光纤预成型的制造方法与流程
[0001]
本披露涉及光纤领域。更具体地说,本披露涉及一种利用热压技术制造光纤预制件的方法。
[0002]
发明背景
[0003]
传统的化学气相沉积(cvd)工艺,如外部气相沉积(ovd)和气相轴沉积(vad)工艺用于制造光纤预制件。ovd工艺中涉及的基本过程称为"火焰水解",用于硅颗粒的沉积。在火焰水解过程中,sicl4与氧气发生反应,产生二氧化硅(sio2)和hcl。ovd工艺在沉积过程中导致大量硅颗粒损失,成为光纤预制件。此外,ovd工艺是一个限制过程,具有复杂的机器设计,用于批量制造光纤预制件。此外,通过ovd工艺,优化生产规模变得极具挑战性。
[0004]
鉴于上述讨论,需要改进光纤预制件的制造方法。
技术实现要素:
[0005]
本披露内容包括光纤预制件的制造方法。该方法包括使用压模和冲压机压实二氧化硅颗粒的第一步。此外,该方法还包括用棒烧结压实的物体形成光纤预制件的另一个步骤。二氧化硅颗粒被加载到杆周围的压模的腔中。
[0006]
将二氧化硅颗粒压实以形成一个紧凑的本体与预定义形状。压实对象的烧结是在受控的气氛中进行。
[0007]
本发明谈到的制造光纤预制件的方法。该方法包括使用一个压模和冲压机压实的二氧化硅颗粒的第一步骤。此外,该方法包括用圆柱形杆烧结压实对象以形成光纤预制件的另一步骤。二氧化硅颗粒被装入包围圆柱形杆的按压模具的空腔。将二氧化硅颗粒压实以形成一个紧凑的本体与预定义形状。压实对象的烧结是在受控的气氛中进行。该方法便于在制造光纤预制件,其不含锥体。
[0008]
在本公开的一个实施方案中,二氧化硅颗粒的压实对应于按下的二氧化硅颗粒。
[0009]
在本公开中,光纤预制件是锥形自由对应于在顶侧和底侧具有平坦表面的光纤预制件的实施例。在本公开的其它实施方式中,光纤预制件可以是与在顶侧和底侧小的曲率的表面。
[0010]
在本公开的一个实施例中,受控气氛包括一种或多种气体。所述一种或多种气体包括氯,氟,氦气,氩气,一氧化二(n.)。在本公开的一个实施方案中,一种或多种气体独立地存在。在本公开的另一个实施方案中,一种或多种气体是彼此适当组合。此外,压实的二氧化硅颗粒的烧结被受控气氛下进行,以使所述光纤预制件无气泡。
[0011]
在本公开的一个实施例中,光纤预制件的预定形状,实现基于该结构或压模的结构和冲压机。
[0012]
结构或压制模具和冲压机的结构限定的几何形状的光纤预制件。
[0013]
在本公开的一个实施例中,二氧化硅粒子是在模具组件中压实。该模具组件包括压模和冲压机。模具组件的材料包括但不限于钢,急速合金,碳中的一个,碳化硅,铝,铝箔,聚四氟乙烯,高密度聚乙烯,和橡胶。
[0014]
在本公开的一个实施例中,光纤预制件是中空的圆筒形状的一个执行和圆柱状预成型件。
[0015]
在本公开的一个实施例中,光纤预制件的直径的范围为约50毫米至300毫米。光纤预制件具有范围的约50毫米至2000毫米的长度。光纤预型体具有范围为每立方厘米约0.3克每立方厘米2.2克的密度。
[0016]
在本公开的一个实施例中,圆柱形杆是模具棒和芯棒之一。另外,芯棒是用于制造光纤预制件的掺锗石英玻璃。
[0017]
本发明的一个主要目的是提供一种用于制造使用热压的光纤预制件的提供的方法。
[0018]
本公开的另一目的是提供一种用于制造使用冷压光纤预制件的提供的方法。
[0019]
然而,本公开的另一个目的是提供一种用于制造光纤预制件,其可以是锥形游离或具有位于顶部和底部侧的最小曲率的方法。
[0020]
然而,本公开的另一个目的是提供一种用于处理时间在制造光纤预制件的减小的方法。
[0021]
然而,本公开的另一个目的是提供一种用于制造使用粘合剂热较少按压光纤预制件的方法。
附图说明
[0022]
已经如此描述了本发明总体而言,现在将参考由附图,其不必按比例绘制,并且其中:
[0023]
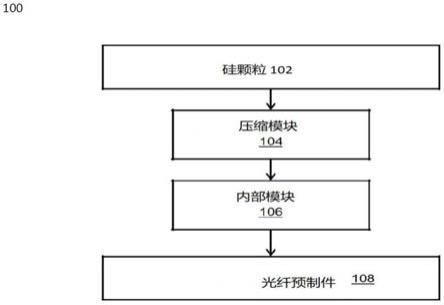
图1示出的框图描绘了用于制造光纤预制件的方法,在根据本公开的各种实施例;
[0024]
图2示出了用于制造压缩体的从所述二氧化硅颗粒的模具组件,在根据本公开的各种实施例;和
[0025]
图3示出了相对于时间和压制力的温度变化的曲线图烧结的过程中,按照本公开的各种实施例。
[0026]
应当指出的是,附图的目的是呈现本公开的示例性实施例的说明。这些附图并不意在限制本公开的范围。还应当指出的是,伴随图不一定按比例绘制。
具体实施方式
[0027]
下面的详细描述是实施本发明的示例性实施例的最佳当前预期模式。该描述不应被视为具有限制意义,而仅仅是为了说明本发明的一般原理的目的。
[0028]
现在将详细地提及本发明的选择的实施例中结合附图的数字。本文所描述的实施例并不意在限制本公开的范围,并为限于所描述的实施例中,本公开内容不应被解释。本发明可体现为不同的形式,而不脱离本公开的范围和精神。应当理解的是,附图的目的和提供以说明下面所描述的公开的实施例,并且不一定按比例绘制。在附图中,相同的数字指代相似的元件,并且厚度和一些部件的尺寸可能被夸大
[0029]
用于提供更清晰和易于理解。
[0030]
应当注意的是,术语“第一”,“第二”,和类似物,在本文中不表示任何顺序,排名,数量,或重要性,而是用于将一个元件与另一个区分开。此外,术语“一”和“一个”在本文中
不表示数量的限制,而是表示存在所引用项的至少一个的存在。
[0031]
图1示出了系统100,用于制造光纤预制件108的,按照本公开的各种实施例。此外,系统100执行用于制造光纤母材108具有成本低,和二氧化硅颗粒的最小浪费的一个或多个方法。该系统100包括二氧化硅颗粒102,压实模块104,和烧结模块106。
[0032]
该系统100包括-二氧化硅的部分102。在本公开的实施例中,二氧化硅颗粒102使用一个或多个预成型件的制造工艺制造的。
[0033]
在本公开的一个实施例中,一个或多个预成型件的制造工艺包括,但可以不限于火焰水解过程中,管式流动反应器工艺和等离子火焰处理。在一个实例中,火焰水解过程中使用,以获得特定的形态和尺寸的二氧化硅颗粒。在本公开的一个实施例中,二氧化硅颗粒102通过在预制件制造单元的一个或多个气体和前体材料之间的化学反应来制造。在本公开的一个实施方案中,一种或多种气体包括但可以不限于氢(h),氧(o.)和液化天然气。在本公开的一个实施例中,所用的前体材料制造的二氧化硅颗粒102包括,但可以不限于四氯化硅(的sicl,)或八甲基环四(oqmcts)。此外,所述一种或多种气体和前体材料之间的化学反应中的燃烧器组件的存在下完成的。该燃烧器组件用于增加温度,用于使一种或多种气体和前体材料之间的化学反应。此外,通过所述多个处理获得的二氧化硅α粒子脱水第一用于除去oh含量的用于制造二氧化硅颗粒102的在本公开的一个实施例中,热量和氯处理是考虑到二氧化硅颗粒到脱水并从二氧化硅颗粒oh去除。在本公开的一个实施例中,从气体流的二氧化硅颗粒的集合使用旋风分离器的一个完成的,静电除尘器(esp),
[0034]
该系统包括压缩模块104压实模块使用模具组件200的模具组件200个执行压制或压实的二氧化硅颗粒的用于制造紧凑对象104个紧凑二氧化硅颗粒102,用于制造光纤预制件108的。通常,紧凑型对象指的是压实或挤压的二氧化硅α粒子的后实心体形式。此外,按压包括但可以不限于冷压和热压。热压对应于压制模具的加热通过辐射或对流达到温度的特定范围。热压允许二氧化硅颗粒的压实而不需要粘合剂。冷在室温下压制对应于压制二氧化硅颗粒。
[0035]
冷压涉及压制在粘合剂的存在下,二氧化硅粒子。粘合剂可以选自但不限于聚碳酸亚丙酯,聚乙烯醇,聚苯乙烯,樟脑,和明胶基于琼脂。粘合剂的浓度在约100ppm至10,000ppm的范围内。在本公开的一个示例的粘合剂的浓度可以是任何其他合适的范围。
[0036]
该模具组件200包括冲压机112,压模114和圆柱形杆116的模具组件200使得压实或挤压制造成形体的二氧化硅颗粒102。
[0037]
模具组件200包括压模114一般情况下,管芯是在制造业用于切割或大多利用压制成形材料的专用工具。此外,管芯根据目标制品的形状和尺寸定制。在本公开的一个实施例中,压模114的横截面是圆形,椭圆形,圆柱形等中的一个。压模114是用于制造圆筒形的紧凑对象的模具。在本公开的一个实施例中,压模114具有在对圆柱杆116的定位用的压模114的上表面的中心位置。在本公开的一个实施例中,圆柱形杆的圆筒状空腔116可以是金属棒或玻璃棒。在本公开的一个实施例中,压模114具有圆柱形杆116的形状和圆柱形杆围绕所述腔的尺寸围绕空腔根据形状和光纤预型体108的尺寸。在一实施例限定的本发明中,压模114具有第一壁和第二壁。第一壁是压模114的二氧化硅颗粒102的圆柱形杆116和压模114的内壁之间装入的内壁。
[0038]
二氧化硅颗粒102被填充或装载的压模114的空腔内。在本公开的实施例中,二氧
化硅的加载颗粒102可手动或自动完成。在本公开的一个实施例中,压模的腔体的形状为圆柱形。
[0039]
二氧化硅颗粒102是基于光纤预制件108。此外,为了在空腔内被装载在二氧化硅颗粒的量的所需尺寸的压模114的空腔内填充或装载基于的尺寸压模114。此外的空腔中,以在空腔内被装载在二氧化硅颗粒的量进行选择基于108二氧化硅颗粒102被装载的所述腔体内部的光纤预制件的包层部分的所需尺寸以均匀的方式压模114。
[0040]
二氧化硅颗粒102存在于压模114的腔体内部使用冲压机112。冲压机112是机床用于冲压或压制二氧化硅颗粒102的二氧化硅颗粒102转换成紧凑对象按压。在本公开的一个实施例中,冲压机是自动机和手动机中的一个。在本公开的另一实施例中,冲压机工作在一个或多个机制。所述一个或多个机制包括液压机,气动机构和类似物。二氧化硅颗粒102被轴向压缩或压制,以形成圆柱形杆116。冲压机112周围的紧凑对象用于施加在二氧化硅颗粒102的压力,以形成压坯。的压力被施加在压模114按102。另外,将压力施加到按二氧化硅颗粒102以形成目标密度的紧凑对象的二氧化硅颗粒。换言之,二氧化硅颗粒的圆柱形杆116周围102被按压,以实现所述压缩体的形成的靶预成型体密度。在本公开的一个实施例中,二氧化硅的压实颗粒102所导致减少体积和增加紧凑对象的密度。在本公开的一个实施例中,向内的压力是在二氧化硅颗粒102施加到形成紧凑对象。在本公开的另一个实施例中,向内压力从冲压机的两端施加了二氧化硅颗粒的转化成紧凑对象。在示例中,两端对应于左端和冲压机的右端。在本公开的一个实施例中,冲压机112均匀地从压模112的一个或多个侧面按压二氧化硅颗粒102。
[0041]
在本公开的一个实施例中,圆柱形杆116是用于制造中空体紧凑的模具棒。在本公开的另一实施例中,圆柱形杆116是用于制造光纤母材108的在本公开的一个实施方式的芯棒,所述圆柱形杆116是锗掺杂的二氧化硅玻璃。在本公开的一个实施例中,圆柱形杆116的长度是根据所述光纤预型体108的圆柱形杆116是通过插入的一端定位在压模114的中心腔体的所要求的长度限定圆柱形杆116在压模114的中心腔体。
[0042]
模具组件200由从一组中选择的材料。该组包括钢,急速合金,碳,碳化硅,橡胶,铝,铝箔,特氟隆,hdpe等。在本公开的一个实施例中,模具组件200的材料对应于压模114和冲压机112的材料。在本公开的一个实施例中,从该组中选择的材料提供稳定性,压模114和冲压机112在本公开的一个实施例中,被选择用于在模具组件200的材料提供氧化性优异,并且是惰性的相对于二氧化硅颗粒。在本公开的一个实施例中,被选择用于在模具组件200的材料具有优异的机械强度。
[0043]
模具组件200能够使二氧化硅的转换颗粒102为圆筒形状紧凑对象。此外,压模114与冲压机112使二氧化硅的转换颗粒102与限定或目标密度的紧凑对象。
[0044]
该系统100包括用于紧凑对象的烧结烧结模块106。紧凑对象的烧结促进成形体的转化成光纤预制件。一般来说,烧结是指而不熔化压实目的是液化的点形成从与热便利压实对象的玻璃预成型坯或光纤预制棒的过程。
[0045]
在本公开的一个实施例中,圆柱形杆116从模具组件200中移除形紧凑对象中空圆柱形的形成。在本公开的一个实施例中,圆柱形杆116是用于光纤预制件108与芯和包层区域的形成芯棒。芯棒是锗掺杂的二氧化硅玻璃。
[0046]
在本公开的一个实施例中,紧凑对象在不同温度下烧结以形成不同透明度的光纤
预制件108。紧凑的对象在规定的温度下烧结,以获得光纤预型体所需的透明度的108。紧凑的对象可以在不同的规定的温度下烧结,以获得光纤预型体不同透明度的108。紧凑对象的每个烧结温度对应于光纤预制件108的特定透明度。在本公开的一个实施例中,紧凑对象在任何合适的温度下烧结。
[0047]
系统100执行用于制造光纤母材108的使用热压的方法。该方法包括从所述二氧化硅颗粒102的二氧化硅颗粒102的压制或压实制造紧凑对象使用冲压机112被压缩的第一工序和压模114。在本公开的一个实施例中,热压用于制造压实对象的执行。压模是通过辐射或对流加热到达到所期望的温度下将二氧化硅颗粒102要么单轴或等静压在加热压模114的二氧化硅颗粒102的压实完成用于制造成形体的压实宾语。在本公开的一个实施例中,压模114利用感应或电阻技术加热。该方法包括:在烧结用于获得所期望的形状的光纤预制件108中的压实的对象的另一步骤。在本公开的一个实施例中,圆柱形杆116从模具组件200移除以形成中空光纤预制件108。
[0048]
在本公开的一个实施例中,光纤的预型件形状108是圆柱形的。在本公开的另一实施例中,光纤的预型件形状108可以变化。在本公开的一个实施例,用于制造该光纤的方法中预成型件108便于从所述光纤预制件108 100%的孔隙的去除。
[0049]
在本公开的一个实施例中,热压二氧化硅的颗粒102和热压在单个炉中进行后形成的压实对象的烧结。在本公开的一个实施方式,热压制和烧结在烧结炉中进行。在本公开的另一个实施方式,热压制和烧结可以在任何合适的机械来完成。
[0050]
在本公开的一个实施例中,由所述方法制造的中空光纤预制件108可被用于进一步的处理与锗掺杂芯杆插入,使光纤预制件无锥。光纤预制件是锥形自由的形状是圆柱形的,并具有圆形横截面。另外,光纤母材,是免费的锥形对应于具有平坦的顶部和底部表面上的光纤预制件。在本公开的其它实施方式中,光纤预制件可以是与在顶侧和底侧小的曲率的表面。光纤预制件是从端部锥形自由防止材料损失。在本公开的一个实施例中,材料损失制造光纤预制件的过程中对应于所述二氧化硅颗粒的损失。
[0051]
系统100执行用于制造使用冷压光纤预制件108的方法。该方法包括从所述二氧化硅颗粒102的二氧化硅颗粒102的压制或压实制造紧凑对象使用冲压机112被压缩的第一工序和冲压模具114在本公开的一个实施例中,冷榨是对于制造压实对象的执行。在本公开的一个实施例中,冷压机做是为了提供适当的形状和密度,以从物体压实制造的光纤预型体108。
[0052]
一般而言,冷压对应于按压在低于烧结温度下或在室温下的模具组件200中的二氧化硅微粒102的。在一个实例中,按压二氧化硅颗粒102的在室温下或低于室温稍高完成,以形成适当的形状和密度的紧凑对象。
[0053]
在本公开的一个实施例中,单轴加压被用于二氧化硅的压实在压模114完成颗粒102用于在制造紧凑的对象。在本公开的另一实施例中,等静压用于二氧化硅的压实在压模114完成颗粒102用于在制造紧凑的对象。该方法包括烧结用于获得所希望的形状的光纤预制件108在本公开的一个实施例的压实对象的另一步骤中,烧结是在受控的气氛中进行。可控气氛包括气体如氯气,氦气,氩气,氮气等。在受控气氛中的氯充当用于去除oh含量的干燥气体。
[0054]
在气态环境中的压实的对象的烧结除去从光纤预型体108的oh含量。在本公开的
一个实施例中,光纤预制件108是去除圆柱形杆116的后形成的中空圆筒形的预成型件。
[0055]
系统100执行用于制造光纤预制件108的方法该方法包括从所述二氧化硅颗粒102的二氧化硅颗粒102中的圆柱形杆116周围的压制或压实制造紧凑对象的第一步骤中使用的冲床112和压模114。圆柱形杆被压实116是锗掺杂的二氧化硅玻璃。在本公开的一个实施例中,压模114和冲压机的模具组件200由从一组钢的,急速合金,碳,碳化硅,铝,铝箔,特氟隆中选择的材料中的一种制成的112,hdpe和橡胶。在本公开的一个实施例中,热压为制造从二氧化硅粒子102压实对象的执行。
[0056]
压模是通过辐射或对流加热到达到所期望的温度下将二氧化硅颗粒102要么单轴或等静压用于二氧化硅颗粒102的压实在热压模具做了在制造紧凑对象的压实。一般地,单轴压制由通过冲压机112将压力施加在一个单一的轴线方向通常涉及二氧化硅颗粒102到压模114的压实,等静压制对应于压制二氧化硅颗粒的所有方向实现密度和微结构的最大均匀性。
[0057]
在本公开的一个实施例中,压模114被利用感应或电阻技术加热。该方法包括与该芯杆执行所述中空圆筒形压紧对象的烧结用于获得光纤预型体108与芯杆压实对象的烧结是在氯,氦,氩,氮的气体的环境中进行的另一步骤等等。在本公开的一个实施例中,光纤预制件使用热冲压机制造108具有直径范围约50毫米至300毫米的。另外,光纤母材108具有范围约50毫米至2000毫米的长度。光纤预型体108具有范围为每立方厘米约0.3克每立方厘米2.2克的密度。在本公开的一个实施例中,光纤预制件108可具有对应于直径,长度和密度的任何合适的值。在本公开的一个实施例中,光纤预制件是真空抽吸后完全没有空气孔。
[0058]
在本公开的一个实施例中,二氧化硅颗粒被压102使用热压或压缩。此外,热压时无粘合剂完成。
[0059]
在本公开的一个实施例中,二氧化硅颗粒102被压或使用冷压压实。此外,冷压需要硅酸盐粘结剂二氧化硅的转换颗粒102到紧凑对象。在本公开的一个实施例中,粘合剂可以选自但不限于聚碳酸亚丙酯,聚乙烯醇,聚苯乙烯,樟脑,和明胶基于琼脂。
[0060]
在本公开的一个实施方式,粘合剂的浓度在范围约100ppm至10,000ppm的。一般情况下,粘合剂可用于给高强度烧结前处理冷高压部分。在本公开的一个示例的粘合剂的浓度可以是任何其他合适的范围。
[0061]
图3示出相对于时间的温度的变化的曲线图300的烧结过程中,在根据本公开的各种实施例。图表300具有垂直轴和水平轴。纵轴表示以摄氏度的温度,在千牛顿的压力,而横轴表示时间在一小时。此外,曲线图300具有:第一线和第二线。的第一行对应于已经开始最近点到零,并且第二线对应于具有200kn和400千牛之间的出发点压力的温度。在烧结过程中的温度上升到1200摄氏度相对于时间。此外,温度保持在1200摄氏度的时间一定时间常数。进一步,温度烧结的过程中连续地减小。中的压力保持为烧结的过程中的一段时间内是恒定的。该压力增大到一个范围为约1100至kn 1200千牛。在约1100kn范围内的压力保持恒定至1200千牛顿的时间有限的时间。另外,压力被降低到范围为约200千牛400kn。
[0062]
本发明相对于现有技术提供了许多优点。本公开提供了用于制造光纤预制件与材料损失减少的改进的方法。此外,用于制造光纤预制件的方法中是成本有效的,并且需要较少的总处理时间。此外,该方法制造的光纤预制件的过程中提供易于操作。
[0063]
本技术的预定义的实施例的前述描述是为了说明和描述的目的。它们不意图是穷
举的或将本技术限制于所公开的精确形式,显然许多修改和变化根据上述教导是可能的。实施例被选择并且为了最好地解释本发明的技术和它的实际应用的原理,从而使本领域技术人员能够最好地利用本技术和各种实施例的各种修改适合于预期的特定用途的描述。应当理解,各种省略和等同物的替换被预期为情况可能建议或提供的权宜之计,但这些也意欲覆盖应用或实施,而不脱离本技术的权利要求的精神或范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1