一种真空镀膜生产线用平移架的制作方法
一种真空镀膜生产线用平移架
【技术领域】
1.本实用新型涉及真空镀膜领域,尤其是一种真空镀膜生产线用平移架。
背景技术:
2.基片架小车是装载镀膜基片的机构,其搭载镀膜基片在真空镀膜生产线中传送以完成镀膜工艺,其结构如说明书附图的图6所示。整在套镀膜线中,主要分为真空镀膜箱体和大气回架设备。回架设备肩负着基片架小车的传输和上下料功能。另外在真空镀膜生产线中,为了提高效率一般在一条生产线中会有多个基片架小车存在,当开始生产流程,基片架小车要从存储架中一片片的吐出,当镀膜结束又要从镀膜线中全部回收到存储架中。不过传统的大气回架设备仅仅只是完成把基片架小车送入和送出镀膜线的动作,导致回架设备功能单一,自动化程度低,甚至会使回架设备数量和尺寸加大。
技术实现要素:
3.本实用新型要解决的技术问题是提供自动化程度高且可大大减少回架设备的一种真空镀膜生产线用平移架。
4.本实用新型的目的是这样实现的:
5.一种真空镀膜生产线用平移架,包括底架组件和可移动地设于所述底架组件上的平移框组件,所述底架组件与所述平移框组件之间设有用于驱动所述平移框组件沿x轴方向运动的第一驱动装置,所述平移框组件上设有用于对基片架小车进行定位和导向的定位导向组件,所述平移框组件的底部设有用于驱动基片架小车沿y轴运动的第二驱动装置。
6.本实用新型采用上述结构,通过定位导向组件配合第二驱动装置可将基片架小车定位于平移框组件中,使得本实用新型具有辅助实现储存的功能,另外通过第一驱动装置可驱动平移框组件沿x轴方向运动,从而实现平移搬运功能,而第二驱动装置可驱动基片架小车沿y轴运动,从而实现下料功能,因此本实用新型是大气回架设备的一部分,不仅实现了基本的基片架小车的传输功能,而且还兼具了下料功能、平移功能和辅助实现存储功能,高度自动化,功能集成度高并减少了回架设备的数量。
7.如上所述的一种真空镀膜生产线用平移架,所述定位导向组件包括定位件,所述定位件包括设于所述平移框组件底部的定位座、设于所述定位座前侧的定位柱和设于所述定位座的后侧且用于驱动所述定位柱前后运动的驱动缸。驱动缸提供动力推动定位柱与基片架小车上的定位套配合,从而完成定位并为下料动作提供前提条件。
8.如上所述的一种真空镀膜生产线用平移架,所述定位导向组件还包括磁导向件,所述磁导向件包括设于所述平移框组件顶部的安装板、设于所述安装板底部的导向罩和分别设于所述导向罩的两内侧且磁性相同的磁铁,使得基片架小车的上端可悬空,并减小基片架小车沿y轴方向传送时的阻力。
9.如上所述的一种真空镀膜生产线用平移架,述导向罩上设有压紧缸,压紧缸可在定位时将基片架小车压紧,从而保证基片架小车的定位效果。
10.如上所述的一种真空镀膜生产线用平移架,所述平移框组件上设有用于对镀膜基片在基片架小车上进行装卸的顶片组件,所述顶片组件包括铝型材和设于所述铝型材上的顶片驱动件,从而方便调节各顶片驱动件之间的间距。通过顶片驱动件可自动解锁通过装夹装置夹紧于基片架小车上的镀膜基片,从而完成自动卸料。
11.如上所述的一种真空镀膜生产线用平移架,所述第二驱动装置包括传动架、可转动地设于所述传动架一侧上的v型轮和设于所述传动架的另一侧且用于驱动所述v型轮转动的伺服驱动组件,伺服驱动组件提供动力带动v型轮转动,从而带动基片架小车沿y轴运动以完成下料。
12.如上所述的一种真空镀膜生产线用平移架,所述伺服驱动组件包括第一伺服电机和设于所述第一伺服电机的输出端与所述v型轮之间的同步轮同步带传送组件,所述传动架上设有张紧轮组件,从而保证同步轮同步带传送组件的传动精度。
13.如上所述的一种真空镀膜生产线用平移架,所述第一驱动装置包括设于所述平移框组件上的第二伺服电机、设于所述第二伺服电机输出端上的斜齿轮和设于所述底架组件上且可与所述斜齿轮啮合的斜齿条。第二伺服电机驱动斜齿轮转动,从而驱动平移框组件整体可沿x轴(斜齿条)运动,其传动机构采用斜齿轮-斜齿条,可以保证较高的传动精度。
14.如上所述的一种真空镀膜生产线用平移架,述底架组件上设有直线滑轨,所述底架组件的两端设有油压缓冲器,所述平移框组件的底部设有可与所述直线滑轨滑动连接的滑块。
【附图说明】
15.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
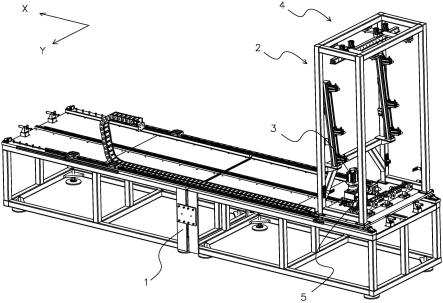
16.图1为本实用新型的结构示意图;
17.图2为本实用新型所述平移框组件的结构示意图;
18.图3为本实用新型所述磁导向件的结构示意图;
19.图4为本实用新型所述第二驱动装置的结构示意图;
20.图5为本实用新型所述底架组件的结构示意图;
21.图6为基片架小车的结构示意图。
【具体实施方式】
22.一种真空镀膜生产线用平移架,包括底架组件1和可移动地设于底架组件1上的平移框组件2,底架组件1与平移框组件2之间设有用于驱动平移框组件2沿x轴方向运动的第一驱动装置3,平移框组件2上设有用于对基片架小车10进行定位和导向的定位导向组件4,平移框组件2的底部设有用于驱动基片架小车10沿y轴运动的第二驱动装置5。
23.为保证对基片架小车10的定位效果,定位导向组件4包括定位件401,定位件401包括设于平移框组件2底部的定位座41、设于定位座41前侧的定位柱42和设于定位座41的后侧且用于驱动定位柱42前后运动的驱动缸43(优选气缸)。
24.为对基片架小车10进行导向并减小其沿y轴方向传送时的阻力,定位导向组件4还包括磁导向件402,磁导向件402包括设于平移框组件2顶部的安装板44、设于安装板44底部的导向罩45和分别设于导向罩45的两内侧且磁性相同的磁铁46(可在基片架小车10的上端
设置磁性相同的磁铁,与导向罩45内侧的磁铁46形成相互排斥)。
25.为防止搬移过程中基片架小车10发生移位,导向罩45上设有压紧缸47(优选气缸),搬移时,压紧缸47将基片架小车10压紧。
26.为实现镀膜基片的自动卸料,平移框组件2上设有用于对镀膜基片在基片架小车10上进行装卸的顶片组件6,顶片组件6包括铝型材61和设于铝型材61上的顶片驱动件62。需要从基片架小车10上卸下镀膜基片时,顶片驱动件62的输出端向前顶出以解锁基片架小车10上的装夹装置100,从而释放镀膜基片,此时搬运机械手就可将镀膜基片搬离基片架小车10,从而完成自动卸料。
27.第二驱动装置5包括传动架51、可转动地设于传动架51一侧上的v型轮52和设于传动架51的另一侧且用于驱动v型轮52转动的伺服驱动组件53。伺服驱动组件53提供动力带动v型轮52转动,从而带动基片架小车10沿y轴运动以完成下料。另外,v型轮52也可在搬移过程中对基片架小车10的下端进行定位。
28.伺服驱动组件53包括第一伺服电机531和设于第一伺服电机531的输出端与v型轮52之间的同步轮同步带传送组件532,传动架51上设有张紧轮组件54。第一伺服电机511的输出端与同步轮同步带传送组件532之间还可设置减速机。
29.第一驱动装置3包括设于平移框组件2上的第二伺服电机31、设于第二伺服电机31输出端上的斜齿轮32和设于底架组件1上且可与斜齿轮32啮合的斜齿条33。第二伺服电机31通过安装座30安装在平移框组件2的底部上,其输出端与斜齿轮32之间还可设置减速机。
30.为保证平移框组件2沿x轴方向运动的稳定性,底架组件1上设有直线滑轨7,平移框组件2的底部设有可与直线滑轨7滑动连接的滑块21,为对平移框组件2进行限位和缓冲,底架组件1的两端设有油压缓冲器8。
31.本实用新型使用时,承载有镀膜基片的基片架小车10定位于平移框组件2上,此时基片架小车10的下端可通过v型轮52和定位件401进行定位,而基片架小车10的则通过压紧缸47压紧,此时基片架小车10可储存于平移框组件2上,当需要卸片(卸下基片架小车10上承载的的镀膜基片)时,第一驱动装置3驱动平移框组件2连同定位在其上的基片架小车10沿x轴方向运动至底架组件1的另一侧(卸片侧),然后顶片驱动件62的输出端向前顶出以解锁基片架小车10上的装夹装置100,压紧缸47释放基片架小车10,此时搬运机械手就可将镀膜基片搬离基片架小车10,从而完成自动卸片,然后第二驱动装置5驱动基片架小车10沿y轴运动(此时定位件401的定位柱42回位,磁导向件402对基片架小车10进行磁导向)并送出平移框组件2。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1