高温合金及其制备方法和应用
1.本发明涉及冶金材料领域,特别是涉及一种高温合金及其制备方法和应用。
背景技术:
2.随着世界经济的发展和人口的持续增长,人类对能源的需求越来越大。作为清洁能源之一的核能,是目前被认为最有可能大规模替代化石燃料。经过前三代的发展积累,核能系统国际论坛重点推荐在经济性、安全性、废物处理等多方面有重大革新的第四代核反应堆。第四代核反应堆中的结构材料面临更加复杂苛刻的服役环境。例如,第四代裂变堆的超高温气冷快堆采用低浓铀或高浓铀加钍作核燃料,氦气作为冷却剂,堆芯出口氦气温度达到950℃以上,服役环境要求其反应堆容器和包壳材料需要具有抗高温、抗辐照肿胀以及耐腐蚀等性能,因此传统的高温合金材料已不能满足服役要求。
技术实现要素:
3.基于此,为了合金在高温下具有高强度,有必要提供一种高温合金及其制备方法和应用。
4.本发明提供了一种高温合金,包括a组分以及b组分,其中,所述a组分以重量百分数计,原料组成包括0.01%~0.08%的铝、3%~10%的铬、5%~12%的铁、0.01%~0.1%的锰、1%~4%的钼、1%~6%的铌、0.1%~2%的硅、0.1%~1%的钛、0.01%~0.05%的钨、0.001%~0.01%的碳、8%~16%的氧、20%~40%的镍以及35%~50%的第一稀土金属,所述b组分的组成包括质量比为(3~6):1的第二稀土金属与氧,所述第一稀土金属与所述第二稀土金属不同,所述第二稀土金属占所述高温合金总质量的1%~4%。
5.在其中一个实施例中,所述a组分以重量百分数计原料组成包括0.02%~0.08%的铝、4%~8%的铬、5%~10%的铁、0.01%~0.05%的锰、1%~3%的钼、2%~5%的铌、0.5%~1.5%的硅、0.1%~0.5%的钛、0.01%~0.04%的钨、0.001%~0.0005%的碳、10%~14%的氧、20%~30%的镍以及40%~50%的第一稀土金属,所述第二稀土金属占所述高温合金总质量的1%~3%。
6.在其中一个实施例中,所述第一稀土金属与所述第二稀土金属各自独立地选自镧、铈、钇以及钐中的一种。
7.进一步地,本发明还提供一种高温合金的制备方法,包括以下步骤:
8.s10:按照如上所述的高温合金的组成准备原料粉末
9.s20:研磨所述原料粉末,制备预压制粉末;
10.s30:以250mpa~350mpa的压力压制所述预压制粉末,制备预烧结压坯;
11.s40:烧结所述预烧结压坯,第一段烧结的温度为500℃~900℃,第一段烧结的保温时间为0.5小时~1.5小时,第二段烧结的温度为900℃~1200℃,第二段烧结的保温时间为2小时~3小时。
12.在其中一个实施例中,所述a组分的原料粉末的粒径为10μm~100μm;和/或
13.所述b组分的原料粉末的粒径为50nm~200nm。
14.在其中一个实施例中,在步骤s20中,研磨方式为球磨,球磨转速为200r/min~500r/min,球磨时间为1小时~200小时。
15.在其中一个实施例中,球料比为(5~20):1。
16.在其中一个实施例中,在步骤s40中,从25℃以5℃/min~8℃/min的速率升温至第一段烧结的温度;和/或
17.从所述第一段烧结的温度以8℃/min~10℃/min的速率升温至第二段烧结的温度。
18.在其中一个实施例中,在步骤s40后,还包括将得到的产品在室温下冷却后进行喷砂处理和打磨处理的步骤
19.本发明更进一步地提供上述的高温合金在制备热端部件中的应用。
20.通过第二稀土金属氧化物掺杂至镍基合金组分,由于第二稀土金属氧化物不同于镍基合金组成中含有的第一稀土金属氧化物可以对合金体系进行改性,配合对第二稀土金属在高温合金体系中质量分数的限定,可获得在高温下仍具有高强度的高温合金材料。
21.进一步地,上述高温合金的原料依次通过机械合金化、冶金压制以及烧结成型的制备流程,在冶金压制压力与烧结成型温度以及时间等优化的实验条件参数协同作用下,避免出现宏观裂纹和孔洞,影响冶金成形的合金性能,由于上述制备得到的高温合金材料可以近净成形,可进一步地降低制备用于核反应堆、航空发动机、航天运载器或燃气轮机中热端部件的成本。
具体实施方式
22.本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。当然,它们仅仅为示例,并且目的不在于限制本发明。此外,本发明可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施例和/或设置之间的关系。
23.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。在本发明的描述中,“若干”的含义是至少一个,例如一个,两个等,除非另有明确具体的限定。
24.本发明中的词语“优选地”、“更优选地”等是指,在某些情况下可提供某些有益效果的本发明实施方案。然而,在相同的情况下或其他情况下,其他实施方案也可能是优选的。此外,对一个或多个优选实施方案的表述并不暗示其他实施方案不可用,也并非旨在将其他实施方案排除在本发明的范围之外。
25.当本文中公开一个数值范围时,上述范围视为连续,且包括该范围的最小值及最大值,以及这种最小值与最大值之间的每一个值。进一步地,当范围是指整数时,包括该范围的最小值与最大值之间的每一个整数。此外,当提供多个范围描述特征或特性时,可以合并该范围。换言之,除非另有指明,否则本文中所公开之所有范围应理解为包括其中所归入
的任何及所有的子范围。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
27.本发明提供了一种高温合金,包括a组分以及b组分,其中,a组分以重量百分数计,原料组成包括0.01%~0.08%的铝、3%~10%的铬、5%~12%的铁、0.01%~0.1%的锰、1%~4%的钼、1%~6%的铌、0.1%~2%的硅、0.1%~1%的钛、0.01%~0.05%的钨、0.001%~0.01%的碳、8%~16%的氧、20%~40%的镍以及35%~50%的第一稀土金属,b组分的组成包括质量比为(3~6):1的第二稀土金属与氧,第一稀土金属与第二稀土金属不同,第二稀土金属占高温合金总质量的1%~4%。
28.在一个具体示例中,a组分以重量百分数计原料组成包括0.02%~0.08%的铝、4%~8%的铬、5%~10%的铁、0.01%~0.05%的锰、1%~3%的钼、2%~5%的铌、0.5%~1.5%的硅、0.1%~0.5%的钛、0.01%~0.04%的钨、0.001%~0.0005%的碳、10%~14%的氧、20%~30%的镍以及40%~50%的第一稀土金属,第二稀土金属占高温合金总质量的1%~3%。
29.进一步地,第二稀土金属占高温合金总质量的比例可以但不限于为1%、2%、或3%。
30.在一个具体示例中,第一稀土金属与第二稀土金属各自独立地选自镧、铈、钇以及钐中的一种。
31.通过第二稀土金属氧化物掺杂至镍基合金组分,由于第二稀土金属氧化物不同于镍基合金组成中含有的第一稀土金属氧化物可以对合金体系进行改性,配合对第二稀土金属在高温合金体系中质量分数的限定,可获得在高温下仍具有高强度的高温合金材料。
32.本发明提供了一种高温合金的制备方法,包括以下步骤s10~步骤s40。
33.步骤s10:按照设计高温合金组成准备原料粉末。
34.在一个具体示例中,a组分原料粉末的粒径为10μm~100μm。
35.优选地,a组分原料粉末的粒径为10μm~60μm。可以理解地,上述a组分原料粉末的粒径可以但不限于是10μm、15μm、20μm、25μm、30μm、35μm、40μm、45μm、50μm、55μm或60μm。
36.在一个具体示例中,b组分的原料粉末的粒径为50nm~200nm。
37.进一步地,上述b组分的原料粉末d50的粒径60nm~100nm。
38.步骤s20:研磨原料粉末,制备预压制粉末。
39.在一个具体示例中,步骤s20中,上述研磨方式为球磨,球磨转速为200r/min~500r/min,球磨时间为1小时~200小时。
40.优选地,球磨转速为200r/min~400r/min,球磨时间为35小时~60小时。
41.可以理解地,上述球磨中转速可以但不限于是200r/min、220r/min、240r/min、260r/min、280r/min、300r/min、320r/min、340r/min、360r/min、380r/min或400r/min。
42.更进一步地,球磨时间可以但不限于是35小时、40小时、45小时、50小时、55小时或60小时。
43.在一个具体示例中,球料比为(5~20):1。可以理解地,球料比指的是磨机各仓内
研磨体和原料粉末之间的质量比。
44.可以理解地,上述球料比可以但不限于是5:1、8:1、11:1、14:1、17:1或20:1。
45.步骤s30:以250mpa~350mpa的压力压制预压制粉末,制备预烧结压坯。
46.步骤s40:烧结预烧结压坯,第一段烧结的温度为500℃~900℃,第一段烧结的保温时间为0.5小时~1.5小时,第二段烧结的温度为900℃~1200℃,第二段烧结的保温时间为2小时~3小时。
47.在一个具体示例中,步骤s40中,烧结过程中的真空度≤10-2
pa。
48.在一个具体示例中,步骤s40中从25℃以5℃/min~8℃/min的速率升温至第一段烧结的温度。
49.在一个具体示例中,从第一段烧结的温度以8℃/min~10℃/min的速率升温至第二段烧结的温度。
50.具体来说,上述预烧结压坯烧结过程为:从25℃以5℃/min~8℃/min的速率升温至第一段烧结的温度,第一段烧结的温度为500℃~900℃,达到第一段烧结温度后进行保温,第一段烧结的保温时间为0.5小时~1.5小时,再从第一段烧结温度以8℃/min~10℃/min的速率升温至第二段烧结的温度,达到第二段烧结温度后进行保温,第二段烧结的保温时间为2小时~3小时。
51.在一个具体示例中,在步骤s40后,还包括将得到的高温合金在室温下冷却后进行喷砂处理和打磨处理的步骤。
52.本发明更进一步地提供上述的高温合金在制备热端部件中的应用。
53.进一步地,上述高温合金的原料依次通过机械合金化、冶金压制以及烧结成型的制备流程,在冶金压制压力与烧结成型温度以及时间等优化的实验条件参数协同作用下,避免出现宏观裂纹和孔洞,影响冶金成形的合金性能,由于上述制备得到的高温合金材料可以近净成形,可进一步地降低制备用于核反应堆、航空发动机、航天运载器或燃气轮机中热端部件的成本。
54.以下提供具体的实施例对本发明的高温合金的制备方法作进一步详细地说明。
55.以下具体实施方式所涉及到的原料,若无特殊说明,均可来源于市售。
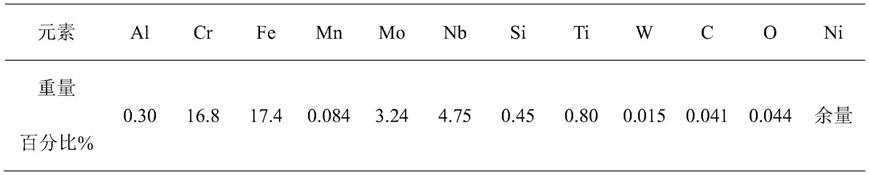
56.以下实施例以及对比例高温合金中的a组分是以牌号为in718的合金(具体组分如下表所示)与y2o3以1:1.3的质量比进行混合,具体的混合后的a组分中各元素的重量百分比为0.0589%的铝、6.3548%的铬、7.0881%的铁、0.0336%的锰、2.2626%的钼、3.2134%的铌、0.0917%的硅、0.2793%的钛、0.0201%的钨、0.0036%的碳、0.0051%的氧、24.0670%的镍以及44.5171%的钇。
57.表1 in718的合金的成分表
[0058][0059]
实施例1
[0060]
本实施例提供一种高温合金,高温合金由a组分和b组分组成,其中b组分为ceo2,
商业ceo2粉末d50的粒度为85nm,a组分粒度为50微米以下,ce的质量占高温合金总质量的3%。
[0061]
上述高温合金的制备方法具体为:将上述原料粉末在行星球磨机上进行机械合金化,在球料比为3:1以300rpm的转速球磨48小时,得到成分均匀的预压制粉末。将高能球磨好的预压制粉末在压力为200mpa下进行压制,制备预烧结高温合金压坯。然后将压坯放置真空烧结炉中进行烧结,选用第一段烧结时将温度从25℃以8℃/min的速率升到950℃,第一段烧结的时间0.5小时;第二段烧结时以10℃/min的速率将温度升至1300℃,第二段烧结的时间2小时;真空烧结过程中的真空度≤10-2
pa。烧结完成之后,将高温合金放在室温条件下冷却,并对高温合金进行喷砂处理和必要的打磨,从而获得所需的高温合金构件。
[0062]
本实施例提供的高温合金构件的室温下强度达1720mpa,在1000℃-100h下持久强度为535mpa。
[0063]
实施例2
[0064]
本实施例提供一种高温合金,高温合金由a组分和b组分组成,其中b组分为ceo2,商业ceo2粉末d50的粒度为85nm,a组分粒度为50微米以下,ce的质量占高温合金总质量的2%。
[0065]
上述高温合金的制备方法具体为:将上述原料粉末在行星球磨机上进行机械合金化,以260rpm的转速球磨55小时,得到成分均匀的预压制粉末。将高能球磨好的预压制粉末在压力为200mpa下进行压制,制备预烧结高温合金压坯。然后将压坯放置真空烧结炉中进行烧结,选用第一段烧结时将温度从25℃以8℃/min的速率升到950℃,第一段烧结的时间0.5小时;第二段烧结时以10℃/min的速率将温度升至1300℃,第二段烧结的时间2小时;真空烧结过程中的真空度≤10-2
pa。烧结完成之后,将高温合金放在室温条件下冷却,并对高温合金进行喷砂处理和必要的打磨,从而获得所需的高温合金构件。
[0066]
本实施例提供的高温合金构件的室温下强度达1625mpa、700℃下强度为668mpa。在1000℃-100h下持久强度为476mpa。
[0067]
实施例3
[0068]
本实施例提供一种高温合金,高温合金由a组分和b组分组成,其中b组分为ceo2,商业ceo2粉末d50的粒度为85nm,a组分粒度为50微米以下,ce的质量占高温合金总质量的1%。
[0069]
上述高温合金的制备方法具体为:将上述原料粉末在行星球磨机上进行机械合金化,以320rpm的转速球磨50小时,得到成分均匀的预压制粉末。将高能球磨好的预压制粉末在压力为200mpa下进行压制,制备预烧结高温合金压坯。然后将压坯放置真空烧结炉中进行烧结,选用第一段烧结时将温度从25℃以8℃/min的速率升到950℃,第一段烧结的时间0.5小时;第二段烧结时以10℃/min的速率将温度升至1300℃,第二段烧结的时间2小时;真空烧结过程中的真空度≤10-2
pa。烧结完成之后,将高温合金放在室温条件下冷却,并对高温合金进行喷砂处理和必要的打磨,从而获得所需的高温合金构件。
[0070]
本实施例提供的高温合金构件的室温下强度达1467mpa、600℃下强度为845mpa。在1000℃-100h下持久强度为498mpa。
[0071]
对比例1
[0072]
本对比例提供一种高温合金,高温合金由a组分和b组分组成,其中b组分为ceo2,
商业ceo2粉末d50的粒度为85nm,a组分粒度为50微米以下,ce的质量占高温合金总质量的3%。
[0073]
上述高温合金的制备方法具体为:将上述原料粉末在行星球磨机上进行机械合金化,以100rpm的转速球磨20小时,得到成分均匀的预压制粉末。将高能球磨好的预压制粉末在压力为200mpa下进行压制,制备预烧结高温合金压坯。然后将压坯放置真空烧结炉中进行烧结,选用第一段烧结时将温度从25℃以8℃/min的速率升到950℃,第一段烧结的时间0.5小时;第二段烧结时以10℃/min的速率将温度升至1300℃,第二段烧结的时间2小时;真空烧结过程中的真空度≤10-2
pa。烧结完成之后,将高温合金放在室温条件下冷却,并对高温合金进行喷砂处理和必要的打磨,从而获得所需的高温合金构件。
[0074]
本对比例提供的高温合金构件的室温下强度达1042mpa,在1000℃-100h下持久强度为107mpa。
[0075]
由于本对比例在制备过程中所用机械合金化转速和球磨时间与实施例1相差较大,导致制备得到的高温合金粉末冶金成形的合金性能差。
[0076]
对比例2
[0077]
本对比例提供一种高温合金,高温合金由a组分和b组分组成,其中b组分为ceo2,商业ceo2粉末d50的粒度为85nm,a组分粒度为50微米以下,ce的质量占高温合金总质量的3%。
[0078]
上述高温合金的制备方法具体为:将上述原料粉末在行星球磨机上进行机械合金化,以300rpm的转速球磨48小时,得到成分均匀的高温合金原料粉末。将高能球磨好的预压制粉末在压力为200mpa下进行压制,制备预烧结高温合金压坯。然后将压坯放置真空烧结炉中进行烧结,选用第一段烧结时将温度从25℃以8℃/min的速率升到950℃,第一段烧结的时间0.5小时;第二段烧结时以10℃/min的速率将温度升至1300℃,第二段烧结的时间2小时;真空烧结过程中的真空度≤10-2
pa。烧结完成之后,将高温合金放在室温条件下冷却,并对高温合金进行喷砂处理和必要的打磨,从而获得所需的高温合金构件。
[0079]
本对比例提供的高温合金构件的室温下强度达1054mpa,在1000℃-100h下持久强度为96mpa。
[0080]
由于本对比例在制备过程中选用的粉末冶金压制参数与实施例1中的不同,出现宏观裂纹和孔洞,导致制备得到的高温合金粉末冶金成形的合金性能差。
[0081]
对比例3
[0082]
本对比例提供一种高温合金,高温合金由a组分和b组分组成,其中b组分为ceo2,商业ceo2粉末d50的粒度为85nm,a组分粒度为50微米以下,ce的质量占总高温合金总质量的3%。
[0083]
上述高温合金的制备方法具体为:将上述原料粉末在行星球磨机上进行机械合金化,以300rpm的转速球磨48小时,得到成分均匀的高温合金原料粉末。将高能球磨好的合金粉末进行压制,采用压制压力为200mpa,高温合金压坯。然后将压坯放置真空烧结炉中进行烧结,烧结时将温度从25℃以10℃/min的速率升到1000℃,保温2小时;真空烧结过程中烧结时和保温时的真空度≤10-2
pa。烧结完成之后,把样品放在室温条件下冷却,并对样品进行喷砂处理和必要的打磨,从而获得所需的个性化高温合金构件。
[0084]
本对比例提供的高温合金构件的室温下强度达870mpa,在1000℃-100h下持久强
度为68mpa。
[0085]
由于本对比例在制备该过程中所选用粉末冶金工艺参数与实施例1不同,导致制备得到的高温合金粉末冶金成形的合金性能差。
[0086]
本发明上述制备方法通过第二稀土金属氧化物掺杂至镍基合金组分,由于第二稀土金属氧化物不同于镍基合金组成中含有的第一稀土金属氧化物可以对合金体系进行改性,配合对第二稀土金属在高温合金体系中质量分数的限定,可获得在高温下仍具有高强度的高温合金材料。进一步结合依次通过机械合金化、冶金压制以及烧结成型的制备流程,在冶金压制压力与烧结成型温度以及时间等优化的实验条件参数协同作用下,避免出现宏观裂纹和孔洞,影响冶金成形的合金性能,可获得在高温下仍具有高强度的高温合金材料。由于上述制备得到的高温合金材料可以近净成形,可进一步地降低制备用于核反应堆、航空发动机、航天运载器或燃气轮机中热端部件的成本。
[0087]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0088]
以上所述实施例仅表达了本发明的几种实施方式,便于具体和详细地理解本发明的技术方案,但并不能因此而理解为对发明专利保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。应当理解,本领域技术人员在本发明提供的技术方案的基础上,通过合乎逻辑地分析、推理或者有限的实验得到的技术方案,均在本发明所附权利要求的保护范围内。因此,本发明专利的保护范围应以所附权利要求的内容为准,说明书可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1