一种铜铝复合高强钢丝的金属板材的制作方法
1.本实用新型属于铝板带技术领域,尤其涉及一种铜铝复合高强钢丝的金属板材。
背景技术:
2.目前的铝合金有1
‑
9系。1系铝合金含铝99%以上,导电性好,耐腐蚀性好,焊接性能好,强度低,其中,高纯铝(含铝量99.9%以上)也属于1系铝合金;2系铝合金为以铜为主要合金元素的含铝合金,含铜量一般在3%
‑
5%之间,为了增强切削性,也会添加锰、镁、铅、铋元素,但是晶间腐蚀倾向严重,适用于航空工业、螺丝和使用温度较高的行业;3系铝合金为以锰为主要合金元素的铝合金,含锰量一般在1.0
‑
1.5%,不可热处理强化,耐腐蚀性能好,焊接性能好,其强度低,适用于飞机上使用的导油无缝管、易拉罐;4系铝合金是以硅为主要合金元素的铝合金,含硅量在4.5
‑
6%之间,该系合金由于含硅量高,熔点低,熔体流动性好,容易补缩,并且不会是最终产品产生脆性,因此主要用于制造铝合金焊接的添加材料,如钎焊板、焊条、焊丝等,也被用来制造活塞及耐热零件、建筑材料及制造装饰件;5系铝合金是以镁元素为主要合金元素的铝合金,含镁量在3
‑
5%之间,密度低、抗拉强度高、延伸率高、焊接性能好、疲劳强度好,适用于割草机的手柄、飞机油箱导管等;6系铝合金是以镁、硅为主要合金元素的铝合金,可以用于制造汽车行李架、门、窗、车身、散热片等;7系铝合金中的合金元素以锌为主,可以用于制作飞机的承力构件、起落架、螺旋桨等;8系铝合金一般用作铝箔;9系则为备用铝合金。
3.而目前的铜铝复合板带的使用范围比单一的铝板材、铜板材都要广泛,尤其是对于铜板材的替代程度,要更高一些,因为其在应对高频电力输送时,成本更低,但效果又与单一的铜板材基本相同,但是,其仍然有一定的缺陷,其在应对长距离电力传输时,由于强度不够,无法较好地满足需求,尤其是遇到风雪天气,使用单纯地铜铝复合板带或材料的长距离电力传输设备更容易遇到力学强度不够问题。
技术实现要素:
4.为了解决背景技术中的问题,本实用新型给出了一种铜铝复合高强钢丝的金属板材。
5.一种铜铝复合高强钢丝的金属板材在由铜板带、铝板带复合得到的铜铝复合板带中的铝板带中复合有一排沿板材宽度方向均匀分布的多根钢丝,钢丝的长度方向与铝板带的长度方向一致,相邻钢丝之间的间距的误差在
±
2mm。
6.进一步地,所述的铝板带的材质为1系、3系、4系、5系、6系铝合金。
7.进一步地,铝板带的厚度与铜板带的厚度之比为(8
‑
40):1。具体地说,铝板带的厚度为4
‑
16mm,铜板带的厚度为0.1
‑
2mm。
8.与现有技术相比,本实用新型的有益效果是:在铜铝金属复合板材中的铝层中复合有钢丝,使得本材料的使用范围更广,铝与铜的金属复合板带集中了铜、铝各自的优点,尤其是在应对高频、导电材料消耗量较大的场景时,由于铝材的单价远低于铜材单价,铜铝
金属复合板材具有使用成本低、导电效果好的优势,而更进一步地,在建设长距离高频电力输送的装置时,铝层内复合了钢丝的铜铝复合高强钢丝的金属板材更具有强度高、输送效率高、建设成本低的优势,拥有巨大的社会效益,另外,本材料还可以用于家居装饰等方面,一方面美观大方,另一方面,同样降低了制造成本。
附图说明
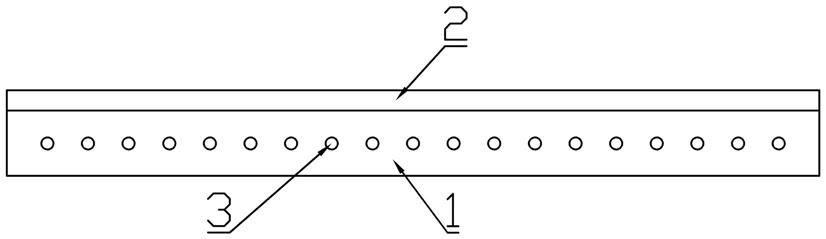
9.图1:实施例1中一种铜铝复合高强钢丝的金属板材截面示意图。
10.图2:实施例2中一种铜铝复合高强钢丝的金属板材截面示意图。
11.图3:实施例3中一种铜铝复合高强钢丝的金属板材截面示意图。
12.图4:实施例4中一种铜铝复合高强钢丝的金属板材截面示意图。
13.图5:实施例5中一种铜铝复合高强钢丝的金属板材截面示意图。
14.图中:1.铝板带、2.铜板带、3.钢丝。
具体实施方式
15.对本实用新型进行解释说明,但并非对本实用新型的限制,在本实用新型的思路启示下得到的技术方案,均应纳入本专利的保护范畴。
16.实施例1
17.一种铜铝复合高强钢丝的金属板材,板材宽度为200mm,在由铜板带2、铝板带1复合得到的铜铝复合板带中的铝板带1中复合有一排沿板材宽度方向均匀分布的19根钢丝3,钢丝3的长度方向与铝板带1的长度方向一致,相邻钢丝3之间的间距的误差在
±
2mm。
18.进一步地,所述的铝板带1的材质为1050铝合金。
19.进一步地,铝板带1的厚度为4mm。
20.进一步地,铜板带2的厚度为0.1mm。
21.铝板带与铜板带的厚度比为40:1。
22.一种铜铝复合高强钢丝的金属板材的制备方法,将钢丝3、半熔融态铝合金、固态铜板带2进行无氧连续铸轧,制得铜铝复合高强钢丝的金属板材。
23.进一步地,包括如下步骤:
24.a.进行准备工作:对钢丝3进行表面无氧化处理;将铝合金液化;将铜板带2经过脱脂处理并通过打磨辊进行单面在线打磨至单面无氧化层;
25.b.进行无氧连续铸轧:将铝合金降温冷却至半熔融态,随后将铜板带2、钢丝3、半熔融态的铝合金送入轧机进行无氧连续铸轧,其中,铜板带2无氧化层的一面朝向半熔融态的铝合金。
26.进一步地,将铝合金在850℃的温度下液化并精炼除气,得到铝合金液。
27.进一步地,铸轧速度为1.2m/min。
28.进一步地,铸轧压力为6
×
106n。
29.实施例2
30.一种铜铝复合高强钢丝的金属板材,板材宽度为200mm,在由铜板带2、铝板带1复合得到的铜铝复合板带中的铝板带1中复合有一排沿板材宽度方向均匀分布的9根钢丝3,钢丝3的长度方向与铝板带1的长度方向一致,相邻钢丝3之间的间距的误差在
±
2mm。
31.进一步地,所述的铝板带1的材质为3003铝合金。
32.进一步地,铝板带1的厚度为16mm。
33.进一步地,铜板带2的厚度为2mm。
34.铝板带与铜板带的厚度比为8:1。
35.一种铜铝复合高强钢丝的金属板材的制备方法,将钢丝3、半熔融态铝合金、固态铜板带2进行无氧连续铸轧,制得铜铝复合高强钢丝的金属板材。
36.进一步地,包括如下步骤:
37.a.进行准备工作:对钢丝3进行表面无氧化处理;将铝合金液化;将铜板带2经过脱脂处理并通过打磨辊进行单面在线打磨至单面无氧化层;
38.b.进行无氧连续铸轧:将铝合金降温冷却至半熔融态,随后将铜板带2、钢丝3、半熔融态的铝合金送入轧机进行无氧连续铸轧,其中,铜板带2无氧化层的一面朝向半熔融态的铝合金。
39.进一步地,将铝合金在720℃的温度下液化并精炼除气,得到铝合金液。
40.进一步地,铸轧速度为0.5m/min。
41.进一步地,铸轧压力为1.2
×
107n。
42.实施例3
43.一种铜铝复合高强钢丝的金属板材,板材宽度为200mm,在由铜板带2、铝板带1复合得到的铜铝复合板带中的铝板带1中复合有一排沿板材宽度方向均匀分布的4根钢丝3,钢丝3的长度方向与铝板带1的长度方向一致,相邻钢丝3之间的间距的误差在
±
2mm。
44.进一步地,所述的铝板带1的材质为4032铝合金。
45.进一步地,铝板带1的厚度为7mm。
46.进一步地,铜板带2的厚度为0.6mm。
47.铝板带与铜板带的厚度比为35:3。
48.一种铜铝复合高强钢丝的金属板材的制备方法,将钢丝3、半熔融态铝合金、固态铜板带2进行无氧连续铸轧,制得铜铝复合高强钢丝的金属板材。
49.进一步地,包括如下步骤:
50.a.进行准备工作:对钢丝3进行表面无氧化处理;将铝合金液化;将铜板带2经过脱脂处理并通过打磨辊进行单面在线打磨至单面无氧化层;
51.b.进行无氧连续铸轧:将铝合金降温冷却至半熔融态,随后将铜板带2、钢丝3、半熔融态的铝合金送入轧机进行无氧连续铸轧,其中,铜板带2无氧化层的一面朝向半熔融态的铝合金。
52.进一步地,将铝合金在750℃的温度下液化并精炼除气,得到铝合金液。
53.进一步地,铸轧速度为0.7m/min。
54.进一步地,铸轧压力为8
×
106n。
55.实施例4
56.一种铜铝复合高强钢丝的金属板材,板材宽度为200mm,在由铜板带2、铝板带1复合得到的铜铝复合板带中的铝板带1中复合有一排沿板材宽度方向均匀分布的7根钢丝3,钢丝3的长度方向与铝板带1的长度方向一致,相邻钢丝3之间的间距的误差在
±
2mm。
57.进一步地,所述的铝板带1的材质为5005铝合金。
58.进一步地,铝板带1的厚度为10mm。
59.进一步地,铜板带2的厚度为1.1mm。
60.一种铜铝复合高强钢丝的金属板材的制备方法,将钢丝3、半熔融态铝合金、固态铜板带2进行无氧连续铸轧,制得铜铝复合高强钢丝的金属板材。
61.进一步地,包括如下步骤:
62.a.进行准备工作:对钢丝3进行表面无氧化处理;将铝合金液化;将铜板带2经过脱脂处理并通过打磨辊进行单面在线打磨至单面无氧化层;
63.b.进行无氧连续铸轧:将铝合金降温冷却至半熔融态,随后将铜板带2、钢丝3、半熔融态的铝合金送入轧机进行无氧连续铸轧,其中,铜板带2无氧化层的一面朝向半熔融态的铝合金。
64.进一步地,将铝合金在780℃的温度下液化并精炼除气,得到铝合金液。
65.进一步地,铸轧速度为0.9m/min。
66.进一步地,铸轧压力为9
×
106n。
67.实施例5
68.一种铜铝复合高强钢丝的金属板材,板材宽度为200mm,在由铜板带2、铝板带1复合得到的铜铝复合板带中的铝板带1中复合有一排沿板材宽度方向均匀分布的3根钢丝3,钢丝3的长度方向与铝板带1的长度方向一致,相邻钢丝3之间的间距的误差在
±
2mm。
69.进一步地,所述的铝板带1的材质为6005铝合金。
70.进一步地,铝板带1的厚度为13mm。
71.进一步地,铜板带2的厚度为1.6mm。
72.一种铜铝复合高强钢丝的金属板材的制备方法,将钢丝3、半熔融态铝合金、固态铜板带2进行无氧连续铸轧,制得铜铝复合高强钢丝的金属板材。
73.进一步地,包括如下步骤:
74.a.进行准备工作:对钢丝3进行表面无氧化处理;将铝合金液化;将铜板带2经过脱脂处理并通过打磨辊进行单面在线打磨至单面无氧化层;
75.b.进行无氧连续铸轧:将铝合金降温冷却至半熔融态,随后将铜板带2、钢丝3、半熔融态的铝合金送入轧机进行无氧连续铸轧,其中,铜板带2无氧化层的一面朝向半熔融态的铝合金。
76.进一步地,将铝合金在810℃的温度下液化并精炼除气,得到铝合金液。
77.进一步地,铸轧速度为1.1m/min。
78.进一步地,铸轧压力为1.0
×
107n。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1