热压成型模具模仁自定心精密取放装置的制作方法
1.本实用新型涉及热压成型模具技术领域,特指一种热压成型模具模仁自定心精密取放装置。
背景技术:
2.在生产玻璃非球面镜片过程中,需要用到热压成型模具,为了得到更高精度的玻璃非球面镜片,就需要更高精度的热压成型模具。首先需要打开上模仁,然后取出热压成型的成品镜片,同时放入预型体玻璃镜片,最后合上上模仁。对于高精度玻璃非球面镜片的热压成型模具,上下模仁与外框之间的机械配合精度远远小于0.001mm。目前在模具开合过程中,会因为对位不精确,导致模仁开合过程中卡顿甚至卡死,影响正常生产,长此以往,更会使得模仁磨损加快,降底模仁的使用寿命。
3.目前普遍采用的模仁整形、影像定位识别的方式来提高定位精度,但依旧满足不了机械配合小于0.001mm的高精度热压成型模具的自动化生产需求。
4.因此,基于上述现有的热压成型模具模仁的缺陷,需要对现有的热压成型模具模仁进行改进。
技术实现要素:
5.本实用新型的目的在于针对现有技术的不足提供一种热压成型模具模仁自定心精密取放装置,该热压成型模具模仁自定心精密取放装置解决了现有的热压成型模具模仁所存在的:对位不精确、模仁磨损加快、降底模仁的使用寿命等缺陷。
6.为实现上述目的,本实用新型是通过以下技术方案实现的:热压成型模具模仁自定心精密取放装置,包括自定心精密组装平台,自定心精密组装平台包括依次安装的精密滚珠承载底座、承载底座外壳、治具安装底座、热压成型模具承载治具,热压成型模具承载治具上固定热压成型模具;治具安装底座下方配有自定心承载块,自定心承载块位于精密滚珠保持架上,精密滚珠保持架与精密滚珠承载底座之间配有精密滚珠,精密滚珠保持架与精密滚珠承载底座之间固定有止转销钉。
7.所述的热压成型模具包括成型模具底座、模具外框、热压成型下模仁、成型定位筒、热压成型上模仁,模具底座固定于自定心精密组装平台上,模具外框内配有成型定位筒,模具底座上安装热压成型下模仁,成型定位筒位于热压成型下模仁外,成型定位筒内配有热压成型上模仁。
8.所述的精密滚珠承载底座的底部固定气缸固定件,气缸固定件固定气缸,气缸连接升降定位轴,升降定位轴穿过承载底座外壳与治具安装底座活动配合。
9.所述的自定心精密组装平台的侧面固定有下拍影像组件。
10.所述的自定心精密组装平台的侧面固定有物料中转平台。
11.所述的自定心精密组装平台的侧面固定有真空表固定件,真空表固定件安装有真空表。
12.所述的自定心精密组装平台活动安装于平台大板上,平台大板上安装有水平 y轴直线模组,自定心精密组装平台固定于水平y轴直线模组上,平台大板上竖直安装有支撑柱,支撑柱上水平安装有水平x轴直线模组,水平x轴直线模组配设有水平移动的模仁镜片取放组件,模仁镜片取放组件活动位于自定心取放平台的上方。
13.本实用新型的有益效果在于:由于治具安装底座贴合于精密滚珠上,治具安装底座可以处于水平面无约束自由状态,将上模仁缓慢组入热压成型模具的成型定位筒中,此过程会消除上模仁与成型定位筒的配合误差,使得组入过程顺畅不卡顿,提高热压成型模具的开合定位精度,模仁开合顺畅,减少模具开合卡顿,延长了模具使用寿命。
附图说明
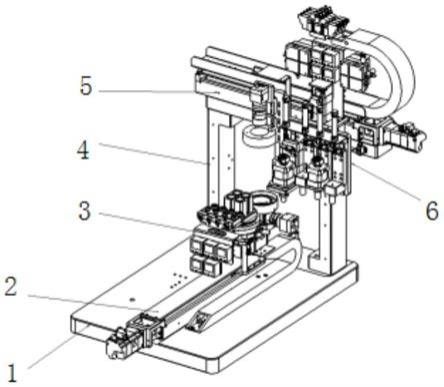
14.图1为本实用新型的结构示意图。
15.图2为本实用新型的自定心取放平台示意图。
16.图3为本实用新型的热压成型模具示意图。
17.图4为本实用新型的自定心精密组装平台示意图。
18.图5为图4的局部剖视示意图。
具体实施方式
19.下面结合附图对本实用新型作进一步的说明。
20.见图1——图5,本实用新型热压成型模具模仁自定心精密取放装置包括:平台大板1、水平y轴直线模组2、自定心取放平台3、支撑柱4、水平x轴直线模组5、模仁镜片取放组件6、真空表31、真空表固定件32、物料中转平台33、热压成型模具34、自定心精密组装平台35、下拍影像组件36、无尘拖链37、拖链固定件38、成型模具底座341、模具外框342、热压成型下模仁343、成型定位筒344、非球面成型镜片345、热压成型上模仁346、平台支撑底板351、平台支撑底柱352、精密滚珠承载底座353、承载底座外壳354、承载底座外壳355、治具安装底座356、热压成型模具承载治具357、升降定位轴358、气缸固定件 359、气缸3510、精密滚珠保持架3511、自定心承载块3512、精密滚珠3513、止转销钉3514。
21.本实用新型包括有平台大板1,平台大板1上安装有水平y轴直线模组2,水平y轴直线模组2上安装有自定心取放平台3,平台大板1上竖直安装有支撑柱4,支撑柱4上水平安装有水平x轴直线模组5,水平x轴直线模组5配设有水平移动的模仁镜片取放组件6,模仁镜片取放组件6活动位于自定心取放平台 3的上方。
22.本实用新型的自定心取放平台3包括自定心精密组装平台35,自定心精密组装平台35上方安装有热压成型模具34。
23.本实用新型的自定心取放平台3包括下拍影像组件36,下拍影像组件36固定在自定心精密组装平台35的侧面。
24.本实用新型的自定心取放平台3包括物料中转平台33,物料中转平台33固定在自定心精密组装平台35的侧面。
25.本实用新型的自定心取放平台3包括真空表固定件32,真空表固定件32固定在自定心精密组装平台35的侧面,真空表固定件32安装有真空表31。
26.本实用新型的热压成型模具34下方固定有拖链固定件38,拖链固定件38 连接无
尘拖链37。
27.本实用新型的热压成型模具34包括成型模具底座341、模具外框342、热压成型下模仁343、成型定位筒344、非球面成型镜片345、热压成型上模仁346,模具底座341固定于自定心精密组装平台35上,模具外框342内配有成型定位筒344,模具底座341上安装热压成型下模仁343,成型定位筒344位于热压成型下模仁343外,非球面成型镜片345放置于热压成型下模仁343上,成型定位筒344内配有热压成型上模仁346。
28.本实用新型的自定心精密组装平台35包括平台支撑底板351,平台支撑底板351上安装有平台支撑底柱352,平台支撑底柱352上依次安装精密滚珠承载底座353、承载底座外壳354、承载底座外壳355、治具安装底座356、热压成型模具承载治具357,热压成型模具承载治具357上固定热压成型模具34。精密滚珠承载底座353的底部固定气缸固定件359,气缸固定件359固定气缸3510,气缸3510连接升降定位轴358,升降定位轴358穿过承载底座外壳355与治具安装底座356活动配合。
29.本实用新型的治具安装底座356下方配有自定心承载块3512,自定心承载块3512位于精密滚珠保持架3511上,精密滚珠保持架3511与精密滚珠承载底座353之间配有精密滚珠3513,精密滚珠保持架3511与精密滚珠承载底座353 之间固定有止转销钉3514。
30.本实用新型的开模流程:首先自定心精密组装平台35中的气缸3510的气缸杆伸出,将升降定位轴358插入治具安装底座356中,进而固定热压成型模具承载治具357;然后将热压成型模具34移送至热压成型模具承载治具357上,自定心取放平台3移动至模仁镜片取放组件6下方,模仁镜片取放组件6吸取热压成型模具34中的热压成型上模仁346,模仁镜片取放组件6再取出成品镜片放置于物料中转平台33,完成高精度玻璃非球面热压成型模具的开模取镜片动作。
31.合模流程:模仁镜片取放组件6从物料中转平台33中吸取来料镜片放入热压成型模具34中;下拍影像组件36对模仁镜片取放组件6上的上模仁346进行拍照定位,补偿偏差;再然后模仁镜片取放组件6将上模仁346放置于成型定位筒344上方,刚好贴合组入配合面,定心精密组装平台35中的气缸3510的气缸杆收回,将升降定位轴358退出治具安装底座356,由于治具安装底座356贴合于精密滚珠3513上,此时治具安装底座356处于水平面无约束自由状态;最后模仁镜片取放组件6将上模仁346缓慢组入成型定位筒344中,此过程会完全消除上模仁346与成型定位筒344的配合误差,使得组入过程顺畅不卡顿,这样就完成了高精度玻璃非球面热压成型模具的合模动作。
32.本实用新型可以在高精度玻璃非球面热压成型模具的生产过程中,再进一步提高热压成型模具的开合定位精度,使得高精度玻璃非球面镜片的自动化生产更加高效。本实用新型也使得模仁开合顺畅,减少模具开合卡顿,延长了模具使用寿命。
33.当然,以上所述之实施例,只是本实用新型的较佳实例而已,并非限制本实用新型实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1