置防堵机构,将粉末通入到进入管增加气压,使粉末通过进入管进入到光滑管由喷出管进入到金属软管内,且金属软管可以调节角度且延长金属软管的长度,从而大幅度提高焊接的便捷性,更加方便,然后喷到指定的位置上进行熔覆操作,同时通过将空气通入到接气管内,且增加气压使接气管中的气体压力增强,被增压的空气开始进入到调节阀的输入端再由输出端排入增压管内,喷出到增压槽内,从而进一步增加光滑管内部的气体压强,这样使粉末不会造成光滑管内部的堵塞,不易使熔覆头本体损坏,加快熔覆效率,大幅度延长使用寿命,更加耐用,实用性更好;
15.2、通过冷却液进入到冷却连接管内,然后由冷却连接管排出,再进入到冷却管中,且通过冷却管再进入到冷却输出管内,然后通过冷却输出管排入到冷却软管中,对熔覆层进行降温,加快冷却速度,提高冷却效果,且冷却软管可以进行调节角度,从而方便冷却,通过密封圈可以使粉末不会溢出密封效果更好,不会浪费物料通过安装管两侧的掰动槽可以方便进行安装连接在熔覆设备上,也可以方便进行拆卸维修。
附图说明
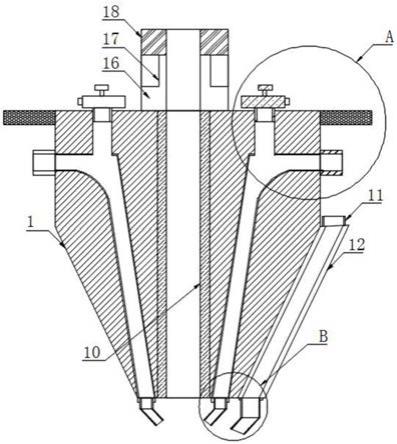
16.图1为本实用新型的整体剖视结构示意图。
17.图2为本实用新型的熔覆头本体结构示意图。
18.图3为本实用新型的图1中a处放大结构示意图。
19.图4为本实用新型的图1中b处放大结构示意图。
20.附图标记为:1、熔覆头本体;2、光滑管;3、进入管;4、增压槽;5、增压管;6、调节阀;7、接气管;8、喷出管;9、金属软管;10、折射管;11、冷却连接管;12、冷却管;13、冷却输出管;14、冷却软管;15、密封圈;16、安装管;17、掰动槽;18、螺纹管。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.如附图1
‑
4所示的一种用于螺旋桨加工的高速激光熔覆头,包括熔覆头本体1,熔覆头本体1两侧均开设有喷粉通道,喷粉通道内部设置有防堵机构;
23.防堵机构包括光滑管2,光滑管2一端设置有进入管3,光滑管2顶端开设有增压槽4,增压槽4内部设置有增压管5,增压管5与增压槽4所属的熔覆头本体1固定连接,增压管5顶端设置有调节阀6,调节阀6输出端与增压管5固定连接,调节阀6一端连接有接气管7,熔
覆头本体1底端设置有两个喷出管8,喷出管8与喷粉通道相通,喷出管8一端设置有金属软管9,金属软管9与喷出管8相通并固定连接,熔覆本体顶端开设有激光通道,激光通道内部设置有折射管10,折射管10与激光通道内壁固定连接。
24.如附图2、4所示,进入管3底端设置有冷却连接管11,冷却连接管11一端设置有冷却管12,冷却管12一端设置有冷却输出管13,冷却管12两端分别与冷却连接管11和冷却输出管13固定连接,冷却输出管13一端设置有冷却软管14,冷却软管14与冷却输出管13固定连接,以便于通过冷却液进入到冷却连接管11内,然后由冷却连接管11排出,再进入到冷却管12中,且通过冷却管12再进入到冷却输出管13内,然后通过冷却输出管13排入到冷却软管14中,对熔覆层进行降温,加快冷却速度,提高冷却效果,且冷却软管14可以进行调节角度,从而方便冷却。
25.如附图2、4所示,喷出管8外部设置有密封圈15,密封圈15与喷出管8固定连接,以便于通过密封圈15可以使粉末不会溢出密封效果更好,不会浪费物料。
26.如附图1所示,熔覆头本体1顶端设置有安装管16,安装管16两侧均开设有掰动槽17,以便于通过安装管16两侧的掰动槽17可以方便进行安装连接在熔覆设备上,也可以方便进行拆卸维修。
27.如附图1所示,安装管16顶端设置有螺纹管18,螺纹管18与安装管16固定连接,以便于通过螺纹管18方便进一步方便进行螺纹管18通过螺纹与熔覆机器进行连接,同时也方便进行使用。
28.如附图3所示,进入管3与光滑管2相通并固定连接,进入管3由合金材质制成,以便于使粉末通过进入管3再排入到光滑管2内进行输送,从而避免堵塞。
29.如附图3所示,接气管7与调节阀6输入端固定连接,接气管7由合金材质制成,以便于使调节阀6可以进行控制,从而增加气压调节效果更好。
30.本实用新型工作原理:在使用时,将粉末通入到进入管3中,再增加气压,从而使粉末开始通过进入管3开始进入到光滑管2内,从而开始通过光滑管2再进入到喷出管8内,再由喷出管8进入到金属软管9内,且由金属软管9调节好适合的位置,然后喷到指定的位置上通过激光通道内部的折射管10进行导向,然后就可以进行熔覆操作,同时通过将空气通入到接气管7内,同时通过增加气压使接气管7中的气体压力增强,从而被增压的空气开始进入到调节阀6的输入端再由输出端排放出去,然后进入到增压管5内,且由增压管5喷出到增压槽4内,从而进一步增加光滑管2内部的气体压强,从而使光滑管2内部的粉末排出压力增加,这样使粉末不会造成光滑管2内部的堵塞,加快熔覆效率。
31.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
32.其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
33.最后:以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型
的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1