弯曲成形装置以及弯曲成形方法与流程
1.本公开涉及弯曲成形装置以及弯曲成形方法。
背景技术:
2.专利文献1的弯曲成形夹具具备:与玻璃板抵接的挠性的板状部件;和一端部连接于架台并且另一端部连接于板状体而用于将架台与板状部件之间的距离保持为期望的长度的多个连接单元。连接单元具备:棒状部件、和将棒状部件支承为沿其长度方向自由滑动并且以自由变更相对于架台的安装角度的方式支承棒状部件的棒状部件支承座。通过使棒状部件沿着其长度方向滑动以及变更棒状部件的安装角度,从而能够变更板状部件的曲面形状。板状部件的曲面形状变更为与玻璃板的目标的曲面形状一致。因此每当变更玻璃板的目标的曲面形状时,不需要制作成形模具。
3.专利文献1:日本特开2003
‑
212574号公报
4.根据专利文献1,针对每个棒状部件进行使棒状部件沿着其长度方向滑动和变更棒状部件的安装角度,这些作业是繁杂的。也能够自动实施上述作业而非手动,但需要针对每个棒状部件变更使棒状部件沿着其长度方向滑动的驱动源、和变更棒状部件的安装角度的驱动源。驱动源的数量是棒状部件的数量的2倍,因此随着棒状部件的数量增多,驱动源的数量变成庞大的数。另外,需要庞大的数的驱动源的单独控制。
技术实现要素:
5.本公开的一个方式提供一种技术,即:为了抑制成形模具的制作成本以及成形模具的制作时间而能够使用耐热性低的成形模具,并且能够用比销的根数少的数量的驱动源使多根销移动。
6.本公开的一个方式的弯曲成形装置具备:
7.加热器,其对弯曲成形的成形板进行加热;
8.第一销组,其包括与所述成形板的第一主表面接触的三根以上的第一销;
9.第一导板,其将三根以上的所述第一销支承为相互平行,并且将三根以上的所述第一销支承为沿着各自的长度方向单独地自由移动;
10.第一可动板,其以所述第一导板为基准配置在与所述成形板相反的一侧,供具有与所述第一销组接触的第一曲面的第一成形模具安装;以及
11.第一移动机构,其使所述第一可动板相对于所述第一导板沿所述第一销的长度方向移动。
12.根据本公开的一个方式,为了抑制成形模具的制作成本及成形模具的制作时间而能够使用耐热性低的成形模具,并且能够用比销的根数少的数量的驱动源使多根销移动。
附图说明
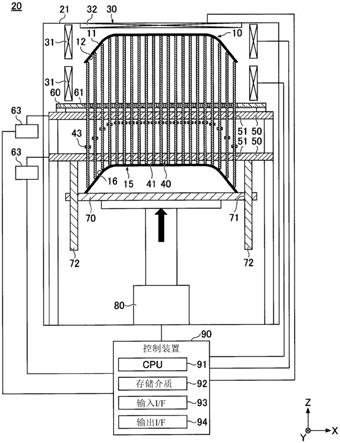
13.图1是表示第一实施方式的弯曲成形装置的图。
deposition:化学气相沉积)法将电绝缘性的pbn(pyrolytic boron nitride:热解氮化硼)与导电性的pg(pyrolytic graphite:热解石墨)层叠而成的加热器。
40.在本实施方式中上面加热器32被固定,但也可以沿铅垂方向能够滑动。通过使上面加热器32下降,能够减小上面加热器32与玻璃板10之间的距离,从而能够有效地对玻璃板10进行加热。另外,通过使上面加热器32上升,玻璃板10的设置作业变得容易。
41.上面加热器32也可以不沿铅垂方向而能够沿水平方向滑动,例如,也可以沿y轴方向能够滑动。能够兼顾玻璃板10的加热效率与玻璃板10的设置性。上面加热器32也可以沿铅垂方向与水平方向这两个方向能够滑动。
42.另外,加热器30的加热方式不限定于电阻加热式。加热器30的加热方式例如也可以是激光加热式或者远红外线加热式、热风式等。另外,在成形板为金属板的情况下,加热器30的加热方式也可以是感应加热式。
43.弯曲成形装置20具备包括与玻璃板10的第一主表面11接触的三根以上的第一销41的第一销组40。玻璃板10的第一主表面11例如是玻璃板10的下表面。在该情况下,玻璃板10的第二主表面12是玻璃板10的上表面。
44.第一销组40配置在玻璃板10的下方。构成第一销组40的多根第一销41分别例如与z轴方向平行地配置。第一销41的长度方向例如是z轴方向。
45.第一销41由不锈钢、耐热钢、超硬合金(例如碳化钨)、陶瓷(例如碳化硅、氮化硅、石英)或碳等形成。第一销41也可以至少一部分具有涂覆膜。涂覆膜可以是金属膜、陶瓷膜以及碳膜等的任一种。
46.第一销41的上端部与玻璃板10的第一主表面11接触。第一销41的上端部的形状不特别地限定,例如可以是向上突出的半球状。由于第一销41与玻璃板10点接触,因此能够将玻璃板10平滑地弯曲。
47.另外,第一销41的上端部的形状也可以是圆柱状、圆锥状、棱柱状等。作为棱柱状可列举出三棱柱状、四棱柱状、六棱柱状等。若第一销41的上端部的形状为三棱柱状、四棱柱状、六棱柱状,则能够将第一销41的上端部无间隙地排列,从而能够紧密地配置第一销41的上端部。
48.第一销41的下端部与第一成形模具15的第一曲面16接触。第一销41的下端部的形状不特别地限定,例如可以是向下突出的半球状。第一销41与第一成形模具15点接触。
49.另外,第一销41的下端部的形状也可以是圆柱状、圆锥状、棱柱状等。作为棱柱状,可列举出三棱柱状、四棱柱状、六棱柱状等。若第一销41的下端部的形状是三棱柱状、四棱柱状、六棱柱状,则能够将第一销41的下端部无间隙地排列,从而能够紧密地配置第一销41的下端部。第一销41的下端部的形状与第一销41的上端部的形状,可以是相同的形状,也可以是不同的形状。
50.第一销41的中间部的形状不特别地限定,例如是圆柱状。第一销41的中间部插通于第一导板50的第一导孔51,并借助第一导孔51与其他第一销41的中间部分离。与将相邻的第一销41的中间部彼此无间隙地排列的情况相比,能够减小第一销组40的热容量,从而能够提高散热性。
51.图3是表示图1所示的第一销的配置的一个例子的俯视图。第一销组40包括第一销列42,第一销列42包括沿x轴方向以等间隔排列成一列的多个第一销41。第一销列42沿y轴
方向隔开间隔地配置多个,沿y轴方向相邻的两个第一销列42在x轴方向上错开配置。沿y轴方向相邻的两个第一销列42的第一销41的x轴方向位置不同。
52.第一销41在铅垂方向观察时在图3中用虚线表示的正三角形格子100的格子点各配置1根。若以1根第一销41为中心点,则距其中心点最近的第一销41的根数为6根。距中心点最近的6根第一销41以等间距(60
°
间距)配置在中心点的周围,并配置成旋转对称(6次对称)。当玻璃板10与第一销组40对位时,即使玻璃板10绕铅垂轴的旋转角与目标的旋转角偏离,也能够将玻璃板10弯曲变形为目标的形状。
53.第一销41的配置并不限于图3所示的配置。例如,第一销41也可以在铅垂方向观察时,在等腰三角形格子的格子点各配置一根。另外,第一销41也可以在铅垂方向观察时,在正方形格子的格子点各配置1根。另外,第一销41也可以以不等间距配置,即也可以随机配置。但第一销41的配置最优选图3所示的配置。
54.弯曲成形装置20具备第一导板50,该第一导板50将三根以上的第一销41支承为相互平行,并且将三根以上的第一销41支承为沿各自的长度方向(例如z轴方向)单独地自由移动。第一导板50具有沿第一销41的长度方向贯通第一导板50的3个以上的第一导孔51。在3个以上的第一导孔51分别各插通1根第一销41。因此,第一导孔51配置为与第一销41相同。
55.第一导板50为了降低与第一销41的滑动阻力,例如由碳形成。另外,本实施方式的第一导板50由碳形成,但第一导板50的材料并不限于碳。例如,详细内容后文叙述,当向第一导板50内部的流路供给制冷剂的情况下,第一导板50的材料也可以是为了提高冷却效率而导热系数较高的金属。
56.第一导孔51的横截面形状与第一销41的横截面形状只要是相似形,则不特别地限定,例如是圆形。第一导孔51的内径以第一销41的滑动为目的而形成得比第一销41的外径稍大。第一导孔51的内周面与第一销41的外周面之间的间隙基于第一销41能够允许的倾斜和第一销41的滑动阻力来设定。
57.第一导孔51的内周面与第一销41的外周面之间的间隙越小,则第一销41的晃动越小,第一销41的最大倾斜越小,相反地第一销41的滑动阻力变大。第一销41的倾斜是指第一销41的中心线从预先设定的直线(例如沿z轴方向延伸的直线)倾斜。
58.弯曲成形装置20在加热器30与第一导板50之间具备限制从加热器30向第一导板50的热移动的第一隔热板60。由于能够抑制第一导板50的温度上升,能够抑制第一导孔51的内周面的尺寸变化,因此能够抑制第一导孔51的内周面与第一销41的外周面的间隙的大小的变化。
59.第一隔热板60为了抑制红外线等热线透射,可以吸收热线,也可以反射热线。作为吸收热线的隔热材料,例如可列举出碳。另外,作为反射热线的隔热材料,例如可列举出金属氧化物。金属氧化物例如可以通过溅射法等在金属材料的母材之上成膜。另外,作为吸收热线的隔热材料,也可以是玻璃棉、陶瓷。
60.第一隔热板60具有沿第一销41的长度方向贯通第一隔热板60的3个以上的第一通过孔61。在3个以上的第一通过孔61分别各插通1根第一销41。因此,第一通过孔61配置为与第一销41相同。第一通过孔61为了不妨碍第一销41的滑动而与第一导孔51不同,不与第一销41接触。第一通过孔61的内径大于第一导孔51的内径。
61.第一导板50在内部具有流路,弯曲成形装置20具备向第一导板50的流路供给制冷
剂的第一冷却器63。由于能够抑制第一导板50的温度上升,并能够抑制第一导孔51的内周面的尺寸变化,因此能够抑制第一导孔51的内周面与第一销41的外周面的间隙的大小的变化。
62.图4是表示图1所示的第一导板的制冷剂通过的流路的一个例子的图。第一导板50具有供由第一冷却器63供给的制冷剂通过的流路52。流路52例如形成为与第一销列42平行,并形成为与x轴方向平行。流路52配置在沿y轴方向相邻的两个第一销列42之间。作为在流路52流动的制冷剂,例如使用室温的水等。也可以代替水而使用空气,但水与空气相比热容量较大,冷却效率好。
63.然而,第一销41的最大倾斜,除了第一导孔51的内周面与第一销41的外周面的间隙的大小以外,还由第一导孔51的长度方向尺寸决定。第一导孔51的长度方向尺寸越大,则第一销41的最大倾斜越小,相反地第一销41的滑动阻力越大。第一销41的滑动阻力变大是由于第一销41的外周面与第一导孔51的内周面的接触面积变大。
64.因此,如图1和图2等所示,第一导板50沿第一销41的长度方向隔开间隔地配置两个。1根第一销41插通于沿第一销41的长度方向隔开间隔地配置的两个第一导孔51。通过将供1根第一销41插通的两个第一导孔51隔开间隔地配置,能够抑制第一导孔51的内周面与第一销41的外周面的接触面积增加,并且能够减小第一销41的最大倾斜。
65.第一导板50只要在第一销41的长度方向上隔开间隔地配置两个以上即可,也可以配置三个以上,在本实施方式中配置两个。这是因为当供1根第一销41插通的两个第一导孔51在与第一销41的长度方向正交的方向上稍微偏移的情况下,能够通过第一销41稍微倾斜来抑制第一销41的滑动阻力增加。
66.假设在第一导板50沿第一销41的长度方向隔开间隔地配置三个以上的情况下,若供1根第一销41插通的三个第一导孔51在与第一销41的长度方向正交的方向上相互偏移,则第一销41弯曲变形。因此导致第一销41的滑动阻力大幅增加。
67.弯曲成形装置20具备供第一成形模具15安装的第一可动板70。第一可动板70为了通过第一成形模具15的第一曲面16推顶第一销组40,而配置在引导第一销组40的第一导板50的下方。这样,第一可动板70以第一导板50为基准配置在与玻璃板10相反的一侧,例如配置在第一导板50的下方。第一成形模具15将第一曲面16朝向上方安装于第一可动板70的上表面。
68.第一成形模具15的第一曲面16例如与y轴方向垂直的截面形状为曲线形状,并且与x轴方向垂直的截面形状为直线形状。另外,第一成形模具15的第一曲面16的形状不特别地限定。例如,第一成形模具15的第一曲面16也可以是与y轴方向垂直的截面形状为直线形状、并且与x轴方向垂直的截面形状为曲线形状。另外,第一成形模具15的第一曲面16还可以是与y轴方向垂直的截面形状为曲线形状,并且与x轴方向垂直的截面形状为曲线形状。
69.第一可动板70具有沿第一销41的长度方向贯通第一可动板70的多个第一贯通孔71。在多个第一贯通孔71分别各插通1根第一导杆72。第一导杆72相对于下侧的第一导板50固定,并从下侧的第一导板50的下表面向下方延伸。第一可动板70在下侧的第一导板50的下方沿着第一导杆72移动。
70.弯曲成形装置20具备使第一可动板70相对于第一导板50沿第一销41的长度方向移动的第一移动机构80。第一移动机构80例如具有伺服马达和将伺服马达的旋转运动转换
成第一可动板70的直线运动的滚珠丝杠。另外,第一移动机构80也可以由油压缸等构成,第一移动机构80的结构不特别地限定。
71.弯曲成形装置20具备控制装置90。控制装置90例如由计算机构成,具备cpu(central processing unit)91和存储器等存储介质92。在存储介质92中储存有控制在弯曲成形装置20中执行的各种处理的程序。
72.控制装置90通过使cpu91执行存储在存储介质92中的程序,从而控制弯曲成形装置20的动作。另外,控制装置90通过输入接口93接收来自外部的信号,并通过输出接口94向外部发送信号。
73.控制装置90与检测第一可动板70的当前位置的位置检测器连接。控制装置90将第一可动板70的当前位置与目标位置进行比较,控制第一移动机构80以使第一可动板70的当前位置与目标位置一致。
74.作为位置检测器,例如使用检测第一移动机构80的伺服马达的旋转的旋转编码器。也可以代替旋转编码器,而能够使用线性编码器。线性编码器具有标尺和读取标尺的刻度的读头。例如,标尺沿着第一导杆72设置,读头设置于第一可动板70。
75.弯曲成形装置20具有收容加热器30、第一销组40、第一导板50、第一隔热板60、第一可动板70以及第一移动机构80的腔室21。第一冷却器63以及控制装置90配置在腔室21的外部。另外,第一冷却器63也可以配置在腔室21的内部。另外,第一移动机构80也可以配置在腔室21的外部。
76.当在腔室21的内部配置有碳制的部件时,为了防止碳烧掉而用氮气等惰性气体填满腔室21的内部。腔室21的内部也可以通过真空泵减压为比大气压低的气压。
77.图5是表示第一实施方式的弯曲成形方法的流程图。另外,图5所示的多个工序的顺序并不特别地限定。例如,第一成形模具15的安装(工序s101)与玻璃板10的配置(工序s102)也可以以相反的顺序进行,还可以同时进行。另外,开始玻璃板10的加热(工序s103)与开始制冷剂的供给(工序s104)也可以以相反的顺序进行,还可以同时进行。
78.弯曲成形方法首先具有将第一成形模具15安装于第一可动板70的工序s101。如图1所示,第一成形模具15配置在第一可动板70与第一销组40之间。第一成形模具15的安装可以手动进行,也可以利用机器人等自动进行。
79.为了在第一可动板70与第一销组40之间确保第一成形模具15安装的作业空间,而在第一销41的外周面形成第一凸缘43。第一凸缘43例如形成为圆环状。第一凸缘43的外径大于第一导孔51的内径,第一凸缘43无法通过第一导孔51。
80.第一凸缘43能够在上侧的第一导板50与下侧的第一导板50之间移动。第一凸缘43通过与下侧的第一导板50的上表面抵接,从而防止第一销41比预先设定的位置向下方自然下落。其结果,能够在第一销组40与第一可动板70之间确保第一成形模具15安装的作业空间。
81.弯曲成形方法具有在对玻璃板10进行加热的位置配置玻璃板10的工序s102。玻璃板10例如被第一销组40保持为水平。此时,第一凸缘43与下侧的第一导板50的上表面抵接。另外,玻璃板10也可以被与第一销组40不同的保持部件保持为水平。玻璃板10的配置可以手动进行,也可以利用机器人等自动进行。
82.弯曲成形方法具有开始玻璃板10的加热的工序s103。加热器30开始玻璃板10的加
热。开始基于侧面加热器31进行加热和开始基于上面加热器32进行加热哪一方先开始均可,也可以同时开始。例如在上面加热器32与侧面加热器31相比,能够急速加热玻璃板10的情况下,为了防止玻璃板10破损,在开始基于侧面加热器31进行加热之后,开始基于上面加热器32进行加热。
83.弯曲成形方法具有向第一导板50内部的流路52供给制冷剂的工序s104。第一冷却器63向第一导板50内部的流路52供给制冷剂。由于能够抑制第一导板50的温度上升,能够抑制第一导孔51的内周面的尺寸变化,因此能够抑制第一导孔51的内周面与第一销41的外周面的间隙大小的变化。
84.弯曲成形方法为了使第一可动板70接近第一导板50,而具有使第一可动板70上升的工序s105。通过第一移动机构80使第一可动板70上升,从而第一成形模具15的第一曲面16以预先设定的顺序与三根以上的第一销41接触,三根以上的第一销41以预先设定的顺序开始上升。其结果,第一销组40的上端部形成与第一成形模具15的第一曲面16相同形状的三维曲面。
85.另外,在工序s105中,也可以代替使第一可动板70上升,而将第一可动板70固定并使第一导板50下降。通过将第一可动板70固定并使第一导板50下降,从而第一销41与第一导板50一起下降。之后,三根以上的第一销41以预先设定的顺序与第一成形模具15的第一曲面16接触而下降停止,相对于第一导板50相对地上升。其结果,第一销组40的上端部形成与第一成形模具15的第一曲面16相同形状的三维曲面。
86.弯曲成形方法具有将被加热的玻璃板10沿着第一销组40弯曲变形的工序s106。玻璃板10的弯曲变形(工序s106)只要在第一可动板70的上升(工序s105)开始之后开始即可,例如也可以在第一可动板70上升(工序s105)的中途开始。
87.三根以上的第一销41的下端部与第一成形模具15的第一曲面16接触,并且上端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第一成形模具15的第一曲面16相同的形状。玻璃板10的第一主表面11由于重力按压于第一销组40的上端部,因此变形为与第一成形模具15的第一曲面16相同的形状。
88.弯曲成形方法具有使玻璃板10冷却固化的工序s107。加热器30可以通过将玻璃板10的加热量(単位:w/s)设为零而将玻璃板10自然冷却,也可以一边降低玻璃板10的加热量、一边将玻璃板10冷却。玻璃板10的冷却速度设定为不会由于急剧的温度变化而发生玻璃板10的破损。玻璃板10在被第一销组40支承的状态下冷却固化。因此,玻璃板10的第一主表面11以与第一成形模具15的第一曲面16相同的形状冷却固化。
89.弯曲成形方法为了使第一可动板70从第一导板50分离,而具有使第一可动板70下降的工序s108。第一可动板70的下降(工序s108)在玻璃板10的冷却固化(工序s107)之后开始。
90.通过第一移动机构80使第一可动板70下降,从而第一成形模具15与第一可动板70一起下降,第一销41由于重力而下降。若第一凸缘43与下侧的第一导板50的上表面抵接,则第一销41的下降停止。接下来,若第一成形模具15与第一可动板70一起进一步下降,则第一成形模具15的第一曲面16从第一销41分离。
91.弯曲成形方法具有取出玻璃板10的工序s109。玻璃板10的取出(工序s109)在第一可动板70下降(工序s108)之后开始。玻璃板10的取出可以手动进行,也可以利用机器人等
自动进行。为了确保玻璃板10与第一销41的脱模性,在第一销41的上端部预先涂覆脱模剂。
92.如以上说明的那样,本实施方式的弯曲成形装置20将玻璃板10的第一主表面11弯曲成形为与第一成形模具15的第一曲面16相同的形状。由于第一成形模具15与玻璃板10通过第一销组40被分隔开,因此第一成形模具15几乎未被加热。因此作为第一成形模具15,能够使用耐热性低的成形模具。耐热性低的成形模具与耐热性高的成形模具相比,能够降低制造时间以及制造成本。这是因为耐热性高的材料的成形比耐热性低的材料的成形容易。第一成形模具15例如通过3d打印机制造,例如使用树脂作为其材料。
93.另外,本实施方式的弯曲成形装置20具备使供第一成形模具15安装的第一可动板70相对于第一导板50移动的第一移动机构80。若第一移动机构80例如使第一可动板70上升,则第一成形模具15的第一曲面16以预先设定的顺序与三根以上的第一销41接触,三根以上的第一销41以预先设定的顺序开始上升。其结果,三根以上的第一销41的下端部与第一成形模具15的第一曲面16接触,并且上端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第一成形模具15的第一曲面16相同的形状。玻璃板10的第一主表面11由于重力按压于第一销组40的上端部,因此变形为与第一成形模具15的第一曲面16相同的形状。由于第一移动机构80通过使第一可动板70移动而使三根以上的第一销41移动,因此能够以比第一销41的根数少的数量的驱动源使三根以上的第一销41移动。
94.另外,第一成形模具15的数量在本实施方式中为一个,但也可以为多个。由多个第一成形模具15构成一个集合体,该集合体安装于一个第一可动板70。由于将集合体分割成多个第一成形模具15来制造,因此能够降低制造时间以及制造成本。
95.另外,即使在第一成形模具15的第一曲面16的表面具有微小的条纹、凹凸等缺陷的情况下,该缺陷也不会保持原样地转印至玻璃板10的第一主表面11。另外,即使在由多个第一成形模具15构成一个集合体的情况下,多个第一成形模具15彼此的连接部的形状也不会保持原样地转印至玻璃板10的第一主表面11。
96.(第二实施方式)
97.图6是表示第二实施方式的弯曲成形装置的图。图7是表示图6所示的第一可动板上升完成时的状态的一个例子的图。弯曲成形装置20具备加热器30、第一销组40、第一导板50、第一隔热板60、第一冷却器63、第一可动板70以及第一移动机构80。另外,弯曲成形装置20具备第二销组45、第二导板55、第二隔热板65、第二冷却器68以及排斥力产生部22。此外,弯曲成形装置20具备控制装置90(参照图1)。以下,主要针对本实施方式与上述第一实施方式的不同点进行说明。
98.第二销组45包括与玻璃板10的第二主表面12接触的三根以上的第二销46。玻璃板10的第二主表面12例如是玻璃板10的上表面。第二销组45配置在玻璃板10的上方。构成第二销组45的多根第二销46例如分别与z轴方向平行地配置。第二销46的长度方向例如是z轴方向。
99.第二销46由不锈钢、耐热钢、超硬合金(例如碳化钨)、陶瓷(例如碳化硅、氮化硅、石英)或碳等形成。第二销46也可以至少在一部分具有涂覆膜。涂覆膜可以是金属膜、陶瓷膜以及碳膜等中的任一种。
100.第二销46的下端部与玻璃板10的第二主表面12接触。第二销46的下端部的形状不特别地限定,例如可以是向下突出的半球状。由于第二销46与玻璃板10点接触,因此能够将
玻璃板10平滑地弯曲。
101.另外,第二销46的下端部的形状也可以是圆柱状、圆锥状、棱柱状等。作为棱柱状,可列举出三棱柱状、四棱柱状、六棱柱状等。若第二销46的下端部的形状为三棱柱状、四棱柱状、六棱柱状,则能够将第二销46的下端部无间隙地排列,从而能够紧密地配置第二销46的下端部。
102.第二销46的上端部与排斥力产生部22接触。第二销46的下端部的形状不特别地限定,例如可以是向上突出的半球状。
103.另外,第二销46的上端部的形状也可以是圆柱状、圆锥状、棱柱状等。作为棱柱状,可列举出三棱柱状、四棱柱状、六棱柱状等。若第二销46的上端部的形状为三棱柱状、四棱柱状、六棱柱状,则能够将第二销46的上端部无间隙地排列,从而能够紧密地配置第二销46的上端部。第二销46的上端部的形状与第二销46的下端部的形状可以是相同的形状,也可以是不同的形状。
104.第二销46的中间部的形状不特别地限定,例如是圆柱状。第二销46的中间部插通于第二导板55的第二导孔56,并通过第二导孔56与其他第二销46的中间部分离。与将相邻的第二销46的中间部彼此无间隙地排列的情况相比,能够减小第二销组45的热容量,从而能够提高散热性。
105.第二销46的配置与第一销41的配置相同。第二销46例如配置在第一销41的延长线上。第一销41的延长线是指将第一销41沿第一销41的长度方向延长的假想线。在该情况下,第二销46的数量与第一销41的数量相等。另外,第二销46也可以配置为从第一销41的延长线偏离。
106.第二导板55将三根以上的第二销46支承为相互平行,并且将三根以上的第二销46支承为沿各自的长度方向(例如z轴方向)单独地自由移动。第二导板55具有沿第二销46的长度方向贯通第二导板55的3个以上的第二导孔56。在3个以上的第二导孔56分别各插通1根第二销46。因此,第二导孔56配置为与第二销46相同。
107.第二导板55为了降低与第二销46的滑动阻力,例如由碳形成。另外,本实施方式的第二导板55由碳形成,但第二导板55的材料并不限于碳。例如,详见后文叙述,当向第二导板55内部的流路供给制冷剂的情况下,第二导板55的材料也可以是为了提高冷却效率而导热系数较高的金属。
108.第二导孔56的横截面形状与第二销46的横截面形状只要是相似形,则不特别地限定,例如是圆形。第二导孔56的内径以第二销46的滑动为目的形成得比第二销46的外径稍大。第二导孔56的内周面与第二销46的外周面的间隙基于第二销46能够允许的倾斜和第二销46的滑动阻力来设定。
109.第二导孔56的内周面与第二销46的外周面的间隙越小,则第二销46的晃动越小,第二销46的最大倾斜越小,相反地第二销46的滑动阻力变大。第二销46的倾斜是指第二销46的中心线相对于预先设定的直线(例如沿z轴方向延伸的直线)的倾斜。
110.第二隔热板65配置在加热器30与第二导板55之间,限制从加热器30向第二导板55的热移动。由于能够抑制第二导板55的温度上升,能够抑制第二导孔56的内周面的尺寸变化,因此能够抑制第二导孔56的内周面与第二销46的外周面的间隙的大小的变化。
111.第二隔热板65为了抑制红外线等热线透射,可以吸收热线,也可以反射热线。作为
吸收热线的隔热材料,例如可列举出碳。另外,作为反射热线的隔热材料,例如可列举出金属氧化物。金属氧化物例如可以利用溅射法等在金属材料的母材之上成膜。
112.第二隔热板65具有沿第二销46的长度方向贯通第二隔热板65的3个以上的第二通过孔66。在3个以上的第二通过孔66分别各插通1根第二销46。因此,第二通过孔66配置为与第二销46相同。第二通过孔66为了不妨碍第二销46的滑动,与第二导孔56不同,不与第二销46接触。第二通过孔66的内径大于第二导孔56的内径。
113.第二导板55在内部具有流路,弯曲成形装置20具备向第二导板55的流路供给制冷剂的第二冷却器68。由于能够抑制第二导板55的温度上升,并能够抑制第二导孔56的内周面的尺寸变化,因此能够抑制第二导孔56的内周面与第二销46的外周面的间隙的大小的变化。第二导板55的内部的流路形成为与第一导板50的内部的流路52相同。
114.然而,第二销46的最大倾斜除第二导孔56的内周面与第二销46的外周面之间的间隙的大小以外,也由第二导孔56的长度方向尺寸决定。第二导孔56的长度方向尺寸越大,则第二销46的最大倾斜越小,相反地第二销46的滑动阻力越大。第二销46的滑动阻力变大是由于第二销46的外周面与第二导孔56的内周面的接触面积变大。
115.因此,如图6和图7等所示,第二导板55沿第二销46的长度方向隔开间隔地配置两个。1根第二销46插通于沿第二销46的长度方向隔开间隔地配置的两个第二导孔56。通过隔开间隔地配置供1根第二销46插通的两个第二导孔56,能够抑制第二导孔56的内周面与第二销46的外周面的接触面积增加,并且能够减小第二销46的最大倾斜。
116.另外,第二导板55只要在第二销46的长度方向上隔开间隔地配置两个以上即可,也可以配置三个以上,在本实施方式中配置两个。这是因为当供1根第二销46插通的两个第二导孔56在与第二销46的长度方向正交的方向上稍微偏移的情况下,能够通过第二销46稍微倾斜而抑制第二销46的滑动阻力增加。
117.在假设第二导板55沿第二销46的长度方向隔开间隔地配置三个以上的情况下,若供1根第二销46插通的三个第二导孔56在与第二销46的长度方向正交的方向上相互偏移,则第二销46弯曲变形。因此导致第二销46的滑动阻力大幅增加。
118.排斥力产生部22根据三根以上的第二销46的移动而变形,由此对第二销46赋予与第二销46的移动方向相反的方向的排斥力。例如,排斥力产生部22根据第二销46的上升而变形,由此对第二销46赋予向下方向的排斥力。排斥力产生部22例如配置在引导第二销组45的第二导板55的上方。
119.排斥力产生部22例如包括高弹性泡沫23。高弹性泡沫23也被称为高回弹泡沫。高弹性泡沫23是使气体分散在树脂中,并使树脂发泡的泡沫,且是回弹性为50%以上的泡沫。回弹性是指使下落物与试验片碰撞时的弹回后的高度与物体下落时的高度之比。例如使用聚氨酯作为树脂。除此之外,作为排斥力产生部22,除高弹性泡沫23以外,也可以使用后述的弹簧、气囊等。
120.图8是表示第二实施方式的弯曲成形方法的流程图。另外,图8所示的多个工序的顺序并不特别地限定。例如,第一成形模具15的安装(工序s101)与玻璃板10的配置(工序s102)也可以以相反的顺序进行,还可以同时进行。另外,开始玻璃板10的加热(工序s103)与开始制冷剂的供给(工序s104)也可以以相反的顺序进行,还可以同时进行。
121.弯曲成形方法具有在对玻璃板10进行加热的位置配置玻璃板10的工序s102。玻璃
板10例如被第一销组40保持为水平。玻璃板10的配置可以手动进行,也可以利用机器人等自动进行。
122.为了将配置玻璃板10的空间确保在第一销组40与第二销组45之间,而在第二销46的外周面形成第二凸缘48。第二凸缘48例如形成为圆环状。第二凸缘48的外径大于第二导孔56的内径,第二凸缘48无法通过第二导孔56。
123.第二凸缘48能够在上侧的第二导板55的上方移动。通过第二凸缘48与上侧的第二导板55的上表面抵接,从而防止第二销46比预先设定的位置向下方自然下落。其结果,能够在第二销组45与第一销组40之间确保配置玻璃板10的空间。
124.另外,第二凸缘48在本实施方式中能够在上侧的第二导板55的上方移动,但也可以与第一凸缘43同样地,能够在上侧的第二导板55与下侧的第二导板55之间移动。
125.弯曲成形方法具有向第一导板50内部的流路52和第二导板55内部的流路供给制冷剂的工序s104。第一冷却器63向第一导板50内部的流路52供给制冷剂。由于能够抑制第一导板50的温度上升,能够抑制第一导孔51的内周面的尺寸变化。因此能够抑制第一导孔51的内周面与第一销41的外周面的间隙大小的变化。
126.另外,第二冷却器68向第二导板55内部的流路供给制冷剂。由于能够抑制第二导板55的温度上升,能够抑制第二导孔56的内周面的尺寸变化,因此能够抑制第二导孔56的内周面与第二销46的外周面的间隙大小的变化。
127.弯曲成形方法为了使第一可动板70接近第一导板50及第二导板55而具有使第一可动板70上升的工序s105。
128.弯曲成形方法具有通过第一可动板70相对于第二导板55接近而使高弹性泡沫23变形的工序s201。该工序s201只要在第一可动板70的上升(工序s105)开始之后开始即可,例如也可以在第一可动板70上升(工序s105)的中途开始。
129.通过第一移动机构80使第一可动板70上升,从而第一销组40从下方推顶玻璃板10,因此玻璃板10的第二主表面12以预先设定的顺序与三根以上的第二销46接触,三根以上的第二销46以预先设定的顺序开始上升。为了允许第二销46上升,高弹性泡沫23变形。高弹性泡沫23由于变形而产生排斥力。该排斥力将第二销46朝向下方按压。
130.另外,在工序s105中,也可以代替使第一可动板70上升而将第一可动板70固定并使第一导板50下降。在该情况下,在工序s201中,使第二导板55、第二隔热板65以及高弹性泡沫23下降。若第二导板55下降,则第二销46也与第二导板55一起下降。之后,三根以上的第二销46以预先设定的顺序与玻璃板10的第二主表面12接触而下降停止,相对于第二导板55相对地上升。为了允许第二销46相对于第二导板55上升,高弹性泡沫23变形。高弹性泡沫23由于变形而产生排斥力。该排斥力将第二销46朝向下方按压。
131.弯曲成形方法具有将被加热的玻璃板10沿着第一销组40及第二销组45弯曲变形并且由第一销组40和第二销组45夹住加热后的玻璃板10进行加压的工序s202。该工序s202只要在第一可动板70的上升(工序s105)开始之后开始即可,例如也可以在第一可动板70上升(工序s105)的中途开始。
132.三根以上的第一销41的下端部与第一成形模具15的第一曲面16接触,并且上端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第一成形模具15的第一曲面16相同的形状。玻璃板10的第一主表面11由于重力而按压于第一销组40的上端部,因
此变形为与第一成形模具15的第一曲面16相同的形状。
133.另一方面,三根以上的第二销46的下端部与玻璃板10的第二主表面12接触,并且上端部与高弹性泡沫23接触。高弹性泡沫23以允许第二销46移动的方式变形,并通过排斥力将第二销46向下方推回。其结果,第二销46的下端部将玻璃板10按压于第一销组40的上端部。由于不仅是重力还能够将排斥力利用于玻璃板10的弯曲变形,因此能够可靠地将玻璃板10弯曲变形。
134.弯曲成形方法为了使第一可动板70从第一导板50及第二导板55分离,而具有使第一可动板70下降的工序s108。第一可动板70的下降(工序s108)在玻璃板10的冷却固化(工序s107)之后开始。
135.通过第一移动机构80使第一可动板70下降,从而第一成形模具15与第一可动板70一起下降。其结果,第一销41由于重力而下降至原来的位置,并且第二销46由于排斥力产生部22的排斥力和重力而下降至原来的位置,排斥力产生部22返回到原来的形状。
136.(第二实施方式的第一变形例)
137.图9是表示第二实施方式的第一变形例的弯曲成形装置的图。图10是表示图9所示的第一可动板上升完成时的状态的一个例子的图。弯曲成形装置20具备加热器30、第一销组40、第一导板50、第一隔热板60、第一冷却器63、第一可动板70以及第一移动机构80。另外,弯曲成形装置20具备第二销组45、第二导板55、第二隔热板65、第二冷却器68以及排斥力产生部22。此外,弯曲成形装置20具备控制装置90(参照图1)。以下,主要针对本变形例与上述第二实施方式的不同点进行说明。
138.排斥力产生部22例如包括三根以上的弹簧24。弹簧24按照每个第二销46配置,并根据第二销46的移动进行变形,向与第二销46的移动方向相反的方向对第二销46赋予排斥力。
139.弹簧24例如是螺旋弹簧,在螺旋弹簧的内侧插通有第二销46。螺旋弹簧配置在形成于第二销46的外周面的第二凸缘48与上侧的第二导板55之间。若第二凸缘48向上方位移,则螺旋弹簧拉伸,通过其弹性恢复力而将第二销46向下方按压。
140.另外,弹簧24的配置并不限于图9等所示的配置。例如,弹簧24也可以配置在形成于第二销46的外周面的第二凸缘48与腔室21的顶壁之间。在该情况下,若第二凸缘48向上方位移,则螺旋弹簧收缩,通过其弹性恢复力而将第二销46向下方按压。
141.图11是表示第二实施方式的第一变形例的弯曲成形方法的流程图。另外,图11所示的多个工序的顺序不特别地限定。例如,第一成形模具15的安装(工序s101)与玻璃板10的配置(工序s102)也可以以相反的顺序进行,还可以同时进行。另外,开始玻璃板10的加热(工序s103)与开始制冷剂的供给(工序s104)也可以以相反的顺序进行,还可以同时进行。
142.弯曲成形方法具有通过第一可动板70相对于第二导板55接近而使弹簧24变形的工序s211。该工序s211只要在第一可动板70的上升(工序s105)开始之后开始即可,例如也可以在第一可动板70上升(工序s105)的中途开始。
143.通过第一移动机构80使第一可动板70上升,从而第一销组40从下方推顶玻璃板10,因此玻璃板10的第二主表面12以预先设定的顺序与三根以上的第二销46接触,三根以上的第二销46以预先设定的顺序开始上升。为了允许第二销46上升,弹簧24变形。弹簧24由于变形而产生排斥力。该排斥力将第二销46朝向下方按压。
144.另外,在工序s105中,也可以代替使第一可动板70上升而将第一可动板70固定并使第一导板50下降。在该情况下,在工序s211中,使第二导板55、第二隔热板65以及高弹性泡沫23下降。若第二导板55下降,则第二销46也与第二导板55一起下降。之后,三根以上的第二销46以预先设定的顺序与玻璃板10的第二主表面12接触而下降停止,相对于第二导板55相对地上升。为了允许第二销46相对于第二导板55的上升,弹簧24变形。弹簧24由于变形而产生排斥力。该排斥力将第二销46朝向上方按压。
145.弯曲成形方法具有将加热后的玻璃板10沿着第一销组40及第二销组45弯曲变形并且由第一销组40和第二销组45夹住加热后的玻璃板10进行加压的工序s212。该工序s212只要在第一可动板70的上升(工序s105)开始之后开始即可,例如也可以在第一可动板70上升(工序s105)的中途开始。
146.三根以上的第一销41的下端部与第一成形模具15的第一曲面16接触,并且上端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第一成形模具15的第一曲面16相同的形状。玻璃板10的第一主表面11由于重力而按压于第一销组40的上端部,因此变形为与第一成形模具15的第一曲面16相同的形状。
147.另一方面,三根以上的第二销46通过下端部与玻璃板10的第二主表面12接触,从而向上方位移。弹簧24以允许第二销46移动的方式变形,并通过排斥力将第二销46向下方推回。其结果,第二销46的下端部将玻璃板10按压于第一销组40的上端部。由于不仅是重力还能够将排斥力利用于玻璃板10的弯曲变形,因此能够将玻璃板10可靠地弯曲变形。
148.另外,在上述第二实施方式中,作为排斥力产生部22单独使用高弹性泡沫23,在上述第一变形例中,作为排斥力产生部22单独使用弹簧24,但也可以将高弹性泡沫23与弹簧24组合使用。
149.(第二实施方式的第二变形例)
150.图12是表示第二实施方式的第二变形例的弯曲成形装置的图。图13是表示图12所示的第一可动板下降完成时的状态的一个例子的图。弯曲成形装置20具备加热器30、第一销组40、第一导板50、第一隔热板60、第一冷却器63、第一可动板70以及第一移动机构80。另外,弯曲成形装置20具备第二销组45、第二导板55、第二隔热板65、第二冷却器68以及排斥力产生部22。此外,弯曲成形装置20具备控制装置90(参照图1)。以下,主要针对本变形例与上述第二实施方式的不同点进行说明。
151.本变形例的弯曲成形装置20在玻璃板10的上方具备第一销组40、第一导板50、第一隔热板60以及第一可动板70等。玻璃板10的第一主表面11不是玻璃板10的下表面,而是玻璃板10的上表面。第一销41的下端部与玻璃板10的第一主表面11接触,第一销41的上端部与第一成形模具15的第一曲面16接触。
152.第一可动板70为了通过第一成形模具15的第一曲面16按下第一销组40而配置在引导第一销组40的第一导板50的上方。这样,第一可动板70以第一导板50为基准配置在与玻璃板10相反的一侧,例如配置在第一导板50的上方。第一成形模具15将第一曲面16朝向下方安装于第一可动板70的下表面。
153.另外,本变形例的弯曲成形装置20在玻璃板10的下方具备第二销组45、第二导板55、第二隔热板65以及排斥力产生部22等。玻璃板10的第二主表面12不是玻璃板10的上表面,而是玻璃板10的下表面。第二销46的上端部与玻璃板10的第二主表面12接触,第二销46
的下端部与排斥力产生部22接触。
154.排斥力产生部22根据三根以上的第二销46的移动而变形,由此对第二销46赋予与第二销46的移动方向相反的方向的排斥力。例如,排斥力产生部22根据第二销46的下降而变形,由此对第二销46赋予向上方向的排斥力。排斥力产生部22例如配置在引导第二销组45的第二导板55的下方。
155.排斥力产生部22例如包括高弹性泡沫23。另外,排斥力产生部22可以与上述第一变形例同样地包括三根以上的弹簧24,也可以包括高弹性泡沫23和弹簧24双方。
156.图14是表示第二实施方式的第二变形例的弯曲成形方法的流程图。另外,图14所示的多个工序的顺序不特别地限定。例如,第一成形模具15的安装(工序s101)与玻璃板10的配置(工序s102)也可以以相反的顺序进行,还可以同时进行。另外,开始玻璃板10的加热(工序s103)与开始制冷剂的供给(工序s104)也可以以相反的顺序进行,还可以同时进行。
157.弯曲成形方法具有在对玻璃板10进行加热的位置配置玻璃板10的工序s102。玻璃板10例如被第二销组45保持为水平。玻璃板10的配置可以手动进行,也可以利用机器人等自动进行。
158.为了在第二销组45与第一销组40之间确保配置玻璃板10的空间,而在第一销41的外周面形成第一凸缘43。第一凸缘43例如形成为圆环状。第一凸缘43的外径大于第一导孔51的内径,第一凸缘43无法通过第一导孔51。
159.在形成于第一销41的外周面的第一凸缘43与上侧的第一导板50之间配置第一弹簧44。第一弹簧44按照每个第一销41配置,并根据第一销41的移动而变形,对第一销41向与第一销41的移动方向相反的方向赋予排斥力。
160.第一弹簧44通过其弹性恢复力而防止第一销41比预先设定的位置向下方自然下落。其结果,能够在第一销组40与第二销组45之间确保配置玻璃板10的空间。另外,第一弹簧44的配置并不限于图12等所示的配置。
161.弯曲成形方法为了使第一可动板70接近第一导板50及第二导板55,而具有使第一可动板70下降的工序s221。通过第一移动机构80使第一可动板70下降,从而第一成形模具15的第一曲面16以预先设定的顺序与三根以上的第一销41接触,三根以上的第一销41以预先设定的顺序开始下降。其结果,第一销组40的下端部形成与第一成形模具15的第一曲面16相同形状的三维曲面。
162.弯曲成形方法具有通过第一可动板70相对于第二导板55接近而使高弹性泡沫23变形的工序s222。该工序s222只要在第一可动板70的下降(工序s221)开始之后开始即可,例如也可以在第一可动板70下降(工序s221)的中途开始。
163.通过第一移动机构80使第一可动板70下降,从而第一销组40从上方按下玻璃板10,因此玻璃板10以预先设定的顺序按下三根以上的第二销46,第二销46以预先设定的顺序开始下降。为了允许第二销46下降,高弹性泡沫23变形。高弹性泡沫23由于变形而产生排斥力。该排斥力将第二销46朝向上方按压。
164.弯曲成形方法具有将被加热的玻璃板10沿着第一销组4以及第二销组45弯曲变形并且由第一销组40和第二销组45夹住加热后的玻璃板10进行加压的工序s223。该工序s223只要在第一可动板70下降(工序s221)开始之后开始即可,例如也可以在第一可动板70下降(工序s221)的中途开始。
165.三根以上的第一销41的上端部与第一成形模具15的第一曲面16接触,并且下端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第一成形模具15的第一曲面16相同的形状。
166.另一方面,三根以上的第二销46的上端部与玻璃板10的第一主表面11接触,并且下端部与高弹性泡沫23接触。高弹性泡沫23以允许第二销46移动的方式变形,并通过排斥力将第二销46向上方推回。
167.其结果,第二销46的下端部将玻璃板10按压于第一销组40的上端部。玻璃板10的第一主表面11通过排斥力产生部22的排斥力按压于第一销组40的上端部,因此变形为与第一成形模具15的第一曲面16相同的形状。
168.根据本变形例,与上述第二实施方式等同样,由于通过第二销组45和第一销组40夹住玻璃板10进行加压,因此能够可靠地将玻璃板10弯曲变形。
169.弯曲成形方法为了使第一可动板70从第一导板50及第二导板55分离,而具有使第一可动板70上升的工序s224。第一可动板70的上升(工序s224)在玻璃板10的冷却固化(工序s107)之后开始。
170.通过第一移动机构80使第一可动板70上升,从而第一成形模具15与第一可动板70一起上升。其结果,第一销41通过第一弹簧44的弹性恢复力而上升至原来的位置,并且第二销46通过排斥力产生部22的排斥力而上升至原来的位置,排斥力产生部22返回到原来的形状。
171.(第三实施方式)
172.图15是表示第三实施方式的弯曲成形装置的图。图16是表示图15所示的第一可动板上升完成时的状态的一个例子的图。图17是表示图16所示的第二可动板下降完成时的状态的一个例子的图。弯曲成形装置20具备加热器30、第一销组40、第一导板50、第一隔热板60、第一冷却器63、第一可动板70以及第一移动机构80。另外,弯曲成形装置20具备第二销组45、第二导板55、第二隔热板65、第二冷却器68、第二可动板75以及第二移动机构85。此外,弯曲成形装置20具备控制装置90(参照图1)。以下,主要针对本实施方式与上述第一实施方式及上述第二实施方式等的不同点进行说明。
173.本实施方式的弯曲成形装置20在玻璃板10的下方具备第一销组40、第一导板50、第一隔热板60以及第一可动板70等。玻璃板10的第一主表面11是玻璃板10的下表面。第一销41的上端部与玻璃板10的第一主表面11接触,第一销41的下端部与第一成形模具15的第一曲面16接触。
174.第一可动板70为了通过第一成形模具15的第一曲面16推顶第一销组40,而配置在引导第一销组40的第一导板50的下方。这样,第一可动板70以第一导板50为基准配置在与玻璃板10相反的一侧,例如配置在第一导板50的下方。第一成形模具15将第一曲面16朝向上方安装于第一可动板70的上表面。
175.另外,本实施方式的弯曲成形装置20在玻璃板10的上方具备第二销组45、第二导板55、第二隔热板65以及第二可动板75等。玻璃板10的第二主表面12是玻璃板10的上表面。第二销46的下端部与玻璃板10的第二主表面12接触,第二销46的上端部与第二成形模具17的第二曲面18接触。
176.第二可动板75供第二成形模具17安装。第二可动板75为了通过第二成形模具17的
第二曲面18按下第二销组45,而配置在引导第二销组45的第二导板55的上方。这样,第二可动板75以第二导板55为基准配置在与玻璃板10相反的一侧,例如配置在第二导板55的上方。第二成形模具17将第二曲面18朝向下方安装于第二可动板75的下表面。
177.第二成形模具17的第二曲面18例如与y轴方向垂直的截面形状为曲线形状,且与x轴方向垂直的截面形状为直线形状。另外,第二成形模具17的第二曲面18的形状只要与第一成形模具15的第一曲面16的形状相同,则不特别地限定。例如,第二成形模具17的第二曲面18也可以是与y轴方向垂直的截面形状为直线形状,且与x轴方向垂直的截面形状为曲线形状。另外,第二成形模具17的第二曲面18还可以是与y轴方向垂直的截面形状为曲线形状,且与x轴方向垂直的截面形状为曲线形状。
178.第二可动板75具有沿第一销41的长度方向贯通第二可动板75的多个第二贯通穴76。在多个第二贯通穴76分别各插通1根第二导杆77。第二导杆77相对于上侧的第二导板55固定,并从上侧的第二导板55的上表面向上方延伸。第二可动板75在上侧的第二导板55的上方沿着第二导杆77移动。
179.第二移动机构85使第二可动板75相对于第二导板55沿第一销41的长度方向移动。第二移动机构85例如具有伺服马达和将伺服马达的旋转运动转换成第二可动板75的直线运动的滚珠丝杠。另外,第二移动机构85也可以由油压缸等构成,第二移动机构85的结构不特别地限定。
180.弯曲成形方法首先具有将第一成形模具15安装于第一可动板70并且将第二成形模具17安装于第二可动板75的工序s301。如图15所示,第一成形模具15配置在第一可动板70与第一销组40之间。另外,第二成形模具17配置在第二可动板75与第二销组45之间。
181.为了在第一可动板70与第一销组40之间确保第一成形模具15的安装的作业空间,而在第一销41的外周面形成第一凸缘43。第一凸缘43例如形成为圆环状。第一凸缘43的外径大于第一导孔51的内径,第一凸缘43无法通过第一导孔51。
182.第一凸缘43能够在上侧的第一导板50与下侧的第一导板50之间移动。第一凸缘43通过与下侧的第一导板50的上表面抵接,从而防止第一销41比预先设定的位置向下方自然下落。其结果,能够在第一销组40与第一可动板70之间确保第一成形模具15的安装的作业空间。
183.弯曲成形方法具有在对玻璃板10进行加热的位置配置玻璃板10的工序s102。玻璃板10例如被第一销组40保持为水平。此时,第一凸缘43与下侧的第一导板50的上表面抵接。
184.为了在第一销组40与第二销组45之间确保配置玻璃板10的空间,而在第二销46的外周面形成第二凸缘48。第二凸缘48例如形成为圆环状。第二凸缘48的外径大于第二导孔56的内径,第二凸缘48无法通过第二导孔56。
185.在形成于第二销46的外周面的第二凸缘48与上侧的第二导板55之间配置第二弹簧49。第二弹簧49按照每个第二销46配置,并根据第二销46的移动而变形,对第二销46向与第二销46的移动方向相反的方向赋予排斥力。
186.第二弹簧49通过其弹性恢复力而防止第二销46比预先设定的位置向下方自然下落。其结果,能够在第二销组45与第一销组40之间确保配置玻璃板10的空间。另外,第二弹簧49的配置并不限于图15等所示的配置。
187.弯曲成形方法为了使第二可动板75接近第二导板55,而具有使第二可动板75下降
的工序s302。该工序s302也可以在第一可动板70的上升(工序s105)及玻璃板10的弯曲变形(工序s106)之前进行,但在本实施方式中是在上述的工序s105、s106之后进行。通过第二移动机构85使第二可动板75下降,从而第二成形模具17的第二曲面18以预先设定的顺序与三根以上的第二销46接触,三根以上的第二销46以预先设定的顺序开始下降。其结果,第二销组45的下端部形成与第二成形模具17的第二曲面18相同的形状的三维曲面。
188.弯曲成形方法具有由第一销组40和第二销组45夹住加热后的玻璃板10进行加压的工序s303。该工序s303只要在第二可动板75的下降(工序s302)开始之后开始即可,例如也可以在第二可动板75下降(工序s302)的中途开始。
189.三根以上的第一销41的下端部与第一成形模具15的第一曲面16接触,并且上端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第一成形模具15的第一曲面16相同的形状。
190.另一方面,三根以上的第二销46的上端部与第二成形模具17的第二曲面18接触,并且下端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第二成形模具17的第二曲面18相同的形状。
191.由于通过第一销组40与第二销组45夹住加热后的玻璃板10进行加压,因此与仅利用重力的情况相比,能够可靠地使玻璃板10弯曲变形。
192.弯曲成形方法具有具有为了使第一可动板70从第一导板50分离而使第一可动板70下降并且为了使第二可动板75从第二导板55分离而使第二可动板75上升的工序s304。第一可动板70的下降及第二可动板75的上升(工序s304)在玻璃板10的冷却固化(工序s107)之后开始。
193.通过第一移动机构80使第一可动板70下降,从而第一成形模具15与第一可动板70一起下降,第一销41由于重力而下降。若第一凸缘43与下侧的第一导板50的上表面抵接,则第一销41的下降停止。接下来,若第一成形模具15与第一可动板70一起进一步下降,则第一成形模具15的第一曲面16从第一销41分离。
194.另外,通过第二移动机构85使第二可动板75上升,从而第二成形模具17与第二可动板75一起上升。其结果,第二销46通过第二弹簧49的弹性恢复力而上升。在第二销46的上升停止之后,若第二成形模具17与第二可动板75一起进一步上升,则第二成形模具17的第二曲面18从第二销46分离。
195.另外,第二成形模具17的数量在本实施方式中为一个,但也可以是多个。由多个第二成形模具17构成一个集合体,该集合体安装于一个第二可动板75。由于将集合体分割成多个第二成形模具17来制造,因此能够降低制造期间及制造成本。
196.(第三实施方式的变形例)
197.图19是表示图15所示的第二可动板下降完成时的状态的一个例子的图。图19所示的第一可动板上升完成时的状态由于与图17所示的状态相同,因此省略图示。图20是表示第三实施方式的变形例的弯曲成形方法的流程图。以下主要针对本变形例与上述第三实施方式的不同点进行说明。
198.弯曲成形方法为了使第二可动板75接近第二导板55,而具有使第二可动板75下降的工序s311。该工序s311在本变形例中,在第一可动板70上升(工序s312)之前实施。通过第二移动机构85使第二可动板75下降,从而第二成形模具17的第二曲面18以预先设定的顺序
与三根以上的第二销46接触,三根以上的第二销46以预先设定的顺序开始下降。其结果,第二销组45的下端部形成与第二成形模具17的第二曲面18相同形状的三维曲面。
199.弯曲成形方法为了使第一可动板70接近第一导板50,而具有使第一可动板70上升的工序s312。通过第一移动机构80使第一可动板70上升,从而第一成形模具15的第一曲面16以预先设定的顺序与三根以上的第一销41接触,三根以上的第一销41以预先设定的顺序开始上升。其结果,第一销组40的上端部形成与第一成形模具15的第一曲面16相同形状的三维曲面。
200.弯曲成形方法具有将加热后的玻璃板10沿着第一销组40及第二销组45弯曲变形并且由第一销组40和第二销组45夹住加热后的玻璃板10进行加压的工序s313。该工序s313只要在第一可动板70的上升(工序s312)开始之后开始即可,例如也可以在第一可动板70上升(工序s312)的中途开始。
201.三根以上的第一销41的下端部与第一成形模具15的第一曲面16接触,并且上端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第一成形模具15的第一曲面16相同的形状。
202.另一方面,三根以上的第二销46的上端部与第二成形模具17的第二曲面18接触,并且下端部配置于构成三维曲面的三角多边形的顶点。在此,三维曲面具有与第二成形模具17的第二曲面18相同的形状。
203.由于通过第一销组40与第二销组45夹住加热后的玻璃板10进行加压,因此与仅利用重力的情况相比,能够可靠地使玻璃板10弯曲变形。
204.以上,对本公开的弯曲成形装置以及弯曲成形方法的实施方式等进行了说明,但本公开并不限于上述实施方式等。在权利要求书记载的范围内能够进行各种变更、修正、置换、增加、删除以及组合。对于这些当然也属于本公开的技术范围。
205.例如,为了防止第一销组40的痕迹附着于玻璃板10,也可以在第一销组40与玻璃板10之间配置挠性的中间部件。例如使用金属布或者金属板作为中间部件。
206.同样地,为了防止第二销组45的痕迹附着于玻璃板10,也可以在第二销组45与玻璃板10之间配置挠性的中间部件。例如,使用金属布或者金属板作为中间部件。
207.本申请要求基于在2018年10月19日向日本专利局申请的日本特愿2018
‑
197661号的优先权,并将日本特愿2018
‑
197661号的全部内容引用到本申请中。
208.附图标记说明
209.10
…
玻璃板(成形板);11
…
第一主表面;12
…
第二主表面;15
…
第一成形模具;16
…
第一曲面;17
…
第二成形模具;18
…
第二曲面;20
…
弯曲成形装置;30
…
加热器;40
…
第一销组;41
…
第一销;45
…
第二销组;46
…
第二销;50
…
第一导板;55
…
第二导板;60
…
第一隔热板;63
…
第一冷却器;65
…
第二隔热板;68
…
第二冷却器;70
…
第一可动板;75
…
第二可动板;80
…
第一移动机构;85
…
第二移动机构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1