适用于丁腈橡胶手套生产的陶瓷手模及其制备方法与流程
1.本发明属于陶瓷手模制备技术领域,具体的涉及一种适用于丁腈橡胶手套生产的陶瓷手模及其制备方法。
背景技术:
2.丁腈手套主要由丁腈橡胶加工而成,是应用在医疗、医药卫生、美容美发、食品加工、化工生物等的科学研究行业中,起到对手部防护、防止交叉感染的必不可少的保护用品。因丁腈橡胶中不含蛋白质,故不会造成过敏反应,同时又具有抗静电、耐老化和耐油的性能,其造型根据人体手型而设计,具有较大的灵活性,较好的拉伸性能和耐穿刺性能,较高的抗张强度和较好的耐磨性能,使用广泛。
3.丁腈手套主要是通过浸渍丁腈胶乳、成型、硫化、表面处理、无尘清洗等工艺制成。在制备过程中,首先需要对使用的手模进行酸洗、碱洗、漂洗、烘干,然后将手模浸渍凝固剂溶液以及胶乳原料,硫化后脱模制备得到丁腈手套。所述的酸洗采用硝酸等酸性溶液,碱洗采用氢氧化钠的水溶液等碱性溶液,漂洗采用氯水,氯洗的时间约为20-30min,浸渍凝固剂溶液的温度为60-70℃,而浸渍胶乳原料的温度为20-30℃,硫化的温度为120-130℃,连续步骤之间温差大。
4.因此,这就要求制备丁腈橡胶手套的手模具有良好的耐酸碱腐蚀性、耐氧化性、在经受急冷急热时具有较高的抗热震稳定性、挂胶均匀以及在硫化后容易脱模的优良性能。
5.现有原料配方生产的陶瓷手模化学组分中sio2的含量一般大于60%,属高硅质陶瓷手模,并有以下几个缺点:1)产品生产合格率低,在85%左右;2)产品总收缩率高,为13-18%;3)产品表面不平整,有凹凸浅坑、黑点等;4)使用时间短,现有技术生产的陶瓷手模在丁腈橡胶手套生产中在线使用寿命一般为6个月;5)耐热震性不强。
技术实现要素:
6.本发明的目的是:提供一种适用于丁腈橡胶手套生产的陶瓷手模。该陶瓷手模具有很好的耐腐蚀性及热震稳定性;本发明同时提供了其制备方法。
7.本发明所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土20-35份、蓝晶石10-15份、废瓷粉8-12份、煅烧铝矾土28-35份、钾钠砂5-8份、硅灰石10-15份、锂辉石15-22份、膨润土3-7份、木屑2-6份、氟化铝1-5份、五氧化二钒0.2-0.5份以及氮化钛1-5份。
8.优选的,本发明所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土25-33份、蓝晶石12-15份、废瓷粉10-12份、煅烧铝矾土30-35份、钾钠砂5-7份、硅灰石12-15份、锂辉石18-22份、膨润土3-5份、木屑2-5份、氟化铝3-5份、五氧化二钒0.2-0.4份以及氮化钛1-3份。
9.最为优选的,本发明所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土30份、蓝晶石15份、废瓷粉10份、煅烧铝矾土35份、钾钠砂5份、硅灰
石12份、锂辉石20份、膨润土5份、木屑5份、氟化铝3份、五氧化二钒0.4份以及氮化钛2份。
10.本发明所述的适用于丁腈橡胶手套生产的陶瓷手模的制备方法,由以下步骤组成:
11.(1)制浆
12.将制浆原料经湿法球磨,制备得到泥浆;
13.(2)除铁制坯
14.泥浆经除铁加水调节至一定密度后过筛,注浆制成陶瓷手模泥坯;
15.(3)起坯烘干
16.将手模模型中的泥坯取出,于20-35℃下烘20-26h;
17.(4)刷坯喷麻
18.将烘干后的泥坯进行粗刷及精刷后自然晾干,然后将烘干后的泥坯进行喷砂打麻;
19.(5)烧制及后处理
20.将打麻后的泥坯进行烧制,然后进行后处理,制备得到陶瓷手模。
21.其中:
22.步骤(1)中所述的制浆原料:球石:水的质量比1:1.8-2.0:0.4-0.5;球磨25-30h,球磨至<10μm的占比为60-65%时,放浆出磨。
23.步骤(2)中所述的加水调节泥浆的密度为1.60-1.62g/cm3,过180-200目筛,经压力注浆制成陶瓷手模泥坯,注浆压力为0.5-0.6mpa,持浆25-35min后开模,巩固30-35min,然后脱模。
24.步骤(3)中所述的手模模型为石膏模具。
25.步骤(4)中所述的采用粒径为0.8-1.0mm的瓷球在需打麻点的部位上进行喷砂打麻,打麻时的压力为0.3-0.4mpa。
26.步骤(5)中所述的首先以5-7℃/min的升温速度从室温升到520-570℃保温20-40min,然后以2-3℃/min的升温速度升到800-950℃保温25-30min,最后以1-2℃/min的升温速度上升到1150-1250℃保温15-25min进行烧制。
27.步骤(5)中所述的后处理为将烧制好的手模利用瓷球磨手机进行表面微打磨处理,然后再经过布轮抛光机进行表面的整体抛光处理。
28.本发明与现有技术相比,具有以下有益效果:
29.(1)本发明所述的适用于丁腈橡胶手套生产的陶瓷手模,添加了废瓷粉等工业废弃物,价格低,降低了生产成本的同时缓解了工业废弃物的处理压力,高岭土、煅烧铝矾土、锂辉石、硅灰石形成稳定的晶相结构,钾钠砂和膨润土的加入进一步促进莫来石相和堇青石相的形成,使得陶瓷手模具有良好的耐腐蚀性能和抗热震稳定性,添加氟化铝进一步增加陶瓷坯体的耐腐蚀性,木屑的添加填充了锂辉石粗大晶体形成的网络结构,蓝晶石在进一步提高陶瓷手模的耐腐蚀性能的同时,使得陶瓷手模的收缩率减小,五氧化二钒以及氮化钛的添加进一步提高了陶瓷手模的耐磨性等性能,增加了陶瓷手模的使用寿命。
30.(2)本发明所述的适用于丁腈橡胶手套生产的陶瓷手模,原料之间协同配合,制备的坯体的成型性能好,显著提高了陶瓷手模的耐腐蚀性能、抗氧化性能和抗热震性能,且陶瓷手模的总收缩率小,使用寿命提高至≥20个月,合格率提高到≥99.5%。
31.(3)本发明所述的适用于丁腈橡胶手套生产的陶瓷手模的制备方法,工艺简单,操作方便,安全,次品率低,易于产业化推广。
具体实施方式
32.以下结合实施例对本发明作进一步描述。
33.实施例1
34.本实施例1所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土20份、蓝晶石15份、废瓷粉10份、煅烧铝矾土28份、钾钠砂7份、硅灰石13份、锂辉石22份、膨润土3份、木屑2份、氟化铝1份、五氧化二钒0.2份以及氮化钛1份。
35.本实施例1所述的适用于丁腈橡胶手套生产的陶瓷手模的制备方法,由以下步骤组成:
36.(1)制浆
37.将制浆原料经湿法球磨,制备得到泥浆;
38.(2)除铁制坯
39.泥浆经除铁加水调节至一定密度后过筛,注浆制成陶瓷手模泥坯;
40.(3)起坯烘干
41.将手模模型中的泥坯取出,于30℃下烘24h;
42.(4)刷坯喷麻
43.将烘干后的泥坯进行粗刷及精刷后自然晾干,然后将烘干后的泥坯进行喷砂打麻;
44.(5)烧制及后处理
45.将打麻后的泥坯进行烧制,然后进行后处理,制备得到陶瓷手模。
46.其中:
47.步骤(1)中所述的制浆原料:球石:水的质量比1:1.8:0.5;球磨30h,球磨至<10μm的占比为65%时,放浆出磨。
48.步骤(2)中所述的加水调节泥浆的密度为1.60g/cm3,过180-200目筛,经压力注浆制成陶瓷手模泥坯,注浆压力为0.5mpa,持浆30min后开模,巩固35min,然后脱模。
49.步骤(3)中所述的手模模型为石膏模具。
50.步骤(4)中所述的采用粒径为1.0mm的瓷球在需打麻点的部位上进行喷砂打麻,打麻时的压力为0.3mpa。
51.步骤(5)中所述的首先以5℃/min的升温速度从室温升到570℃保温30min,然后以3℃/min的升温速度升到950℃保温25min,最后以2℃/min的升温速度上升到1220℃保温20min进行烧制。
52.步骤(5)中所述的后处理为将烧制好的手模利用瓷球磨手机进行表面微打磨处理,然后再经过布轮抛光机进行表面的整体抛光处理。
53.实施例2
54.本实施例2所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土33份、蓝晶石12份、废瓷粉12份、煅烧铝矾土30份、钾钠砂6份、硅灰石15份、锂辉石18份、膨润土4份、木屑4份、氟化铝2份、五氧化二钒0.3份以及氮化钛2份。
55.本实施例2所述的适用于丁腈橡胶手套生产的陶瓷手模的制备方法,由以下步骤组成:
56.(1)制浆
57.将制浆原料经湿法球磨,制备得到泥浆;
58.(2)除铁制坯
59.泥浆经除铁加水调节至一定密度后过筛,注浆制成陶瓷手模泥坯;
60.(3)起坯烘干
61.将手模模型中的泥坯取出,于35℃下烘23h;
62.(4)刷坯喷麻
63.将烘干后的泥坯进行粗刷及精刷后自然晾干,然后将烘干后的泥坯进行喷砂打麻;
64.(5)烧制及后处理
65.将打麻后的泥坯进行烧制,然后进行后处理,制备得到陶瓷手模。
66.其中:
67.步骤(1)中所述的制浆原料:球石:水的质量比1:2.0:0.5;球磨28h,球磨至<10μm的占比为63%时,放浆出磨。
68.步骤(2)中所述的加水调节泥浆的密度为1.62g/cm3,过180-200目筛,经压力注浆制成陶瓷手模泥坯,注浆压力为0.6mpa,持浆25min后开模,巩固30min,然后脱模。
69.步骤(3)中所述的手模模型为石膏模具。
70.步骤(4)中所述的采用粒径为0.8mm的瓷球在需打麻点的部位上进行喷砂打麻,打麻时的压力为0.35mpa。
71.步骤(5)中所述的首先以7℃/min的升温速度从室温升到550℃保温20min,然后以3℃/min的升温速度升到900℃保温30min,最后以2℃/min的升温速度上升到1230℃保温25min进行烧制。
72.步骤(5)中所述的后处理为将烧制好的手模利用瓷球磨手机进行表面微打磨处理,然后再经过布轮抛光机进行表面的整体抛光处理。
73.实施例3
74.本实施例3所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土28份、蓝晶石14份、废瓷粉11份、煅烧铝矾土33份、钾钠砂7份、硅灰石14份、锂辉石20份、膨润土5份、木屑3份、氟化铝4份、五氧化二钒0.4份以及氮化钛2份。
75.本实施例3所述的适用于丁腈橡胶手套生产的陶瓷手模的制备方法,由以下步骤组成:
76.(1)制浆
77.将制浆原料经湿法球磨,制备得到泥浆;
78.(2)除铁制坯
79.泥浆经除铁加水调节至一定密度后过筛,注浆制成陶瓷手模泥坯;
80.(3)起坯烘干
81.将手模模型中的泥坯取出,于25℃下烘26h;
82.(4)刷坯喷麻
83.将烘干后的泥坯进行粗刷及精刷后自然晾干,然后将烘干后的泥坯进行喷砂打麻;
84.(5)烧制及后处理
85.将打麻后的泥坯进行烧制,然后进行后处理,制备得到陶瓷手模。
86.其中:
87.步骤(1)中所述的制浆原料:球石:水的质量比1:1.9:0.4;球磨30h,球磨至<10μm的占比为65%时,放浆出磨。
88.步骤(2)中所述的加水调节泥浆的密度为1.62g/cm3,过180-200目筛,经压力注浆制成陶瓷手模泥坯,注浆压力为0.55mpa,持浆35min后开模,巩固35min,然后脱模。
89.步骤(3)中所述的手模模型为石膏模具。
90.步骤(4)中所述的采用粒径为1.0mm的瓷球在需打麻点的部位上进行喷砂打麻,打麻时的压力为0.4mpa。
91.步骤(5)中所述的首先以6℃/min的升温速度从室温升到570℃保温30min,然后以3℃/min的升温速度升到880℃保温30min,最后以2℃/min的升温速度上升到1250℃保温25min进行烧制。
92.步骤(5)中所述的后处理为将烧制好的手模利用瓷球磨手机进行表面微打磨处理,然后再经过布轮抛光机进行表面的整体抛光处理。
93.实施例4
94.本实施例4所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土30份、蓝晶石15份、废瓷粉10份、煅烧铝矾土35份、钾钠砂5份、硅灰石12份、锂辉石20份、膨润土5份、木屑5份、氟化铝3份、五氧化二钒0.4份以及氮化钛2份。
95.本实施例4所述的适用于丁腈橡胶手套生产的陶瓷手模的制备方法,由以下步骤组成:
96.(1)制浆
97.将制浆原料经湿法球磨,制备得到泥浆;
98.(2)除铁制坯
99.泥浆经除铁加水调节至一定密度后过筛,注浆制成陶瓷手模泥坯;
100.(3)起坯烘干
101.将手模模型中的泥坯取出,于30℃下烘24h;
102.(4)刷坯喷麻
103.将烘干后的泥坯进行粗刷及精刷后自然晾干,然后将烘干后的泥坯进行喷砂打麻;
104.(5)烧制及后处理
105.将打麻后的泥坯进行烧制,然后进行后处理,制备得到陶瓷手模。
106.其中:
107.步骤(1)中所述的制浆原料:球石:水的质量比1:1.8:0.4;球磨30h,球磨至<10μm的占比为65%时,放浆出磨。
108.步骤(2)中所述的加水调节泥浆的密度为1.62g/cm3,过180-200目筛,经压力注浆制成陶瓷手模泥坯,注浆压力为0.5mpa,持浆35min后开模,巩固35min,然后脱模。
109.步骤(3)中所述的手模模型为石膏模具。
110.步骤(4)中所述的采用粒径为1.0mm的瓷球在需打麻点的部位上进行喷砂打麻,打麻时的压力为0.35mpa。
111.步骤(5)中所述的首先以5℃/min的升温速度从室温升到550℃保温35min,然后以3℃/min的升温速度升到900℃保温30min,最后以1℃/min的升温速度上升到1250℃保温25min进行烧制。
112.步骤(5)中所述的后处理为将烧制好的手模利用瓷球磨手机进行表面微打磨处理,然后再经过布轮抛光机进行表面的整体抛光处理。
113.对比例1
114.本对比例1所述的陶瓷手模,以重量份数计,由以下原料组成:高岭土30份、蓝晶石20份、废瓷粉15份、煅烧铝矾土20份、钾钠砂5份、硅灰石12份、锂辉石15份、膨润土5份、木屑5份、氟化铝3份、五氧化二钒0.4份以及氮化钛2份。
115.本对比例1所述的陶瓷手模的制备方法与实施例4相同。
116.对比例2
117.本对比例2所述的陶瓷手模,以重量份数计,由以下原料组成:高岭土35份、废瓷粉15份、煅烧铝矾土35份、钾钠砂5份、硅灰石12份、锂辉石25份、膨润土5份、木屑5份、氟化铝3份、五氧化二钒0.4份以及氮化钛2份。
118.本对比例2所述的陶瓷手模的制备方法与实施例4相同。
119.对比例3
120.本对比例3所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土30份、蓝晶石15份、废瓷粉10份、煅烧铝矾土35份、钾钠砂5份、硅灰石12份、锂辉石20份、膨润土5份、木屑5份、五氧化二钒0.4份以及氮化钛2份。
121.本对比例3所述的陶瓷手模的制备方法与实施例4相同。
122.对比例4
123.本对比例4所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土30份、蓝晶石15份、废瓷粉10份、煅烧铝矾土35份、钾钠砂5份、硅灰石12份、锂辉石20份、膨润土5份、氟化铝3份、五氧化二钒0.4份以及氮化钛2份。
124.本对比例4所述的陶瓷手模的制备方法与实施例4相同。
125.对比例5
126.本对比例5所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土30份、蓝晶石15份、废瓷粉10份、煅烧铝矾土35份、钾钠砂5份、硅灰石12份、锂辉石20份、膨润土5份、氟化铝3份以及木屑5份。
127.本对比例5所述的陶瓷手模的制备方法与实施例4相同。
128.对比例6
129.本对比例6所述的适用于丁腈橡胶手套生产的陶瓷手模,以重量份数计,由以下原料组成:高岭土30份、蓝晶石15份、废瓷粉10份、钾长石35份、钾钠砂5份、硅灰石12份、锂辉石20份、膨润土5份、木屑5份、氟化铝3份、五氧化二钒0.4份以及氮化钛2份。
130.本对比例6所述的陶瓷手模的制备方法与实施例4相同。
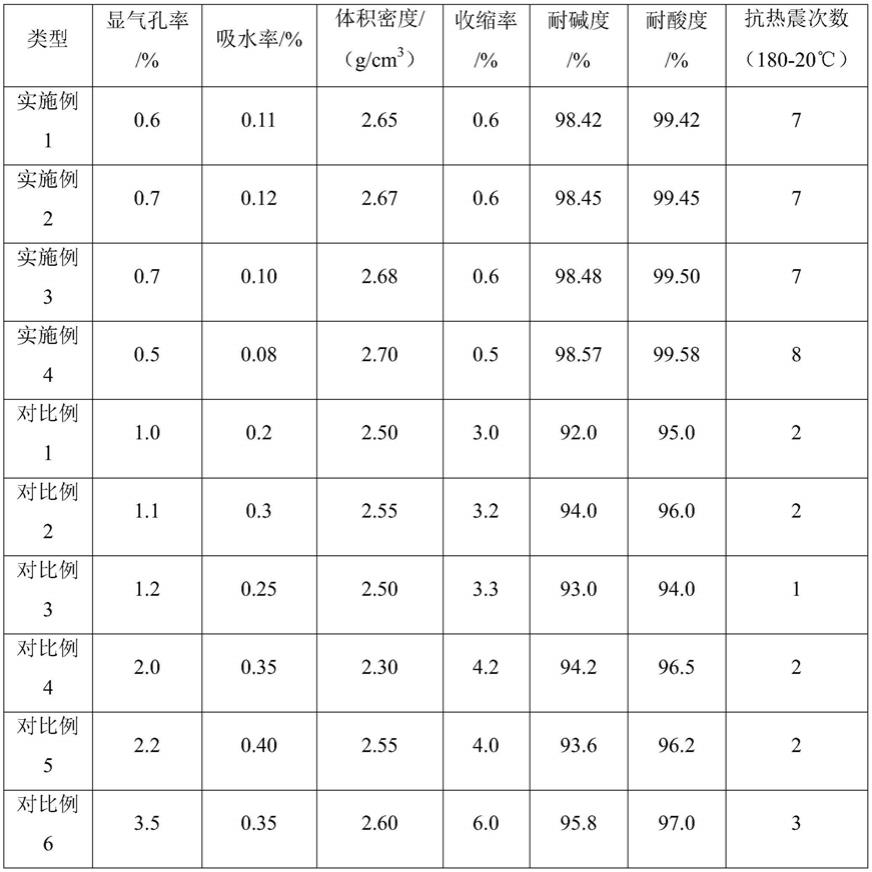
131.对实施例1-4及对比例1-6制备的陶瓷手模进行性能测试,结果如表1所示:
132.耐酸碱性测试方法:在硫酸溶液(10%)或氢氧化钠溶液(10%)介质中微沸1小时,腐蚀后试样质量与试样初始质量之比的百分数,即为陶瓷手模的耐酸/耐碱度。
133.吸水率及体积密度依据qb/t1642-2012进行检测,耐酸碱度依据gb/t4738-2015进行检测,抗热震性能依据gb/t3298-2008日用陶瓷抗热震性能测试方法进行测试(产品加热至180℃,保温30min,投入20
±
2℃水中,进行热交换,记录热交换次数)。
134.表1陶瓷手模的性能测试结果
135.
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1