一种高强度生物活性玻璃支架及其3D打印方法
一种高强度生物活性玻璃支架及其3d打印方法
技术领域
1.本发明涉及生物医用材料的技术领域,尤其是指一种高强度、无结晶生物活性玻璃支架及其3d打印方法。
背景技术:
2.随着社会的发展和人口老量化的加剧,人们对骨损伤后能促进自体修复的生物活性材料有巨大的期盼和需求。生物活性玻璃自hench教授发明以来,由于其良好的体内矿化能力和释放活性离子刺激组织再生的能力,受到了广泛的关注。但是目前的生物活性玻璃制得的多孔支架,其力学性能只能初步满足松质骨的强度需求(2-12mpa),并不能很好的满足皮质骨的强度需求(100-150mpa)。提高生物活性玻璃的常规手段为提高烧结温度使材料结晶形成微晶玻璃,但是结晶会减缓材料的矿化速度和活性离子释放速度,进而降低材料的生物活性。因为构建一种新型的可无结晶烧结的高强度生物活性玻璃具有广阔的应用前景。
3.同时由于骨缺损形状的复杂多样,传统加工方法通常难以满足临床缺损填充的需求,增材制造技术(3d打印)发展之后,为个性化定制修复带来了可能。挤出式3d打印作为技术要求较低的一种3d打印形式,在便利、高速地构建多孔生物活性支架方面有着显著优势。
4.本发明通过改进组分,制备了新型生物活性玻璃,同时结合挤出式3d打印实现了匹配皮质骨强度需求的高强度无结晶多孔支架。
技术实现要素:
5.本发明的目的在于克服现有技术的缺点与不足,提出了一种高强度、无结晶生物活性玻璃支架及其3d打印方法,通过挤出式3d打印方式和烧结处理,所得产物具有良好的力学性能、生物活性,在骨组织工程领域具有广泛的应用前景。
6.为实现上述目的,本发明所提供的技术方案为:一种高强度生物活性玻璃支架的3d打印方法,首先,通过混合原料,在熔融条件下制得生物活性玻璃原料,然后再通过球磨过筛后得到生物活性玻璃粉末;随后,再将生物活性玻璃粉末与表面活性剂pluronic f-127混合,得到复合浆料;最后,通过挤出式3d打印机构建多孔支架,再在特定温度条件下烧结,得到与皮质骨强度相当的高强度生物活性玻璃支架,且所得支架同时还具有良好的成骨成血管性能,能满足骨组织修复的需求。
7.进一步,所述的高强度生物活性玻璃支架的3d打印方法,包括以下步骤:
8.1)将二氧化硅、碳酸钙、磷酸二氢钠、碳酸钾、碳酸钠、氧化镁和硝酸铜按比例充分搅拌后放入刚玉坩埚中,再在升降炉中熔融混合得到熔体玻璃,随后将熔体玻璃倒入去离子水中淬冷,得到生物活性玻璃原料;
9.2)将步骤1)得到的生物活性玻璃原料通过球磨过筛后得到生物活性玻璃粉末;
10.3)将步骤2)得到的生物活性玻璃粉末与pluronic f-127溶液在冰浴条件下搅拌混合得到复合浆料;
11.4)将步骤3)得到的复合浆料通过挤出式3d打印的形式构建多孔支架原坯;
12.5)将步骤4)得到的原坯通过烧结去除有机物后即可得到高强度生物活性玻璃支架。
13.进一步,在步骤1)中,所述生物活性玻璃原料的化学组成以摩尔分数计包括:二氧化硅54%、碳酸钙22%、磷酸二氢钠4%、碳酸钾8%、碳酸钠4%、氧化镁6-8%、硝酸铜0-2%。
14.进一步,在步骤1)中,所述熔融混合的温度是1400℃,保温时间为2h。
15.进一步,在步骤2)中,所述球磨的参数是球:料:酒精质量比为1:2:1,球磨速度为30hz,时间为4h。
16.进一步,在步骤3)中,所述pluronic f-127溶液的浓度为20wt%,复合浆料的固含量为55-60wt%。
17.进一步,在步骤4)中,3d打印时打印平台温度为40℃,挤出压力为0.2-0.5mpa,挤出速度为3-12mm/s,挤出头直径为210-600μm。
18.进一步,在步骤5)中,烧结过程分三步,首先以2℃/min的速率升温至400℃,保温1h清除有机物,然后以1℃/min的速率升温至700℃,保温2h使支架致密化,最后随炉降温。
19.本发明也提供了一种由上述方法制备得到的高强度生物活性玻璃支架,具有良好的成骨成血管性能,能满足骨组织修复的需求。
20.本发明与现有技术相比,具有如下优点与有益效果:
21.1、本发明通过改进生物活性玻璃的组成,得到了烧结后无结晶的新型生物活性玻璃。
22.2、本发明涉及材料制备及3d打印过程简单易操作,制备条件温和,适合批量生产。
23.3、本发明所制得支架孔隙率可控制在0-70%之间。
24.4、本发明烧结处理过程副产物少,产品纯净,可批量操作。
25.5、本发明所得材料具有良好的生物学性能。
附图说明
26.图1为实施例1中生物活性玻璃粉末的扫描电镜sem表征图像。
27.图2为实施例1中生物活性玻璃支架在sbf溶液中孵育12h后,表面形成羟基磷灰石沉积的sem表征图像。
28.图3为实施例1中生物活性玻璃烧结前后的xrd表征结果图。
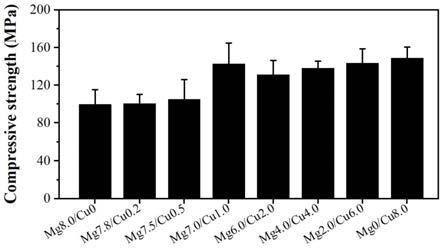
29.图4为实施例1、2、3、4、5中生物活性玻璃支架强度图。
具体实施方式
30.下面结合多个具体实施例对本发明作进一步说明。
31.实施例1
32.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、8.06g氧化镁,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
33.将所得生物活性玻璃原料手动破碎后称取30g,与60g氧化锆球磨珠、30g酒精共同放置于100ml尼龙球磨罐中,在行星式球磨机中将球磨罐固定好后以30hz的旋转频率球磨4h。
34.将球磨后得到的混合物置于玻璃皿中,在真空干燥箱中除去酒精得到生物活性玻璃粉末,过350目筛网后收集至样样品袋中干燥柜保存,粉末粒径d
50
=5.56μm,其形貌表征见图1。
35.将20g pluronic f-127在冰浴搅拌条件下溶解于80g去离子水中,得到20wt%的f-127溶液。
36.将5g上述所得生物活性玻璃粉末充分混合至3.621g f-127溶液中,得到固含量为58wt%的打印浆料。
37.将打印浆料装载至挤出式3d打印机上,挤出头口径为260μm,挤出压力为0.3-0.4mpa,挤出丝间距为0.8cm,打印平台温度为40℃,并在上述参数条件下构建φ5*5mm的圆柱样模型,得到支架原坯。
38.将支架原坯转移至刚玉坩埚,在马弗炉中烧结。具体温度参数为:首先以2℃/min的速率升温至400℃,保温1h清除有机物,然后以1℃/min的速率升温至700℃,保温2h使支架致密化,最后随炉降温,取出得到高强度生物活性玻璃支架。
39.将支架放入sbf溶液中,37℃、100rpm的摇床中孵育12h,再将支架取出,在sem下观察支架表面羟基磷灰石沉积情况。如图2所示,12h下该生物活性玻璃支架即有大量针状羟基磷灰石生成,证明该生物活性玻璃支架具有良好的成骨生物活性。
40.实施例2
41.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、7.859g氧化镁、0.938g硝酸铜,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
42.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
43.实施例3
44.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、7.556g氧化镁、2.345g硝酸铜,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
45.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
46.实施例4
47.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、7.053g氧化镁、4.689g硝酸铜,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
48.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
49.实施例5
50.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、6.045g氧化镁、9.378g硝酸铜,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
51.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
52.实施例6
53.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、4.030g氧化镁、18.756g硝酸铜,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
54.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
55.实施例7
56.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、2.015g氧化镁、28.134g硝酸铜,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
57.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
58.实施例8
59.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠、37.512g硝酸铜,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
60.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
61.实施例9
62.称取81.135g二氧化硅、55.055g碳酸钙、12g磷酸二氢钠、27.64g碳酸钾、10.599g碳酸钠,使用家用搅拌机将其充分混合后把原料倒入刚玉坩埚;通过高温升降炉将刚玉坩埚加热至1400℃,保温2h制得熔体玻璃,随后趁热将熔体玻璃倒入去离子水中迅速淬冷,得到生物活性玻璃原料,并将其收集至烧杯中,60℃干燥箱中烘干备用。
63.后续原料处理、3d打印及支架构建方式同实施例1一样,在此不再赘述。
64.实施例10(不同组分生物活性玻璃的结晶情况表征)
65.将mg8.0/cu0组(实施例1)烧结前后的生物活性玻璃粉末,在10
°
/min的扫描速度下,对30-90
°
范围内进行x射线衍射分析(xrd),结果如图3所示,各曲线仅有非晶态在30
°
左右的宽峰,无明显结晶峰。证明通过调节组分,各组生物活性玻璃在烧结前后均能保持非晶态,有利于高强度支架的实现。
66.实施例11(不同组分生物活性玻璃的压缩性能测试)
67.将mg8.0/cu0组(实施例1)、mg7.8/cu0.2组(实施例2)、mg7.5/cu0.5组(实施例3)、mg7.0/cu1.0组(实施例4)、mg6.0/cu2.0组(实施例5)、mg4.0/cu4.0组(实施例6)、mg2.0/cu6.0组(实施例7)、mg0/cu8.0组(实施例8)支架置于万能试验机中,以1mm/min的速度加载压力,测试各组材料的强度,结果如图4所示,mg8.0/cu0组(实施例1)支架强度最低,但也有99mpa,其余各组均》100mpa。证明本发明设计的生物活性玻璃支架的强度较高,与皮质骨的强度相匹配。
68.以上所述实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1