一种适用于3D打印的低温材料及其制备方法与流程
一种适用于3d打印的低温材料及其制备方法
技术领域
1.本发明属于3d打印材料领域,具体涉及一种适用于3d打印的低温材料及其制备方法。
背景技术:
2.3d打印技术作为一种新兴的快速成型技术,主要被应用于产品原型、模具制造以及艺术创作、珠宝制作等领域,用于替代这些领域的一些传统的精加工工艺。另外,3d打印技术也逐渐应用于医学、生物工程、建筑、服装等领域,为创新开拓了广阔的空间。目前,3d打印成型方式主要包括熔融沉积成型(fused deposition modeling,fdm)、选择性激光烧结成型(selective lasersintering,sls)、光固化成型(stereo lithography apparatus,sla)、分层实体成型(laminated object manufacturing,lom)等技术,其中fdm发展最快。
3.fdm是指丝状热塑性材料由送丝机构送进喷头,在喷头中加热到熔融态,经喷嘴挤出。熔融态的丝状材料被挤压出来,按照三维软件的分层数据控制的路径挤压并在指定的位置凝固成型,逐层沉积凝固,最后形成整个三维产品。传统的fdm的3d打印机喷头处要拉一根长长的线材,线材要经过挤出机挤出到喷头,所以线材不能有太大的弯曲,大的弯曲会增加材料和导料管内壁的摩擦力,过大的弯曲,线材就会折断,这样会导致打印机喷头出料不足或断层,造成3d打印模型打印出现断层现象。fdm采用熔融挤出,挤出速度有限,大大限制了3d打印机的打印速度。因此,需要开发出一种力学性能更好,打印性能更好,打印速度更快的3d打印材料。
4.专利文献cn107189423a公开了一种基于fdm3d打印的减磨材料及其制备方法和增强该材料制品减磨性能的方法,以巴氏合金粉末、热塑性树脂为主的材料,其制备方法包括以下步骤:1)将所述组合物中的各组分混合;混合方式优选通过高速混合机充分混合5~30分钟;2)将步骤1)混合后得到的混合物通过双螺杆挤出机熔融塑化,并通过切粒机造粒;增强基于fdm 3d打印的减磨材料制件减磨性能的方法包括如下步骤:1)将基于fdm3d打印的减磨材料制备形成3d打印制件;2)将步骤1)的3d打印制件放入电磁感应加热炉中,使得巴氏合金熔融去填充制件内部的空隙。该fdm 3d打印的减磨材料具有减磨特性,但打印得到的产品力学性能较差。
5.专利文献cn105778423a公开了一种新型热固性3d打印材料,此种材料以热固性树脂为基体材料,由a、b两组分组成;a组分由液态基体树脂、稀释剂、增韧剂、填料、脱泡剂和颜料组成,b组分由固化剂或交联剂、脱泡剂和填料组成;将a组分、b组分分别物化成细小的雾滴,然后达到雾状混合效果,最后沉降到打印层,实现薄层打印;由于快速固化,打印时能达到层层堆砌不流淌;可以对最终产品进行中温后固化,提高强度。由此种热固性3d打印材料打印的产品表面光滑,强度高,但具有的打印性能较差。
技术实现要素:
6.本发明旨在提供适用于3d打印的低温材料,通过各原料组分间的相互作用制备得
到一种液体形态的3d打印材料,有效地提高了打印过程中材料的传输速度,同时液体形态的适用于3d打印的低温材料能够有效克服现有的3d打印材料存在的线材不能弯曲太大,材料和导料管内壁的摩擦力过大,线材韧性差、打印层面出现断层等的缺陷。
7.为了达到上述目的,本发明采用以下技术方案:一种适用于3d打印的低温材料,包括以下质量份数的原料:石蜡40~60份、增粘剂10~50份、增韧剂10~30份和松香5~15份。
8.优选地,所述增粘剂为酚醛树脂、聚对苯二甲酸乙二醇酯、氢化苯乙烯
‑
丁二烯嵌段共聚物中的一种或几种。
9.优选地,所述增韧剂为聚乙烯、聚丙烯、聚苯乙烯中的一种或几种。
10.优选地,所述增韧剂、增粘剂和松香的质量比为(3~7):(1~2):1。
11.优选地,所述增粘剂的颗粒直径为2.0~4.0mm,粘度为100~800mpa.s。
12.优选地,所述松香的软化点为70~80℃,所述松香的酸值为150~170mgkoh/g。
13.另外,本发明还提供一种所述一种适用于3d打印的低温材料的制备方法,包括以下依次进行的步骤:
14.s1、先将配方量的石蜡放入容器中加热到液态,边搅拌边加热,先慢速搅拌,待石蜡温度上升到200~250℃后,将搅拌速度提升,再往高温液态石蜡中缓慢加入1/10配方量的增粘剂颗粒,搅拌至完全融化后,加入剩余配方量的增粘剂,等待完全液化,得中间液体a;
15.s2、将步骤s1得到的中间液体a继续搅拌,然后缓慢加入配方量的增韧剂,加热搅拌至完全液化,最后加入配方量的松香搅拌直到完全液化,静置冷却,即得一种适用于3d打印的低温材料。
16.优选地,所述步骤s1中慢速搅拌的搅拌速度为150r/min,提升后的搅拌速度为240r/min。
17.优选地,所述步骤s2中的中间液体a继续搅拌时间为10~20min。
18.优选地,所述步骤s2中静置冷却至温度为70~90℃。
19.本发明中采用石蜡作为基础材料,并在此基础上加入增粘剂和增韧剂,通过原料组分的共同作用有效增强材料具有的粘度和韧性,使材料在打印过程中可以小距离的拉丝;在原料组分中加入松香进行反应可以有效地增强材料的硬度,使得最终的打印模型能够具有较好的力学性能,满足使用需求。此外,本发明按照特定步骤制备得到的适用于3d打印的低温材料以液态的形式存在,有效地提高了材料在3d打印机导料管中的传输速度,并且在打印过程能够保持较好的打印性能。
20.与现有技术相比,本发明具有以下有益效果:
21.(1)本发明采用石蜡作为基本原料并加入特定比例的增粘剂、增韧剂以及松香,使得制备得到的一种适用于3d打印的低温材料呈液态,在fdm 3d打印过程中可以有效提高材料在3d打印机导料管中的传输速度,大大提高fdm 3d打印机的打印速度,同时能够有效地克服现有的fdm 3d打印材料存在的线材不能弯曲太大,材料和导料管内壁的摩擦力过大,线材韧性差、打印层面出现断层等的缺陷。
22.(2)本发明制备得到的一种适用于3d打印的低温材料因采用石蜡作为基本原料而具有的液态性质,使其可以在3d打印过程中将送料导管安装在x或y的任意一个轴上,并且可以进行任意角度弯曲,进一步提高耗材传输的便捷性。
23.(3)本发明的一种适用于3d打印的低温材料采用石蜡作为基本材料,根据石蜡加热熔化为液态的物理性质在进行3d打印之后能够回收重复利用,大大降低了3d打印的成本。
具体实施方式
24.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1、一种适用于3d打印的低温材料及其制备方法
26.配方:石蜡400g、聚乙烯350g、酚醛树脂50g和松香50g。
27.制备方法:s1、先将配方量的石蜡放入容器中加热到液态,边搅拌边加热,先以150r/min的速度进行搅拌,待石蜡温度上升到200℃后,将搅拌速度提升至240r/min,再往高温液态石蜡中缓慢加入1/10配方量的酚醛树脂,搅拌直到完全融化后,加入剩余配方量的酚醛树脂,等待完全液化,得中间液体a;
28.s2、将步骤s1得到的中间液体a继续搅拌10min,然后缓慢加入配方量的聚乙烯,加热搅拌至完全液化,最后加入配方量的松香搅拌直到完全液化,静置冷却至70℃,即得一种适用于3d打印的低温材料。
29.实施例2、一种适用于3d打印的低温材料及其制备方法
30.配方:石蜡500g、聚丙烯300g、聚对苯二甲酸乙二醇酯200g和松香100g。
31.制备方法:s1、先将配方量的石蜡放入容器中加热到液态,边搅拌边加热,先以150r/min的速度进行搅拌,待石蜡温度上升到230℃后,将搅拌速度提升至240r/min,再往高温液态石蜡中缓慢加入1/10配方量的聚对苯二甲酸乙二醇酯,搅拌至完全融化后,加入剩余配方量的聚对苯二甲酸乙二醇酯,等待完全液化,得中间液体a;
32.s2、将步骤s1得到的中间液体a继续搅拌15min,然后缓慢加入配方量的聚丙烯,加热搅拌至完全液化,最后加入配方量的松香搅拌直到完全液化,静置冷却至80℃,即得一种适用于3d打印的低温材料。
33.实施例3、一种适用于3d打印的低温材料及其制备方法
34.配方:石蜡600g、聚苯乙烯500g、氢化苯乙烯
‑
丁二烯嵌段共聚物200g和松香100g。
35.制备方法:s1、先将配方量的石蜡放入容器中加热到液态,边搅拌边加热,先以150r/min的速度进行搅拌,待石蜡温度上升到250℃后,将搅拌速度提升至240r/min,再往高温液态石蜡中缓慢加入1/10配方量的聚对苯二甲酸乙二醇酯,搅拌至完全融化后,加入剩余配方量的聚对苯二甲酸乙二醇酯,等待完全液化,得中间液体a;
36.s2、将步骤s1得到的中间液体a继续搅拌30min,然后缓慢加入配方量的聚丙烯,加热搅拌至完全液化,最后加入配方量的松香搅拌直到完全液化,静置冷却至90℃,即得一种适用于3d打印的低温材料。
37.实施例4、一种适用于3d打印的低温材料及其制备方法
38.配方:石蜡500g、聚苯乙烯300g、聚对苯二甲酸乙二醇酯200g和松香100g。
39.制备方法:s1、先将配方量的石蜡放入容器中加热到液态,边搅拌边加热,先以
150r/min的速度进行搅拌,待石蜡温度上升到230℃后,将搅拌速度提升至240r/min,再往高温液态石蜡中缓慢加入1/10配方量的聚对苯二甲酸乙二醇酯,搅拌至完全融化后,加入剩余配方量的聚对苯二甲酸乙二醇酯,等待完全液化,得中间液体a;
40.s2、将步骤s1得到的中间液体a继续搅拌15min,然后缓慢加入配方量的聚苯乙烯,加热搅拌至完全液化,最后加入配方量的松香搅拌直到完全液化,静置冷却至80℃,即得一种适用于3d打印的低温材料。
41.对比例1、一种3d打印材料及其制备方法
42.与实施例2相比,本对比例的区别仅在于:不含有聚丙烯和松香。
43.制备方法同实施例2。
44.对比例2、一种3d打印材料及其制备方法
45.与实施例2相比,本对比例的区别仅在于:不含有聚丙烯。
46.制备方法同实施例2。
47.对比例3、一种3d打印材料及其制备方法
48.与实施例2相比,本对比例的区别仅在于:不含有松香。
49.制备方法同实施例2。
50.对比例4、一种3d打印材料及其制备方法
51.与实施例2相比,本对比例的区别仅在于:加入聚对苯二甲酸乙二醇酯时石蜡温度为150℃。
52.制备方法同实施例2。
53.对比例5、一种3d打印材料及其制备方法
54.与实施例2相比,本对比例的区别仅在于:增韧剂,增粘剂和松香为同时加入。
55.配方:石蜡500g、聚丙烯300g、聚对苯二甲酸乙二醇酯200g和松香100g。
56.制备方法:先将配方量的石蜡放入容器中加热到液态,边搅拌边加热,先以150r/min的速度进行搅拌,待石蜡温度上升到230℃后,将搅拌速度提升至240r/min,之后同时加入配方量的聚对苯二甲酸乙二醇酯、聚丙烯和松香,加热搅拌至物料完全液化,静置冷却至80℃,即得。
57.试验例一、3d打印材料力学性能测试
58.一、实验样品
59.实施例1~4和对比例1~3制备得到的3d打印材料。
60.二、实验方法
61.2.1拉伸试验
62.拉伸成型件根据gb/t 1041
‑
2006塑料抗拉强度实验设计标准制备,成型件总长100mm,两端宽10mm,中间收窄部分长30mm,宽5mm,高度为5mm,之后将成型件固定到万能试验机两端,以5mm/min的速度开始进行拉伸,直到成型件断裂。自动采集实验数据,加载实验温度为室温。为了减小实验误差,结合上述正交实验表,每组打印3个成型件,取平均值。
63.2.2压缩试验
64.压缩成型件根据gb/t1041
‑
2008塑料抗压强度实验标准制备,利用pro/e软件绘制一个直径为10mm,高度为30mm的圆柱形压缩成型件的三维模型,成型件压缩前,用聚四氟乙烯胶带将成型件两端包裹起来,减小实验过程中的摩擦系数,确保实验数据的准确度,初始
以3kn的载荷开始向下加载,加载速度为5mm/min,直到试件出现裂痕,自动采集实验数据,加载实验温度为室温。为了减小实验误差,结合上述正交实验表,每组打印3个成型件,取平均值。
65.三、实验结果
66.各样品的拉伸试验与压缩试验结果如表1、表2所示。
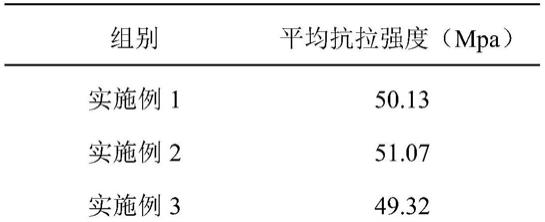
67.表1各样品的平均拉伸强度结果
[0068][0069][0070]
表2各样品的平均压缩强度结果
[0071][0072]
从表1与表2的数据可以得知,本发明实施例1~4制备得到的3d打印材料具有较好的拉伸强度和压缩强度,由实施例1~4与对比例1~3的实验结果可以得知,对比例1~3由于缺少增韧剂和松香组分或缺少其中的某一组分,导致最终制备得到的3d打印材料所具有的拉伸强度和压缩强度均显著差于本发明实施例,由此可以证明本发明中增韧剂和松香组分间的相互作用能够有效增强最终3d打印材料的力学性能。
[0073]
试验例二、打印性能测试
[0074]
一、实验样品
[0075]
实施例1~4、对比例4~5制备得到的3d打印材料。
[0076]
二、实验方法
[0077]
本研究通过比较材料挤出过程的流畅程度、挤出线条均匀性和表面情况来评价打印材料的可挤出性。其中,将单层打印提升高度和打印速度设为定值,分别为10mm和100mm/s。考虑到打印线条受上层材料挤压后会发生变形,设计依次垂直打印叠加三条挤出线条,将其作为一组试样,观察各样品挤出线条的形状以此评价材料的挤出性能。
[0078]
三、实验结果
[0079]
挤出性能结果如表3所示。
[0080]
表3各样品打印性能测试结果
[0081][0082]
从表3中的实验结果可以得知,本发明实施例1~4制备得到的一种适用于3d打印的低温材料具有流畅的打印过程且打印出来的线条表面光滑且具有较高的均匀性,进一步提升最终打印得到的3d产品的品质;对比例4中由于在制备过程中没有控制石蜡温度在200~250℃的范围内,导致最终打印出的线条宽度不均匀,具有明显的颗粒感且打印过程也出现了间断的问题;从实施例1~4与对比例5的实验结果可以得出,本发明一种适用于3d打印的低温材料制备过程中按照特定顺序加入特定比例的原料组分可以有效提高得到的3d打印材料的品质,并且有利于改善打印过程的流畅程度。
[0083]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1