一种船舶钢结构打磨装置的制作方法
1.本发明涉及钢结构加工技术领域,具体为一种船舶钢结构打磨装置。
背景技术:
2.钢结构在船舶领域施工时被广泛应用,在进行船舶施工时,需要使用大量的钢结构搭建焊接船舶钢架;钢结构是以钢材制作为主要结构,钢材的特点是强度高、自重轻、整体刚性好、变形能力强,故用于建造大跨度和超高、超重型的船舶钢架特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;其中,船舶钢结构进行焊接时,为了提升焊接点位置处连接稳定性,需要对船舶钢结构的焊接点进行打磨以便涂覆防锈材料;传统的钢结构打磨工艺多为人工手持打磨机移至钢结构焊接部位进行手动打磨,打磨效率一般,且打磨时容易产生废屑对作业人员造成一定的损伤;其次,钢结构焊接部位打磨后,还需要人工在手持涂覆刷将防腐蚀材料涂覆在打磨部位,比较麻烦,为此,我们提出一种船舶钢结构打磨装置用于解决上述问题。
技术实现要素:
3.本发明的目的在于提供一种船舶钢结构打磨装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种船舶钢结构打磨装置,包括第一钢结构,所述第一钢结构的一端焊接有第二钢结构,所述第一钢结构的外侧设有打磨机构总成;所述打磨机构总成包括定移组件,所述定移组件的一侧固定安装有打磨组件,所述定移组件靠近打磨组件的一侧固定安装有辅助组件,所述定移组件远离打磨组件的一侧固定安装有涂覆组件,所述定移组件靠近涂覆组件的一侧固定安装有烘干组件。
5.作为本发明的一种优选技术方案,所述定移组件包括第一框和第二框,所述第二框的中部固定卡设有套管,所述套管的中部转动安装有调距螺杆,所述第一框的中部固定卡设有和调距螺杆配合使用的内螺管,所述调距螺杆螺纹卡接在内螺管中,所述第二框的一端部垂直安装有第一导架,所述第一框的一端部垂直安装有和第一导架配合使用的第一套框,所述第一套框活动套接在第一导架的外侧,所述第二框的另一端部垂直安装有第二导架,所述第一框的另一端部垂直安装有和第二导架配合使用的第二套框,所述第二套框活动套接在第二导架的外侧。
6.作为本发明的一种优选技术方案,所述第一框、第二框的两端部均转动安装有卡轮,所述第一钢结构活动卡接在多个卡轮之间,同侧两个所述卡轮的底部转动设有定移底框。
7.作为本发明的一种优选技术方案,其中一个所述定移底框的底端固定安装有电
机,所述电机的驱动端和对应卡轮同轴固定安装。
8.作为本发明的一种优选技术方案,所述打磨组件包括对称分布的两个打磨支架,所述打磨支架分别固定安装在第二导架、第二套框上,所述打磨支架顶端固定安装有l型架,所述l型架的底端固定安装有直线电缸,所述直线电缸的驱动端固定安装有打磨底座,所述打磨底座的中部固定安装有升降杆,所述升降杆的驱动端固定安装有打磨机本体。
9.作为本发明的一种优选技术方案,所述辅助组件包括辅助支架,所述辅助支架固定安装在第一框顶端靠近打磨组件的一侧,所述辅助支架的底端固定安装有超声波检测器,所述辅助支架的顶端固定安装有异形架,所述异形架的端部固定安装有摄像头,所述摄像头的位置和打磨组件的位置相互对应。
10.作为本发明的一种优选技术方案,所述涂覆组件包括第一架和第二架,所述第一架固定安装在第一套框上,所述第二架固定安装在第一导架上,所述第一架的顶端固定安装有安装座,所述安装座上固定安装有涂覆外框,所述涂覆外框的底端中部开设有伸缩槽,所述伸缩槽中滑动卡设有涂覆内框,所述涂覆内框的底部转动安装有涂覆辊,所述涂覆外框中开设有储料腔,所述储料腔的底部开设有排料槽,所述涂覆内框中开设有和排料槽配合使用的疏料槽,所述疏料槽的端部延伸至涂覆辊的外侧,所述涂覆外框的中部固定插设有伸缩杆,所述伸缩杆的驱动端和涂覆内框的顶端固定安装。
11.作为本发明的一种优选技术方案,所述第二架远离第一架的一侧固定安装有第一l型杆,所述第一l型杆的端部固定安装有辊筒套,所述辊筒套顶端滑动卡接在涂覆内框的底端,所述辊筒套套接在涂覆辊的外侧。
12.作为本发明的一种优选技术方案,所述第一l型杆的顶端垂直安装有第二l型杆,所述第二l型杆远离第一l型杆的一侧固定安装有和排料槽位置对应的封板,所述涂覆外框外壁靠近排料槽的一侧开设有封槽,所述封槽和排料槽相通,所述封槽高度尺寸大于排料槽的高度尺寸,所述封板滑动卡接在对应封槽中。
13.作为本发明的一种优选技术方案,所述烘干组件包括烘干架,所述烘干架固定安装在第一框顶端靠近涂覆组件的一侧,所述烘干架的端部固定安装有烘干外筒,所述烘干外筒的底端开设有均匀分布的多个喷孔,所述烘干外筒中固定安装有加热框,所述烘干外筒的顶端固定卡设有对称分布的两个风机。
14.与现有技术相比,本发明的有益效果在于:1.通过设置打磨组件配合使用定移组件,进行打磨机构总成和第一钢结构之间的稳定滚动卡接,且便于打磨机构总成自动移动至第一钢结构、第二钢结构焊接部位,对焊接部位进行远距离自动打磨,防止打磨时废屑对作业人员造成损伤,从而提升了整个装置对钢结构的打磨效率和使用效果;2.通过设置涂覆组件,对第一钢结构、第二钢结构的焊接部位进行防腐蚀涂料自动涂覆,从而防止打磨后第一钢结构、第二钢结构焊接部位的后期腐蚀,进而提升了整个装置的功能性,并提升了整个装置的使用效果;3.通过设置烘干组件,开启两侧风机和内部的加热框,外部气流通过加热框加热后,经过多个加热框均匀喷在第一钢结构、第二钢结构涂覆部位表面,加速防腐蚀涂料的干燥,进而提升了整个装置的使用效果;4.通过设置辅助组件,使用摄像头远距离辅助观察第一钢结构、第二钢结构焊接
部位的自动打磨情况,并能够通过使用超声波检测器辅助检测打磨后第一钢结构、第二钢结构焊接部位的连接情况,防止打磨后第一钢结构、第二钢结构焊接部位出现损坏造成不必要麻烦,进一步提升了钢结构打磨时的效果。
附图说明
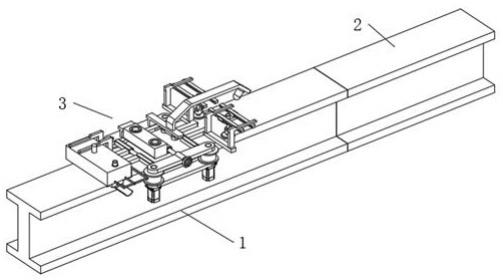
15.图1为本发明结构示意图,图2为本发明中打磨机构总成的结构示意图,图3为本发明中定移组件的结构示意图,图4为本发明中打磨组件的结构示意图,图5为本发明中辅助组件的结构示意图,图6为本发明中涂覆组件的结构示意图,图7为本发明图6中a处的放大图,图8为本发明中烘干组件的结构示意图。
16.图中:1、第一钢结构;2、第二钢结构;3、打磨机构总成;4、定移组件;5、打磨组件;6、辅助组件;7、涂覆组件;8、烘干组件;41、第一框;42、第二框;43、套管;431、调距螺杆;44、内螺管;45、第一导架;451、第一套框;46、第二导架;461、第二套框;47、卡轮;471、定移底框;48、电机;51、打磨支架;52、l型架;53、直线电缸;54、打磨底座;55、升降杆;56、打磨机本体;61、辅助支架;62、超声波检测器;63、异形架;64、摄像头;71、第一架;72、第二架;73、安装座;74、涂覆外框;741、伸缩槽;742、储料腔;743、排料槽;75、涂覆内框;751、疏料槽;76、涂覆辊;761、伸缩杆;77、第一l型杆;78、辊筒套;79、第二l型杆;710、封板;744、封槽;81、烘干架;82、烘干外筒;821、喷孔;83、加热框;84、风机。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.实施例:如图1-8所示,本发明提供了一种船舶钢结构打磨装置,包括第一钢结构1,第一钢结构1的一端焊接有第二钢结构2,第一钢结构1的外侧设有打磨机构总成3;打磨机构总成3包括定移组件4,定移组件4的一侧固定安装有打磨组件5,定移组件4靠近打磨组件5的一侧固定安装有辅助组件6,定移组件4远离打磨组件5的一侧固定安装有涂覆组件7,定移组件4靠近涂覆组件7的一侧固定安装有烘干组件8。
19.定移组件4包括第一框41和第二框42,第二框42的中部固定卡设有套管43,套管43的中部转动安装有调距螺杆431,第一框41的中部固定卡设有和调距螺杆431配合使用的内螺管44,调距螺杆431螺纹卡接在内螺管44中,通过手动转动调距螺杆431,配合使用内螺管44,驱动第二框42水平移动,从而灵活调节第一框41和第二框42的间距,第二框42的一端部垂直安装有第一导架45,第一框41的一端部垂直安装有和第一导架45配合使用的第一套框451,第一套框451活动套接在第一导架45的外侧,第二框42的另一端部垂直安装有第二导架46,第一框41的另一端部垂直安装有和第二导架46配合使用的第二套框461,第二套框
461活动套接在第二导架46的外侧,通过设置第一导架45、第一套框451和第二导架46、第二套框461,提高了第二框42水平移动时的稳定性,且在调节第一框41和第二框42的间距时,第一导架45同步在第一套框451中滑动,第二导架46同步在第二套框461中滑动,从而同步调节第一导架45、第一套框451的间距和第二导架46、第二套框461的间距。
20.第一框41、第二框42的两端部均转动安装有卡轮47,通过调节第一框41、第二框42的间距,灵活调节多个卡轮47的间距,直至第一钢结构1活动卡接在多个卡轮47之间,进行定移组件4和第一钢结构1之间的滚动卡接,从而进行打磨机构总成3和第一钢结构1之间的滚动卡接,且提升了打磨机构总成3和第一钢结构1之间连接的稳定性,同侧两个卡轮47的底部转动设有定移底框471;其中一个定移底框471的底端固定安装有电机48,电机48的驱动端和对应卡轮47同轴固定安装,通过控制并开启电机48,同步驱动对应卡轮47进行转动,从而带动定移组件4在第一钢结构1上进行自动移动,进而带动整个打磨机构总成3在第一钢结构1上进行自动移动,便于后续打磨机构总成3自动移动至第一钢结构1、第二钢结构2焊接部位,对焊接部位进行远距离自动打磨,从而提升了整个装置对钢结构的打磨效率。
21.打磨组件5包括对称分布的两个打磨支架51,打磨支架51分别固定安装在第二导架46、第二套框461上,第二导架46、第二套框461间距调节时,两个打磨支架51的间距同步调节,打磨支架51顶端固定安装有l型架52,l型架52的底端固定安装有直线电缸53,直线电缸53的驱动端固定安装有打磨底座54,打磨底座54的中部固定安装有升降杆55,升降杆55的驱动端固定安装有打磨机本体56,使用时,通过控制并开启直线电缸53驱动打磨机本体56水平移动,调节打磨机本体56的水平位置,控制并开启升降杆55驱动打磨机本体56上下升降,调节打磨机本体56的高度位置,进而便于使用打磨机本体56对第一钢结构1、第二钢结构2的焊接部位进行远距离自动打磨,防止打磨时废屑对作业人员造成损伤,从而提升了整个装置的使用效果。
22.辅助组件6包括辅助支架61,辅助支架61固定安装在第一框41顶端靠近打磨组件5的一侧,辅助支架61的底端固定安装有超声波检测器62,辅助支架61的顶端固定安装有异形架63,异形架63的端部固定安装有摄像头64,摄像头64的位置和打磨组件5的位置相互对应,使用时,可通过使用摄像头64远距离辅助观察第一钢结构1、第二钢结构2焊接部位的自动打磨情况,并能够通过使用超声波检测器62辅助检测打磨后第一钢结构1、第二钢结构2焊接部位的连接情况,防止打磨后第一钢结构1、第二钢结构2焊接部位出现损坏造成不必要麻烦,进一步提升了钢结构打磨时的效果。
23.涂覆组件7包括第一架71和第二架72,第一架71固定安装在第一套框451上,第二架72固定安装在第一导架45上,调节第一导架45、第一套框451间距的同时,第一架71和第二架72的间距同步调节,第一架71的顶端固定安装有安装座73,安装座73上固定安装有涂覆外框74,涂覆外框74的底端中部开设有伸缩槽741,伸缩槽741中滑动卡设有涂覆内框75,涂覆内框75可实现在伸缩槽741中进行滑动升降,涂覆外框74的中部固定插设有伸缩杆761,伸缩杆761的驱动端和涂覆内框75的顶端固定安装;通过控制并开启伸缩杆761,驱动涂覆内框75在伸缩槽741中进行滑动升降,涂覆内框75的底部转动安装有涂覆辊76,涂覆辊76可实现在涂覆内框75的底部进行转动,涂覆外框74中开设有储料腔742,使用时,储料腔742中储放防腐蚀涂料,储料腔742的底部开设有排料槽743,涂覆内框75中开设有和排料槽743配合使用的疏料槽751,疏料槽751的端部延伸至涂覆辊76的外侧,通过驱动涂覆内框75
在伸缩槽741中进行滑动升降,当疏料槽751和排料槽743对应时,防腐蚀涂料通过排料槽743、疏料槽751和涂覆辊76接触,通过涂覆辊76在第一钢结构1、第二钢结构2焊接部位表面的转动可对第一钢结构1、第二钢结构2的焊接部位进行防腐蚀涂料自动涂覆,从而防止打磨后第一钢结构1、第二钢结构2焊接部位的后期腐蚀,进而提升了整个装置的功能性,并提升了整个装置的使用效果。
24.第二架72远离第一架71的一侧固定安装有第一l型杆77,第一l型杆77的端部固定安装有辊筒套78,辊筒套78顶端滑动卡接在涂覆内框75的底端,辊筒套78套接在涂覆辊76的外侧;第一l型杆77的顶端垂直安装有第二l型杆79,第二l型杆79远离第一l型杆77的一侧固定安装有和排料槽743位置对应的封板710,涂覆外框74外壁靠近排料槽743的一侧开设有封槽744,封槽744和排料槽743相通,封槽744高度尺寸大于排料槽743的高度尺寸,封板710滑动卡接在对应封槽744中,在第一架71和第二架72间距同步调节时,辊筒套78在涂覆辊76的外侧进行滑动,对多余的涂覆辊76面进行覆盖,此时,辊筒套78的端部和钢结构的棱边接触,且封板710在对应封槽744中滑动,对多余的排料槽743空间进行封堵,此时,封板710的的端部和钢结构的棱边位置对应,以适应不同宽度的钢结构表面涂覆,防止防腐蚀涂料浪费。
25.烘干组件8包括烘干架81,烘干架81固定安装在第一框41顶端靠近涂覆组件7的一侧,烘干架81的端部固定安装有烘干外筒82,烘干外筒82的底端开设有均匀分布的多个喷孔821,烘干外筒82中固定安装有加热框83,烘干外筒82的顶端固定卡设有对称分布的两个风机84,使用时,当打磨后的第一钢结构1、第二钢结构2焊接部位涂覆防腐蚀涂料后,同步开启两侧风机84和内部的加热框83,外部气流通过加热框83加热后,经过多个加热框83均匀喷在第一钢结构1、第二钢结构2涂覆部位表面,加速防腐蚀涂料的干燥,进而提升了整个装置的使用效果。
26.工作原理:使用时,将整个打磨机构总成3置于第一钢结构1外侧,随后,手动转动调距螺杆431,配合使用内螺管44,驱动第二框42水平移动,灵活调节第一框41和第二框42的间距,同步调节第一导架45、第一套框451的间距和第二导架46、第二套框461的间距,进而调节多个卡轮47的间距,直至第一钢结构1活动卡接在多个卡轮47之间,进行定移组件4和第一钢结构1之间的滚动卡接,从而进行打磨机构总成3和第一钢结构1之间的滚动稳定卡接;随后,向储料腔742中储放防腐蚀涂料,随后,控制并开启电机48,同步驱动对应卡轮47进行转动,从而带动定移组件4在第一钢结构1上进行自动移动,进而带动整个打磨机构总成3在第一钢结构1上进行自动移动,通过使用摄像头64远距离辅助观察,直至打磨组件5移动至第一钢结构1、第二钢结构2焊接部位;随后,控制并开启直线电缸53驱动打磨机本体56水平移动,调节打磨机本体56的水平位置,控制并开启升降杆55驱动打磨机本体56上下升降,调节打磨机本体56的高度位置,进而使用打磨机本体56对第一钢结构1、第二钢结构2的焊接部位进行远距离自动打磨,防止打磨时废屑对作业人员造成损伤;打磨完毕后,再次移动打磨机构总成3,使超声波检测器62移至第一钢结构1、第二钢结构2的打磨部位,辅助检测打磨后第一钢结构1、第二钢结构2焊接部位的连接情况,防止打磨后第一钢结构1、第二钢结构2焊接部位出现损坏造成不必要麻烦;
当打磨符合质量需要涂覆时,再次移动打磨机构总成3,使涂覆组件7移至第一钢结构1、第二钢结构2的打磨部位,控制并开启伸缩杆761,驱动涂覆内框75在伸缩槽741中进行滑动升降,当疏料槽751和排料槽743对应时,防腐蚀涂料通过排料槽743、疏料槽751和涂覆辊76接触,通过涂覆辊76在第一钢结构1、第二钢结构2焊接部位表面的转动可对第一钢结构1、第二钢结构2的焊接部位进行防腐蚀涂料自动涂覆,防止打磨后第一钢结构1、第二钢结构2焊接部位的后期腐蚀;自动涂覆后,再次移动打磨机构总成3,使烘干组件8移至第一钢结构1、第二钢结构2的涂覆部位,同步开启两侧风机84和内部的加热框83,外部气流通过加热框83加热后,经过多个加热框83均匀喷在第一钢结构1、第二钢结构2涂覆部位表面,加速防腐蚀涂料的干燥。
27.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1