一种铅过桥一次成型的蓄电池铸焊装置的制作方法
1.本实用新型涉及蓄电池生产设备技术领域,具体涉及一种铅过桥一次成型的蓄电池铸焊装置。
背景技术:
2.铅酸蓄电池的结构包括电池槽以及设于电池槽内的极群,极群包括交替叠放的正、负极板,同一极群中所有正极板的正极耳需要使用正极汇流排串联,同一极群中所有负极板的负极耳需要使用负极汇流排串联,同时相邻极群之间需要通过铅过桥将正、负极汇流排进行串联。汇流排的形成一般使用铸焊完成。
3.如公开号为cn205828552u的专利说明书公开了过桥极柱折弯装置,包括周转板、电池槽、极群和压块,所述周转板的下侧设有定位刮块,所述周转板上设有配合的电池槽,所述电池槽内设有极群,所述极群上设有正负极耳,所述正负极耳的下方焊接固定有过桥极柱;所述压块设置在过桥极柱的下方,与气缸顶杆连接。此方案通过压块压向过桥极柱,在定位刮块的作用下折弯90
°
,虽然解决了极群入槽焊接时,需要人工将过桥极柱折弯的问题,但是不能实现铅过桥的一次成型,工作效率依然不高。
4.再如公开号为cn111069573a的专利说明书一种蓄电池铸焊装置,包括:铅锅;铸焊底模,可升降地设于铅锅上方且顶面设有铸焊型腔;电池摆放板,用于倒置摆放待铸焊的蓄电池,所述电池摆放板上设有供蓄电池内极群穿过的铸焊孔;电池固定架,可升降地设于所述铸焊底模上方、用于放置所述电池摆放板并固定待铸焊的蓄电池;所述蓄电池铸焊装置还包括:平移板,可水平移动地设于所述铸焊底模与电池固定架之间,所述平移板上设有用于将铸焊完成后的极群顶推入蓄电池的电池槽内的顶块;第一刮板,设于所述平移板的下方,用于在平移板平移过程中刮除铸焊底模表面多余铅液;第二刮板,可升降地设于所述平移板的下方,当所述铸焊底模浸入铅锅的铅液中后,第二刮板下降并随平移板水平移动将铅液表面的浮渣刮到一侧,并在所述铸焊底模升起到铅锅上方前复位。此方案中,铸焊底模浸入铅锅中使铅液进入到铸焊底模(汇流排模具、铸焊模)表面的型腔中,然后铸焊底模升起,刮除铸焊底模表面多余铅液后,倒置的电池极群下降,使极耳伸入到对应的型腔中,然后将铸焊底模冷却,使汇流排成型,但是此方案只能实现直连铅过桥的一次铸焊成型,尚不能实现折弯铅过桥的一次铸焊成型,同时在铸焊完成后,还需要增加极群入槽工序,大大降低了生产效率。
技术实现要素:
5.本实用新型的目的在于提供一种铅过桥一次成型的蓄电池铸焊装置,能够自动化地完成蓄电池铅过桥一次成型及极群入槽操作,大大提高生产效率。
6.一种铅过桥一次成型的蓄电池铸焊装置,蓄电池的铅过桥为u型结构,包括两个u型臂和连接两u型臂的连接部,u型臂的一端连接汇流排,所述蓄电池铸焊装置包括:
7.铸焊底模,顶面设有铸焊型腔,铸焊型腔包括用于形成汇流排的汇流排型腔、用于
形成端极柱的极柱型腔、用于形成铅过桥的过桥型腔;
8.电池摆放板,用于倒置摆放待铸焊的蓄电池极群,所述电池摆放板上设有供蓄电池极群中极耳穿过的铸焊孔;
9.所述过桥型腔的竖直方向对应u型臂的轴向,所述电池摆放板上还设有在蓄电池的极耳伸入铸焊型腔中时伸入过桥型腔中的挡片,所述挡片将过桥型腔分隔成用于铸焊形成铅过桥的u型结构型腔。
10.作为优选,对应每个蓄电池的汇流排型腔分为两排,过桥型腔也分为两排,相应的,所述挡片也分为两排,每排挡片连接同一活动架,两活动架均可移动地安装在所述电池摆放板上;
11.所述蓄电池铸焊装置还包括在铸焊完成后、极群入槽时驱动活动架移动从而带动挡片从铅过桥的两u型臂中间移开的驱动机构。
12.作为优选,所述铸焊底模上具有两组铸焊型腔,相应的,所述电池摆放板上设有两个铸焊孔,用于一次铸焊两只蓄电池,两个铸焊孔之间共用一对活动架,对应于两只蓄电池的各两排挡片中朝相同方向移动的挡片连接同一活动架。
13.作为优选,所述电池摆放板在垂直活动架移动方向的两侧设有导向槽,所述活动架的两侧设有与所述导向槽配合的导向滑块,两活动架之间设有用于将两活动架相互拉近的复位弹簧;
14.两活动架在相互靠近一侧分别设有驱动槽,所述驱动槽成对设置,每对驱动槽包括分别设于两活动架上的一个,每对驱动槽组成一个驱动口;
15.所述驱动机构还包括可伸入所述驱动口中以驱动两活动架相互远离从而带动所述挡片从过桥型腔中移出的驱动块,驱动块伸入所述驱动口中的一端具有尺寸逐渐增大的驱动部。
16.作为优选,所述电池摆放板上摆放的是极群部分入槽的蓄电池,所述蓄电池铸焊装置还包括与极群一一对应、用于在铸焊完成后将极群顶入槽的顶柱,以及用于安装各顶柱、可水平移动的水平安装板,所述驱动块设于水平安装板上;
17.所述水平安装板具有在铸焊工序时移动到一端以避让电池摆放板的第一状态,以及在极群入槽时移动到电池摆放板下方使顶柱与极群对应、驱动块与驱动口对应的第二状态。
18.作为优选,还包括机架,所述机架上设有用于安装所述水平安装板的第一水平滑槽,所述第一水平滑槽包括分别与水平安装板两侧对应的两条,所述机架上设有驱动所述水平安装板沿第一水平滑槽滑动的第一气缸。
19.作为优选,还包括用于放置电池摆放板、可升降的升降架,升降架上具有用于安装所述电池摆放板的第二水平滑槽,所述第二水平滑槽包括分别与电池摆放板两侧对应的两条。
20.作为优选,所述机架上设有驱动所述升降架竖向移动的第二气缸。
21.作为优选,所述铸焊底模的下方设有用于提供铅液的铅锅,所述机架上设有驱动所述铸焊底模升降的第三气缸。
22.本实用新型的有益效果:
23.本实用新型通过设置挡片以及驱动挡边移动的驱动机构,在进行铅过桥铸焊时,
驱动挡片伸入到过桥型腔中,实现铅过桥的一次成型,在进行极群入槽时,驱动挡片从过桥型腔中移出,实现极群的入槽,整个过程衔接流畅,一次性实现铅过桥的铸焊及极群的入槽,大大提高生产效率。
附图说明
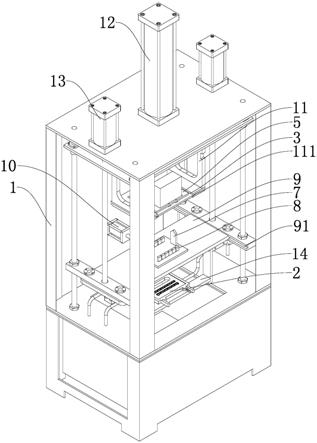
24.图1为本实用新型的结构示意图;
25.图2为本实用新型的正视图;
26.图3为蓄电池极群倒置于电池摆放板上的结构示意图;
27.图4为挡片分隔过桥型腔形成铅过桥的结构示意图;
28.图5为活动架的结构示意图;
29.图6为活动架另一视角的结构示意图。
具体实施方式
30.如图1
‑
6所示,一种铅过桥一次成型的蓄电池铸焊装置,蓄电池的铅过桥16为u型结构,包括两个u型臂和连接两u型臂的连接部,u型臂的一端连接汇流排,蓄电池铸焊装置包括铸焊底模2、电池摆放板3以及设置在电池摆放板上的挡片4;其中,铸焊底模2顶面设有铸焊型腔,铸焊型腔包括用于形成汇流排的汇流排型腔、用于形成端极柱的极柱型腔、用于形成铅过桥的过桥型腔;电池摆放板3用于倒置摆放待铸焊的蓄电池极群,换句话说,电池摆放板3上摆放的是极群部分入槽的蓄电池,对应地,电池摆放板3上设有供蓄电池极群中极耳穿过的铸焊孔31;挡片4为可移动的,在蓄电池的极耳伸入铸焊型腔中时能伸入过桥型腔中,将过桥型腔分隔成用于铸焊形成铅过桥16的u型结构型腔。
31.对应每个蓄电池的汇流排型腔分为两排,过桥型腔也分为两排,相应的,挡片4也分为两排,每排挡片4连接同一活动架5,两活动架5均可移动地安装在电池摆放板3上;蓄电池铸焊装置还包括在铸焊完成后、极群入槽时驱动活动架5移动从而带动挡片4从铅过桥的两u型臂中间移开的驱动机构。
32.本实施例中,铸焊底模2上具有两组铸焊型腔,相应的,电池摆放板3上设有两个铸焊孔31,用于一次铸焊两只蓄电池,两个铸焊孔31之间共用一对活动架5,对应于两只蓄电池的各两排挡片4中朝相同方向移动的挡片4连接同一活动架5;具体地,挡片4根部设置为方形滑块41,电池摆放板3上对应设置有滑槽32,方形滑块41在滑槽32内滑动时,保证了挡片4移动的稳定。
33.电池摆放板3在垂直活动架5移动方向的两侧设有导向槽33,活动架5的两侧设有与导向槽33配合的导向滑块51,两活动架51之间设有用于将两活动架51相互拉近的复位弹簧6;两活动架5在相互靠近一侧分别设有驱动槽,驱动槽成对设置,每对驱动槽包括分别设于两活动架上的一个,每对驱动槽组成一个驱动口52;对应的,驱动机构包括可伸入驱动口52中以驱动两活动架5相互远离从而带动挡片4从过桥型腔中移出的驱动块7,同时,在驱动块7从驱动口52中移开时,在复位弹簧6的作用下,驱动两活动架5相互靠近;具体地,驱动块7伸入驱动口52中的一端具有尺寸逐渐增大的驱动部,确切地说,驱动部沿靠近驱动口52到远离驱动口52方向,尺寸逐渐增大。
34.本实施例中,蓄电池铸焊装置还包括与极群一一对应、用于在铸焊完成后将极群
顶入槽的顶柱8,以及用于安装各顶柱8、可水平移动的水平安装板9,驱动块7相应地设于该水平安装板9上;水平安装板9具体包含两种状态,即在铸焊工序时移动到一端以避让电池摆放板的第一状态,以及在极群入槽时移动到电池摆放板3下方使顶柱8与极群对应、驱动块7与驱动口52对应的第二状态。
35.在一些可选的实施例中,蓄电池铸焊装置还包括机架1,机架1上设有用于安装水平安装板9的第一水平滑槽91,第一水平滑槽91包括分别与水平安装板9两侧对应的两条,机架1上设有驱动水平安装板9沿第一水平滑槽91滑动的第一气缸10。
36.在一些可选的实施例中,蓄电池铸焊装置还包括用于放置电池摆放板3、可升降的升降架11,升降架11上具有用于安装电池摆放板3的第二水平滑槽111,第二水平滑槽111包括分别与电池摆放板3两侧对应的两条,机架1上还设有驱动升降架11竖向移动的第二气缸12;另外,升降架11上还设置有可升降用于压紧蓄电池的压板,该压板同样通过设置于机架1上的气缸驱动,该压板驱动机构为现有技术,故图中未详细示出。
37.本实施例中,铸焊底模2的下方设有用于提供铅液的铅锅,机架1上设有驱动铸焊底模2升降的第三气缸13,具体地,铸焊底模2固定于安装架14上,第三气缸12通过驱动安装14架来驱动铸焊底模2升降。
38.本实用新型的工作过程:
39.将极群半入槽到电池槽中作为待铸焊的蓄电池,将该蓄电池倒扣在电池摆放板3上,然后通过压板将待铸焊的蓄电池固定;第三气缸13驱动安装架14下降,带动铸焊底模2下沉到铅锅铅液液面之下,使铸焊型腔内填充满铅液;在铸焊底模2浸入铅液中时,第一气缸10驱动水平安装板9至第一状态,即避让电池摆放板3的下降;第二气缸12驱动升降架11下降,带动待铸焊的蓄电池下降,直至蓄电池极群的极耳伸入到汇流排型腔内,完成铸焊;第二气缸12驱动升降架11返回至原位;第一气缸10驱动水平安装板9至第二状态,即位于电池摆放板3正下方,此时顶柱8与极群对应,驱动块7与驱动口52对应;第二气缸12继续驱动升降架11下降,驱动块7伸入到驱动口52内,使得两活动架5相互远离从而带动挡片4从过桥型腔中移出,同时,顶柱8抵顶极群,使得极群完成入到电池槽中,完成装配。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1