一种新能源汽车高强合金电池边框挤压模具的制作方法
1.本实用新型涉及挤压模具技术领域,更具体地说,涉及一种新能源汽车高强合金电池边框挤压模具。
背景技术:
2.由于电池边框截面复杂,6061材料金属强度高流动性差,因此成形状态较差,本设计方案因采用下沉式(一种减压设计方式)中心开背孔,可有效解决产品中心部位斜筋进料难,易开裂问题,进料孔根据产品形状采用小孔,多孔平衡各部位金属流。小芯头受压力作用会偏移,因设计了保护台阶,可减缓金属冲击力,经过n次设计优化,本设计方案已经具备批量生产,而且成本可控,目前已批量应用于新能源汽车电池边框。
技术实现要素:
3.1.实用新型要解决的技术问题
4.本实用新型的目的在于克服现有技术的不足,提供了一种新能源汽车高强合金电池边框挤压模具,本实用新型的上模采用下沉式中心开背孔,可有效解决产品中心部位斜筋进料难,易开裂问题,内部设置保护台阶,避免芯头受压力作用会偏移,可减缓金属冲击力,进料口根据产品形状采用小孔,多孔平衡各部位金属流,经过n次设计优化,本设计方案已经具备批量生产,而且成本可控,目前已批量应用于新能源汽车电池边框。
5.2.技术方案
6.为达到上述目的,本实用新型提供的技术方案为:
7.本实用新型的一种新能源汽车高强合金电池边框挤压模具,包括上模和下模,所述的上模的一侧设置有芯头,芯头表面设有工作带,上模采用下沉式中心开背孔,上模的内部开设有进料口,上模的内侧间隔设置有保护台阶,相邻的保护台阶之间设置有斜筋;
8.所述的下模与上模合模后的内部设置有焊合腔室,焊合腔室的内侧也设置有工作带。
9.进一步地,所述的上模的表面间隔开设有定位孔,下模的表面间隔设置有定位销和定位螺栓。
10.进一步地,所述的上模的外圈设置有上模止口,下模的外圈设置有下模止口。
11.进一步地,所述的进料口采用小孔,多组进料口共同平衡各部位金属流。
12.进一步地,所述的斜筋的表面间隔开设有背孔及引流槽,斜筋采用背孔加引流槽保证金属流供应充分。
13.3.有益效果
14.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
15.本实用新型的上模采用下沉式中心开背孔,可有效解决产品中心部位斜筋进料难,易开裂问题,内部设置保护台阶,避免芯头受压力作用会偏移,可减缓金属冲击力,进料口根据产品形状采用小孔,多孔平衡各部位金属流,经过n次设计优化,本设计方案已经具
备批量生产,而且成本可控,目前已批量应用于新能源汽车电池边框。
附图说明
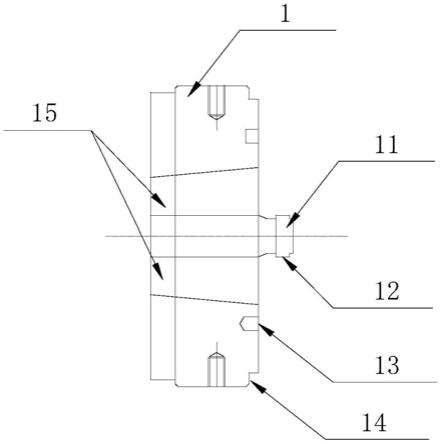
16.图1为本实用新型的上模侧视图;
17.图2为本实用新型的上模主视图;
18.图3为本实用新型的下模侧视图;
19.图4为本实用新型的下模主视图;
20.图5为本实用新型的斜筋放大结构图。
21.图中:1、上模;11、芯头;12、工作带;13、定位孔;14、上模止口;15、进料口;16、保护台阶;17、斜筋;2、下模;21、焊合腔室;22、定位销;23、定位螺栓;24、下模止口。
具体实施方式
22.下面结合附图和实施例对本实用新型作进一步的描述:
23.实施例1
24.从图1
‑
4可以看出,本实施例的一种新能源汽车高强合金电池边框挤压模具,包括上模1和下模2,上模1的一侧设置有芯头11,芯头11表面设有工作带12,上模1采用下沉式中心开背孔,可有效解决产品中心部位斜筋17进料难,易开裂问题,上模1的内部开设有进料口15,上模1的内侧间隔设置有保护台阶16,相邻的保护台阶16之间设置有斜筋17。
25.下模2与上模1合模后的内部设置有焊合腔室21,焊合腔室21的内侧也设置有工作带12。
26.上模1的表面间隔开设有定位孔13,下模2的表面间隔设置有定位销22和定位螺栓23,上模1和下模2合模时通过定位销22进行定位,合模后通过定位螺栓23进行固定。
27.上模1的外圈设置有上模止口14,下模2的外圈设置有下模止口24,上模止口14、下模止口24相互卡合,从而提高上模1和下模2的连接强度。
28.进料口15采用小孔并间隔设置,多组进料口15共同平衡各部位金属流。
29.斜筋17的表面间隔开设有背孔及引流槽,斜筋17采用背孔加引流槽保证金属流供应充分。
30.从图5可以看出,斜筋17上部水平侧采用背孔进料,斜筋17下部倾斜侧采用背孔与进料口15协助进料。
31.通常正向挤压时力是直线运动,如有斜筋17时,金属流会进行纵向,再横向,再纵向。
32.本模具采用开背孔方式和开引流槽方式同时供应金属流,使得供料充足。
33.本实用新型的上模1采用下沉式中心开背孔,可有效解决产品中心部位斜筋17进料难,易开裂问题,内部设置保护台阶16,避免芯头11受压力作用会偏移,可减缓金属冲击力,进料口15根据产品形状采用小孔,多孔平衡各部位金属流,经过n次设计优化,本设计方案已经具备批量生产,而且成本可控,目前已批量应用于新能源汽车电池边框。
34.本实用新型的上模1采用下沉式中心开背孔,可有效解决产品中心部位斜筋17进料难,易开裂问题,内部设置保护台阶16,避免芯头11受压力作用会偏移,可减缓金属冲击力,进料口15根据产品形状采用小孔,多孔平衡各部位金属流,经过n次设计优化,本设计方
案已经具备批量生产,而且成本可控,目前已批量应用于新能源汽车电池边框。
35.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
技术特征:
1.一种新能源汽车高强合金电池边框挤压模具,包括上模(1)和下模(2),其特征在于:所述的上模(1)的一侧设置有芯头(11),芯头(11)表面设有工作带(12),上模(1)采用下沉式中心开背孔,上模(1)的内部开设有进料口(15),上模(1)的内侧间隔设置有保护台阶(16),相邻的保护台阶(16)之间设置有斜筋(17);所述的下模(2)与上模(1)合模后的内部设置有焊合腔室(21),焊合腔室(21)的内侧也设置有工作带(12)。2.根据权利要求1所述的一种新能源汽车高强合金电池边框挤压模具,其特征在于:所述的上模(1)的表面间隔开设有定位孔(13),下模(2)的表面间隔设置有定位销(22)和定位螺栓(23)。3.根据权利要求1所述的一种新能源汽车高强合金电池边框挤压模具,其特征在于:所述的上模(1)的外圈设置有上模止口(14),下模(2)的外圈设置有下模止口(24)。4.根据权利要求1所述的一种新能源汽车高强合金电池边框挤压模具,其特征在于:所述的进料口(15)采用小孔,多组进料口(15)共同平衡各部位金属流。5.根据权利要求1所述的一种新能源汽车高强合金电池边框挤压模具,其特征在于:所述的斜筋(17)的表面间隔开设有背孔及引流槽,斜筋(17)采用背孔加引流槽保证金属流供应充分。
技术总结
本实用新型公开了一种新能源汽车高强合金电池边框挤压模具,属于挤压模具技术领域。本实用新型包括上模和下模,所述的上模的一侧设置有芯头,芯头表面设有工作带,上模采用下沉式中心开背孔,上模的内部开设有进料口,上模的内侧间隔设置有保护台阶,相邻的保护台阶之间设置有斜筋。本实用新型的上模采用下沉式中心开背孔,可有效解决产品中心部位斜筋进料难,易开裂问题,内部设置保护台阶,避免芯头受压力作用会偏移,可减缓金属冲击力,进料口根据产品形状采用小孔,多孔平衡各部位金属流,经过N次设计优化,本设计方案已经具备批量生产,而且成本可控,目前已批量应用于新能源汽车电池边框。车电池边框。车电池边框。
技术研发人员:时路 杨浩浩 丁浩 汪凡 时永皓
受保护的技术使用者:马鞍山市新马精密铝业股份有限公司
技术研发日:2021.03.02
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1