新型冷却模式铸焊模具的制作方法
1.本实用新型属于蓄电池生产技术领域,具体涉及一种新型冷却模式铸焊模具。
背景技术:
2.铅酸蓄电池的汇流排用于连接极板的极耳,目前汇流排的主流焊接时采用磨具铸焊,传统的模具铸焊效率低,能源使用高,制造成本较大,同时单次作业时间长,对工作人员来说劳动量大,长时间的处于该环境下不利于身体健康。
3.针对铅酸蓄电池汇流排的铸焊方式,如何有效的缩短作业周期,提高工作效率,降低有害气体的散溢是本技术要解决的技术问题。
技术实现要素:
4.本实用新型目的是针对上述存在的问题和不足,提供一种新型冷却模式铸焊模具,其结构设计合理,能够有效的实现极板的极耳与模台的对位,同时更便于实现模台的冷却,提高作业效率。
5.为实现上述目的,所采取的技术方案是:
6.一种新型冷却模式铸焊模具,包括:
7.机架;
8.固定架,其设置在所述机架上,在所述固定架的顶部设置有横向滑轨,所述横向滑轨上匹配滑动设置有第一滑块和第二滑块,所述第一滑块和所述第二滑块上分别设置有第一夹持块和第二夹持块;
9.驱动丝杠,所述驱动丝杠的两端通过轴承座支撑设置在所述固定架上,所述第一滑块和所述第二滑块上分别固定设置有正旋丝母和反旋丝母,所述驱动丝杠与所述正旋丝母和反旋丝母匹配啮合传动;
10.第一驱动部,其驱动所述驱动丝杠转动;
11.支撑套筒,其匹配滑动设置在所述机架上,在所述支撑套筒底部设置有下支撑板;
12.升降动力推杆,其设置在所述下支撑板和所述机架之间,所述升降动力推杆驱动所述下支撑板升降动作;以及
13.模台,在所述模台上设置有模腔,所述模台支撑设置在所述支撑套筒的顶部,所述支撑套筒内设置有喷淋管,所述喷淋管与所述模台底部对应。
14.根据本实用新型新型冷却模式铸焊模具,优选地,所述支撑套筒顶部设置有散热板,所述模台的下部与所述散热板贴合设置,在所述散热板的下部设置有散热翅片。
15.根据本实用新型新型冷却模式铸焊模具,优选地,所述喷淋管上设置有喷水口,所述喷水口与所述散热翅片相对应。
16.根据本实用新型新型冷却模式铸焊模具,优选地,所述第一夹持块和所述第二夹持块上均设置有支撑槽。
17.根据本实用新型新型冷却模式铸焊模具,优选地,所述升降动力推杆为气缸或电
动推杆。
18.根据本实用新型新型冷却模式铸焊模具,优选地,还包括罩壳,其设置在所述机架上部,所述罩壳上设置有负压抽风单元。
19.采用上述技术方案,所取得的有益效果是:
20.本技术整体结构设计合理,能够有效的实现极板的极耳与模台的对位,同时更便于实现模台的冷却,提高作业效率。本技术通过对固定架的结构设计,并针对横向滑轨和滑块的布置,能够实现第一夹持块和第二夹持块的有效固定和相向运动,从而满足对极群的加持固定;本技术通过对支撑套筒的设置,能够实现对模台的定位支撑和升降动作,同时也便于进行模台的冷却,大大提高了冷却的效果和速度。
附图说明
21.为了更清楚地说明本实用新型实施例的技术方案,下文中将对本实用新型实施例的附图进行简单介绍。其中,附图仅仅用于展示本实用新型的一些实施例,而非将本实用新型的全部实施例限制于此。
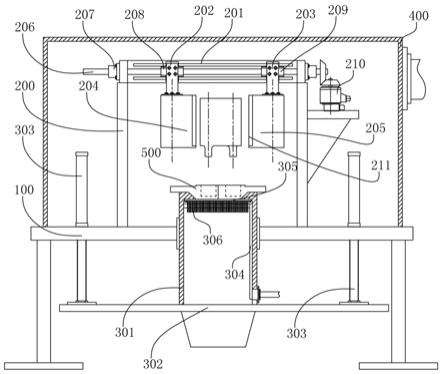
22.图1为根据本实用新型实施例的新型冷却模式铸焊模具的结构示意图。
23.图中序号:
24.100为机架;
25.200为固定架、201为横向滑轨、202为第一滑块、203为第二滑块、204为第一夹持块、205为第二夹持块、206为驱动丝杠、207为轴承座、208为正旋丝母、209为反旋丝母、210为第一驱动部、211为支撑槽;
26.301为支撑套筒、302为下支撑板、303为升降动力推杆、304为喷淋管、305为散热板、306为散热翅片;
27.400为罩壳;
28.500为模台。
具体实施方式
29.下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的示例方案进行清楚、完整地描述。除非另作定义,本实用新型使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义。
30.在本实用新型的描述中,需要理解的是,“第一”、“第二”的表述用来描述本实用新型的各个元件,并不表示任何顺序、数量或者重要性的限制,而只是用来将一个部件和另一个部件区分开。
31.应注意到,当一个元件与另一元件存在“连接”、“耦合”或者“相连”的表述时,可以意味着其直接连接、耦合或相连,但应当理解的是,二者之间可能存在中间元件;即涵盖了直接连接和间接连接的位置关系。
32.应当注意到,使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
33.应注意到,“上”、“下”、“左”、“右”等指示方位或位置关系的术语,仅用于表示相对
位置关系,其是为了便于描述本实用新型,而不是所指装置或元件必须具有特定的方位、以特定的方位构造和操作;当被描述对象的绝对位置改变后,则该相对位置关系也可能相应的改变。
34.参见图1,一种新型冷却模式铸焊模具,包括机架100、固定架200、驱动丝杠206、第一驱动部210、支撑套筒301、升降动力推杆303和模台500,固定架200设置在所述机架100上,在所述固定架200的顶部设置有横向滑轨201,所述横向滑轨201上匹配滑动设置有第一滑块202和第二滑块203,所述第一滑块202和所述第二滑块203上分别设置有第一夹持块204和第二夹持块205;所述驱动丝杠206的两端通过轴承座207支撑设置在所述固定架200上,所述第一滑块和所述第二滑块上分别固定设置有正旋丝母208和反旋丝母209,所述驱动丝杠206与所述正旋丝母208和反旋丝母209匹配啮合传动;第一驱动部210驱动所述驱动丝杠206转动;支撑套筒301匹配滑动设置在所述机架100上,在所述支撑套筒底部设置有下支撑板302;升降动力推杆303设置在所述下支撑板302和所述机架100之间,所述升降动力推杆303驱动所述下支撑板302升降动作;在所述模台500上设置有模腔,所述模台500支撑设置在所述支撑套筒301的顶部,所述支撑套筒301内设置有喷淋管304,所述喷淋管304与所述模台500底部对应。
35.优选地,本实施例中所述支撑套筒301顶部设置有散热板305,所述模台500的下部与所述散热板305贴合设置,在所述散热板305的下部设置有散热翅片306。
36.进一步地,在所述喷淋管304上设置有喷水口,所述喷水口与所述散热翅片306相对应。
37.所述第一夹持块204和所述第二夹持块205上均设置有支撑槽211,极群可以卡设在所述支撑槽内,从而完成固定支撑。
38.本实施例中的升降动力推杆303为气缸或电动推杆。第一驱动部采用驱动电机,通过锥齿轮进行传动。
39.为了避免气体散溢还包括罩壳400,其设置在所述机架100上部,所述罩壳400上设置有负压抽风单元。
40.工作过程中将极群倒置固定在第一夹持块和第二夹持块之间,通过驱动丝杠实现极群的加持,极耳在下,模台上设置有与极耳对应的模腔,模台从坩埚中取出,同时模腔中有铅液,将模台放置在支撑套筒上,进而提升 模台,并将极耳浸入铅液中,模台底部的喷淋管开始喷水冷却,在上述的过程中相对于现有的设备能够提高作业的便捷性和效率,更有助于整个工序的效率的提升。
41.本技术整体结构设计合理,能够有效的实现极板的极耳与模台的对位,同时更便于实现模台的冷却,提高作业效率。本技术通过对固定架的结构设计,并针对横向滑轨和滑块的布置,能够实现第一夹持块和第二夹持块的有效固定和相向运动,从而满足对极群的加持固定;本技术通过对支撑套筒的设置,能够实现对模台的定位支撑和升降动作,同时也便于进行模台的冷却,大大提高了冷却的效果和速度。
42.上文已详细描述了用于实现本实用新型的较佳实施例,但应理解,这些实施例的作用仅在于举例,而不在于以任何方式限制本实用新型的范围、适用或构造。本实用新型的保护范围由所附权利要求及其等同方式限定。所属领域的普通技术人员可以在本实用新型的教导下对前述各实施例作出诸多改变,这些改变均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1