一种高强、高韧、耐腐蚀的铝合金板及其制备方法与流程
一种高强、高韧、耐腐蚀的铝合金板及其制备方法
一、技术领域:
1.本发明涉及一种铝合金板材的生产方法,具体涉及一种高强、高韧、耐腐蚀的铝合金板及其制备方法。
二、
背景技术:
2.高强、高韧、耐腐蚀铝合金是航空航天和现代交通运输(包括高速列车、轻轨列车、豪华客车、轿车、舰艇、游轮、罐车、集装箱等)轻量化、高速化的关键材料。它能够使飞机和宇航器飞的更高、更快、更远,可减少牵引力和节省大量能源,使交通工具高速又安全,并能够适应多种运行环境。该合金组织细密均匀,具备良好的焊接性,抗拉≥350mpa,为安全出行保驾护航,剥落腐蚀n级,晶间腐蚀单位面积质量损失≤5mg/c
㎡
为产品在恶略环境中正常运行提供保障。
3.高强、高韧、耐腐蚀铝合金现有生产技术以坯料厚度直接轧至成品厚度后进行成品退火,退火料温控制在160~240℃,但是高镁铝合金在160~230℃温度区间内易形成mg2al相,在晶间腐蚀溶液(70
±
1%浓硝酸)中,由于mg2al大量脱离铝基体,单位面积质量损失过大,晶间腐蚀结果易超标。退火温度低于160℃,延伸率易低于标准(12%)要求,退火温度高于240℃,屈服易低于标准(215mpa)要求。本发明坯料采用中间退火,冷轧加工硬化后成品低温稳定化退火,避开160~230℃温度段,在有效提高高镁铝合金抗蚀性的同时,保留了高镁铝合金高强、高韧的优点。
三、
技术实现要素:
4.本发明要解决的技术问题是:根据高强、高韧、耐腐蚀铝合金板现有制备情况,本发明提供一种新的高强、高韧、耐腐蚀的铝合金板及其制备方法。通过本发明技术方案,能够解决现有技术所存在的高强、高韧、耐蚀铝合金板生产中因内部组织疏松、化学成分偏析、非金属夹杂造成的性能不稳定、抗腐蚀性差等问题。
5.为了解决上述问题,本发明采取的技术方案是:
6.本发明提供一种高强、高韧、耐腐蚀的铝合金板,以质量百分含量表示,所述铝合金板中各合金元素化学成分及其含量为si 0.2~0.3%、fe 0.2~0.35%、cu 0.03~0.06%、mn 0.55~0.7%、mg 4.3~4.7%、cr 0.1~0.2%、zn≤0.1%、ti 0.015~0.03%,余量为al。
7.另外,提供一种高强、高韧、耐腐蚀的铝合金板的制备方法,所述制备方法包括以下步骤:
8.a、熔炼:将原料纯度为99.85%的高纯铝锭、含cu质量百分含量为50%的添加剂al-cu50、纯度为99.98%的纯镁锭、含cr质量百分含量为50%的添加剂al-cr50、纯度为99.98%的mn合金锭和5ti-1b钛硼丝加入熔炼炉中进行熔炼,控制熔炼温度为740~770℃、熔炼时间为5~6h,熔炼后在该温度条件下进行精炼;精炼后在温度保持不变的条件下继续熔炼1~1.5h,熔炼后得到合金液,所得合金液满足权利要求1所述高强、高韧、耐腐蚀的铝
合金板中各合金元素的成分含量要求;
9.b、精炼:步骤a所得合金液送入静置炉中进行精炼,精炼温度为730~740℃,精炼完成后除去浮渣,静置30~50min,得到精炼后的合金液;
10.c、铸造:将步骤b所得合金液采用铸造机进行铸造,得到铝合金铸锭;
11.d、锯头、铣面:将步骤c所得铝合金铸锭进行锯头、铣面;
12.e、将铣面后所得铸锭在加热炉中进行均匀化热处理;
13.所述均匀热处理的过程为:将铸锭置于推进式加热炉中,炉气定温550℃,金属温度为480~490℃,保温10~12h;改炉气定温为530℃,金属温度为510~520℃,保温3~4h;出炉温度为480~490℃;
14.f、热轧:将经过热处理的铝合金铸锭先进行热粗轧,经过21~25道次的轧制,粗轧至厚度为28mm的毛坯料,粗轧后温度为390~430℃;粗轧后进行精轧,经连续3次轧制得到厚度8.0mm的铝合金板材,热轧精轧后温度保持为330~340℃;热轧过程中使用乳化液进行润滑和冷却,得到铝合金板材坯料;
15.g、对所得铝合金板材坯料进行冷轧,冷轧至成品厚度前一道次厚度,预留18~20%的加工率;
16.h、对冷轧所得铝合金板材进行中间退火;
17.i、对退火后的铝合金板材再次进行冷轧,轧到成品厚度;
18.j、将冷轧后的铝合金板材进行稳定化热处理,得到铝合金板材成品。
19.根据上述高强、高韧、耐腐蚀的铝合金板的制备方法,步骤c所述铸造过程中,控制铸造温度为690~720℃、铸造水温为25~35℃、铸造水压为0.2~0.6kg/cm2、铸造水流量为90~230m3/h;所得铝合金铸锭的厚度为640mm、宽度为2100~2350mm。
20.根据上述高强、高韧、耐腐蚀的铝合金板的制备方法,步骤d所述锯头、铣面过程中,锯头长度为220mm,大面单侧铣面量≥20mm,小面单侧铣面量≥10mm,铸锭两边厚度差≤3mm。
21.根据上述高强、高韧、耐腐蚀的铝合金板的制备方法,步骤f中所述热粗轧时采用的乳化液压力为0.2~0.4mpa、乳化液温度为62~67℃、浓度为5~7%;热精轧时采用的乳化液压力为0.2~0.45mpa、乳化液温度为62~67℃、浓度为5~8%、压缩空气压力为0.3~0.6mpa,进轧厚度为28mm,轧制速度为1.0~1.2m/s。
22.根据上述高强、高韧、耐腐蚀的铝合金板的制备方法,步骤h所述中间退火时,退火炉内金属温度为330~340℃,保温时间4~5h。
23.根据上述高强、高韧、耐腐蚀的铝合金板的制备方法,步骤i所述冷轧过程中,控制加工率为18~20%。
24.根据上述高强、高韧、耐腐蚀的铝合金板的制备方法,步骤j中所述稳定化热处理为:将铝合金板材置于箱式退火炉中,炉气定温为180℃,金属温度为100~150℃时,保温时间1~2h。
25.本发明的积极有益效果:
26.1、通过本发明技术方案,能够有效减少因铸造速度波动造成的组织疏松、化学成分偏析、非金属夹杂等缺陷,从而改善产品的内部组织结构,提高了产品质量及成品率,满足高强、高韧、耐蚀铝合金板的使用性能和经济效益。
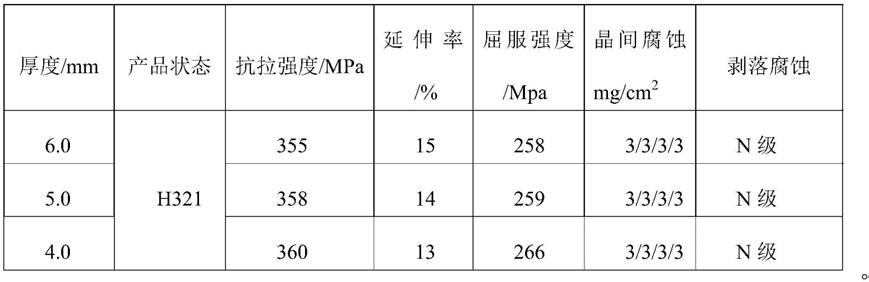
27.2、利用本发明技术方案制备的铝合金板材,其合金组织细密均匀,具备良好的焊接性,抗拉强度≥350mpa,延伸率≥13%,屈服强度≥245mpa,板体坚固耐用,具备良好的抗变形性,为安全出行保驾护航,剥落腐蚀达到n级,晶间腐蚀单位面积质量损失≤5mg/cm2,具备优良的抗腐蚀性,为产品在恶略环境中正常运行提供了保障。
四、具体实施方式:
28.以下结合实施例进一步阐述本发明,但并不限制本发明技术方案保护的范围。
29.实施例1:
30.本发明高强、高韧、耐腐蚀的铝合金板,以质量百分含量表示,所述铝合金板中各合金元素化学成分及其含量为si 0.25%、fe 0.3%、cu 0.05%、mn 0.6%、mg 4.6%、cr 0.2%、zn 0.07%、ti 0.02%,余量为al。
31.实施例2:
32.本发明高强、高韧、耐腐蚀的铝合金板,以质量百分含量表示,所述铝合金板中各合金元素化学成分及其含量为si 0.22%、fe 0.35%、cu 0.04%、mn 0.7%、mg 4.5%、cr 0.15%、zn 0.09%、ti 0.03%,余量为al。
33.实施例3:
34.本发明高强、高韧、耐腐蚀的铝合金板,以质量百分含量表示,所述铝合金板中各合金元素化学成分及其含量为si 0.25%、fe 0.33%、cu 0.03%、mn 0.6%、mg 4.4%、cr 0.15%、zn 0.06%、ti 0.03%,余量为al。
35.实施例4:
36.本发明实施例1所述高强、高韧、耐腐蚀的铝合金板的制备方法,该制备方法的详细步骤如下:
37.a、熔炼:将原料纯度为99.85%的高纯铝锭、含cu质量百分含量为50%的添加剂al-cu50、纯度为99.98%的纯镁锭、含cr质量百分含量为50%的添加剂al-cr50、纯度为99.98%的mn合金锭和5ti-1b钛硼丝加入熔炼炉中进行熔炼,控制熔炼温度为760℃、熔炼时间为6h,熔炼后在该温度条件下进行精炼,精炼后在温度保持不变的条件下继续熔炼1.5h,熔炼后得到合金液,所得合金液满足实施例1所述高强、高韧、耐腐蚀的铝合金板中各合金元素的成分含量要求;
38.b、精炼:步骤a所得合金液送入静置炉中进行精炼,精炼温度为730~740℃,精炼完成后除去浮渣,静置40min,得到精炼后的合金液;
39.c、铸造:将步骤b精炼所得合金液采用铸造机进行铸造,控制铸造温度为710℃、铸造水温为32℃、铸造水压为0.5kg/cm2、铸造速度为45mm/min,铸造水流量为200m3/h;铸造后得到厚度为640mm、宽度为2330mm铝合金铸锭;
40.d、锯头、铣面:将步骤c所得铝合金铸锭进行锯头、铣面,锯头长度为220mm,大面单侧铣面量22mm,小面单侧铣面量12mm,铸锭两边厚度差≤3mm;
41.e、将铣面后所得铸锭在加热炉中进行均匀化热处理;
42.所述铸锭均匀化热处理的过程为:将所得铸锭装入推进式加热炉,炉气定温550℃,金属温度达到480℃,保温时间为12h;炉气改定温530℃,金属温度达到515℃,保温时间为4h;出炉温度为490℃;
43.f、热轧:将经过加热处理的铝合金铸锭先进行热粗轧,经过23道次的轧制,粗轧至厚度为28mm的毛坯料,粗轧后温度为400℃;粗轧后进行精轧,经连续3次轧制得到厚度8.0mm的铝合金板材,热轧精轧后温度保持为335℃;热粗轧道次分配为596
→
576
→
550
→
525
→
500
→
475
→
450
→
425
→
400
→
375
→
350
→
325
→
300
→
275
→
250
→
225
→
200
→
175
→
150
→
125
→
100
→
73
→
48
→
28mm,在第20道轧制后进行切头、滚边;热轧过程中使用乳化液进行润滑和冷却,得到铝合金板材坯料;
44.所述热粗轧过程中采用乳化液的压力为0.30mpa,乳化液温度为65℃、质量浓度为5.5%;热精轧过程中采用乳化液的压力为0.40mpa,乳化液温度为65℃、质量浓度为6%,压缩空气压力为0.6mpa,热精轧轧制速度1.2m/s;
45.g、将所得厚度为8.0mm的铝合金板材坯料进行冷轧,冷轧至7.4mm厚度;
46.h、将冷轧所得7.4mm铝合金板材坯料送入箱式退火炉内进行中间退火,金属温度达到335℃、保温4h;
47.i、对退火后的铝合金板材上机进行冷轧,冷轧到6.0mm成品厚度,成品规格为6.0*2306*l;
48.j、将冷轧后的铝合金板材送入箱式退火炉进行稳定化处理,炉气定温180℃、金属温度为140℃、保温1h;出炉放至室温,得到符合标准的高强、高韧、耐蚀铝合金板。
49.实施例5:
50.本发明实施例2所述高强、高韧、耐腐蚀的铝合金板的制备方法,该制备方法的详细步骤如下:
51.a、熔炼:将原料纯度为99.85%的高纯铝锭、含cu质量百分含量为50%的添加剂al-cu50、纯度为99.98%的纯镁锭、含cr质量百分含量为50%的添加剂al-cr50、纯度为99.98%的mn合金锭和5ti-1b钛硼丝加入熔炼炉中进行熔炼,控制熔炼温度为770℃、熔炼时间为5h,熔炼后在该温度条件下进行精炼,精炼后在温度保持不变的条件下继续熔炼1.0h,熔炼后得到合金液,所得合金液满足实施例2所述高强、高韧、耐腐蚀的铝合金板中各合金元素的成分含量要求;
52.b、精炼:步骤a所得合金液送入静置炉中进行精炼,精炼温度为730~740℃,精炼完成后除去浮渣,静置40min,得到精炼后的合金液;
53.c、铸造:将步骤b精炼所得合金液采用铸造机进行铸造,控制铸造温度为710℃、铸造水温为32℃、铸造水压为0.5kg/cm2、铸造速度为45mm/min,铸造水流量为200m3/h;铸造后得到厚度为640mm、宽度为2330mm铝合金铸锭;
54.d、锯头、铣面:将步骤c所得铝合金铸锭进行锯头、铣面,锯头长度为220mm,大面单侧铣面量22mm,小面单侧铣面量12mm,铸锭两边厚度差≤3mm;
55.e、将铣面后所得铸锭在加热炉中进行均匀化热处理;
56.所述铸锭均匀化热处理的过程为:将所得铸锭装入推进式加热炉,炉气定温550℃,金属温度达到480℃,保温时间为12h;炉气改定温530℃,金属温度达到515℃,保温时间为4h;出炉温度为490℃;
57.f、热轧:将经过加热处理的铝合金铸锭先进行热粗轧,经过23道次的轧制,粗轧至厚度为28mm的毛坯料,粗轧后温度为400℃;粗轧后进行精轧,经连续3次轧制得到厚度8.0mm的铝合金板材,热轧精轧后温度保持为335℃;粗轧道次分配为596
→
576
→
550
→
525
→
500
→
475
→
450
→
425
→
400
→
375
→
350
→
325
→
300
→
275
→
250
→
225
→
200
→
175
→
150
→
125
→
100
→
73
→
48
→
28mm,在第20道轧制后进行切头、滚边;热轧过程中使用乳化液进行润滑和冷却,得到铝合金板材坯料;
58.所述热粗轧过程中采用乳化液的压力为0.30mpa,乳化液温度为65℃、质量浓度为5.5%;热精轧过程中采用乳化液的压力为0.40mpa,乳化液温度为65℃、质量浓度为6%,压缩空气压力为0.5mpa,热精轧轧制速度1.2m/s;
59.g、将所得厚度为8.0mm的铝合金板材坯料进行冷轧,冷轧至6.3mm厚度;
60.h、将冷轧所得6.3mm铝合金板材坯料送入箱式退火炉内进行中间退火,金属温度达到335℃、保温4h;
61.i、对退火后的铝合金板材上机进行冷轧,冷轧到5.0mm成品厚度,成品规格为5.0*2306*l;
62.j、将冷轧后的铝合金板材送入箱式退火炉进行稳定化处理,炉气定温180℃、金属温度为120℃、保温2h;出炉放至室温,得到符合标准的高强、高韧、耐蚀铝合金板。
63.实施例6:
64.本发明实施例3所述高强、高韧、耐腐蚀的铝合金板的制备方法,该制备方法的详细步骤如下:
65.a、熔炼:将原料纯度为99.85%的高纯铝锭、含cu质量百分含量为50%的添加剂al-cu50、纯度为99.98%的纯镁锭、含cr质量百分含量为50%的添加剂al-cr50、纯度为99.98%的mn合金锭和5ti-1b钛硼丝加入熔炼炉中进行熔炼,控制熔炼温度为750℃、熔炼时间为6h,熔炼后在该温度条件下进行精炼,精炼后在温度保持不变的条件下继续熔炼1.5h,熔炼后得到合金液,所得合金液满足实施例3所述高强、高韧、耐腐蚀的铝合金板中各合金元素的成分含量要求;
66.b、精炼:步骤a所得合金液送入静置炉中进行精炼,精炼温度为730~740℃,精炼完成后除去浮渣,静置40min,得到精炼后的合金液;
67.c、铸造:将步骤b精炼所得合金液采用铸造机进行铸造,控制铸造温度为710℃、铸造水温为32℃、铸造水压为0.5kg/cm2、铸造速度为45mm/min,铸造水流量为200m3/h;铸造后得到厚度为640mm、宽度为2330mm铝合金铸锭;
68.d、锯头、铣面:将步骤c所得铝合金铸锭进行锯头、铣面,锯头长度为220mm,大面单侧铣面量22mm,小面单侧铣面量12mm,铸锭两边厚度差≤3mm;
69.e、将铣面后所得铸锭在加热炉中进行均匀化热处理;
70.所述铸锭均匀化热处理的过程为:将所得铸锭装入推进式加热炉,炉气定温550℃,金属温度达到480℃,保温时间为12h;炉气改定温530℃,金属温度达到515℃,保温时间为4h;出炉温度为490℃;
71.f、热轧:将经过加热处理的铝合金铸锭先进行热粗轧,经过23道次的轧制,粗轧至厚度为28mm的毛坯料,粗轧后温度为400℃;粗轧后进行精轧,经连续3次轧制得到厚度8.0mm的铝合金板材,热轧精轧后温度保持为335℃;粗轧道次分配为596
→
576
→
550
→
525
→
500
→
475
→
450
→
425
→
400
→
375
→
350
→
325
→
300
→
275
→
250
→
225
→
200
→
175
→
150
→
125
→
100
→
73
→
48
→
28mm,在第20道轧制后进行切头、滚边;热轧过程中使用乳化液进行润滑和冷却,得到铝合金板材坯料;
72.所述热粗轧过程中采用乳化液的压力为0.30mpa,乳化液温度为65℃、质量浓度为5.5%;热精轧过程中采用乳化液的压力为0.40mpa,乳化液温度为65℃、质量浓度为6%,压缩空气压力为0.6mpa,热精轧轧制速度1.2m/s;
73.g、将所得厚度为8.0mm的铝合金板材坯料进行冷轧,冷轧至5.0mm厚度;
74.h、将冷轧所得5.0mm铝合金板材坯料送入箱式退火炉内进行中间退火,金属温度达到335℃、保温4h;
75.i、对退火后的铝合金板材上机进行冷轧,冷轧到4.0mm成品厚度,成品规格为4.0*2306*l;
76.j、将冷轧后的铝合金板材送入箱式退火炉进行稳定化处理,炉气定温180℃、金属温度为100℃、保温2h;出炉放至室温,得到符合标准的高强、高韧、耐蚀铝合金板。
77.本发明实施例制备所得产品的相关性能检测数据详见表1。
78.表1本发明实施例制备所得产品的相关性能检测数据
79.
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1