一种聚丙烯复合材料及其制备方法与应用与流程
1.本发明涉及高分子材料技术领域,尤其涉及一种聚丙烯复合材料及其制备方法与应用。
背景技术:
2.聚丙烯简称pp,是五大通用塑料之一,由于其合成方法简单,原料来源丰富、密度低,以及良好的物理力学性能与加工性能,已成为通用塑料中发展最快的品种,广泛应用于家电、通讯、包装、交通运输等行业。
3.聚丙烯具有很多其它塑料不可企及的优点,但也存在一些不足,刚性和韧性比较难达到平衡:高刚性产品难以满足水壶低温测试要求;另外,聚丙烯为半结晶材料,球晶体积大,界面有光散射,导致透明度降低,难以满足汽车水壶对材料透明性要求。现阶段,汽车水壶加工工艺主要是聚丙烯吹塑或注塑成型上下壶体,再通过热板焊接方式,将上下壶体焊接形成完整密合部件。常规透明聚丙烯产品强度低,熔层薄,焊接强度低,若直接提高熔体强度,增强材料粘度,透明性又会降低。
4.因此,制备出一种透明可焊接聚丙烯复合物,具有优异的刚韧性平衡,且在不损失材料透明度前提下具有高的焊接强度,具有极佳的工业应用前景。
技术实现要素:
5.本发明的目的在于克服上述现有技术的不足之处而提供一种兼具良好的刚韧性、透明性和焊接强度的聚丙烯复合材料及其制备方法与应用。
6.为实现上述目的,本发明所采取的技术方案为:
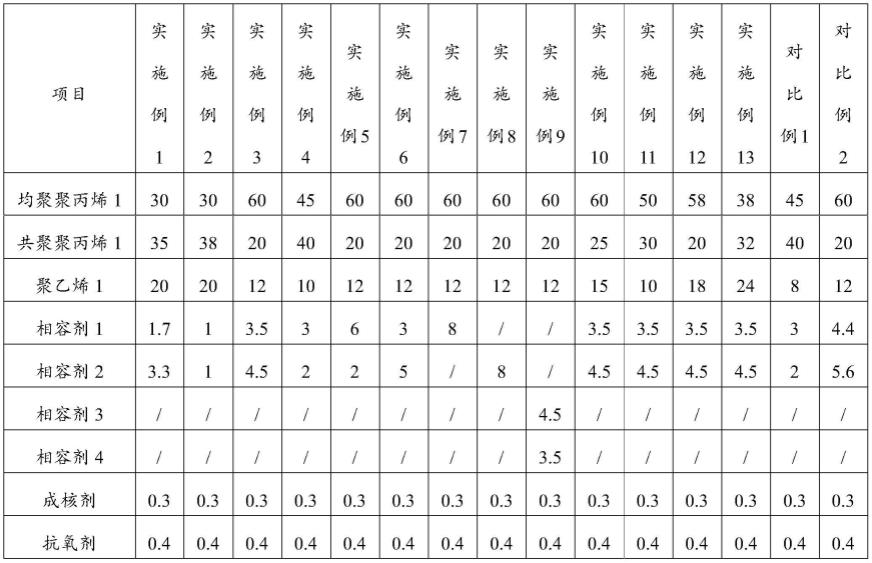
7.一种聚丙烯复合材料,所述聚丙烯复合材料包含如下重量份的成分:均聚聚丙烯30~60份、共聚聚丙烯20~40份、聚乙烯10~24份、相容剂2~8份、成核剂0.2~1份和抗氧剂0.2~1份。均聚聚丙烯的结晶度较高,分子链比较规整,强度较高,但是韧性相对较差;共聚聚丙烯分子链的规整度相对较低,韧性较高,但相应地,强度较低;聚乙烯因本身结构相对简单,氢原子比聚丙烯侧甲基极性小,分子间作用力相对较弱,柔韧翻转性更好,在焊接过程表面熔融区域,能实现分子间更好的交融缠绕结合,从而得到更高的焊接拉伸强度性能。本发明通过对树脂的种类及用量,对相容剂、成核剂、抗氧剂的用量进行选择,使得制备出的聚丙烯复合材料兼具良好的强度、刚性和韧性,并且具有一定的透明度和焊接性能。
8.优选地,所述均聚聚丙烯、共聚聚丙烯、聚乙烯的重量比为(5~6):(2~3):(1~1.8)。水壶在实际使用过程中,需要经受高低温冷热循环,对壶体材料的刚性和韧性都有一定的要求,当均聚聚丙烯比例偏高时,材料刚性强韧性弱,在遇到低温外力作用时易造成壶体开裂漏液;当共聚聚丙烯比例偏高时,材料刚性不足,在高温高压环境下,容易造成壶体变形,零件气密性不足而漏液;聚乙烯含量过低,交融效果相对较差,焊接强度提升不明显;过高,材料本身拉伸强度降低,影响产品综合强度。当三者以上述配比复配可以协同提升所述聚丙烯复合材料的力学性能以及焊接性能和透光度。
9.优选地,所述均聚聚丙烯按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为0.1~5g/10min;所述共聚聚丙烯按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为0.1~9g/10min;所述聚乙烯按照iso1133-1-2011标准,在190℃、2.16kg负荷下测得的熔体质量流动速率为0.1~5g/10min。一般的,熔指过高,代表树脂本身分子量较小,分子间缠绕结构相对不太稳定,在受外力拉伸或挤压时结构容易被破坏,材料的熔体粘度低,焊接强度低,会使制备出的聚丙烯复合材料的可焊性降低。
10.优选地,所述相容剂包含乙烯丙烯嵌段共聚物和丙烯丁烯嵌段共聚物;其中,乙烯丙烯嵌段共聚物与聚乙烯具有良好的相容性,丙烯丁烯嵌段共聚物与聚丙烯具有良好的相容性,二者复配可以实现聚乙烯与聚丙烯更好地相容。所述成核剂为第三代山梨醇类透明成核剂,成核剂可以使聚丙烯球晶晶粒细化、使晶粒的分布更均匀;而晶粒越细,界面光散射越低,透明度得以提升;晶粒的分布越均匀,聚丙烯制品受载过程中发生应力集中的概率越小,可以使聚丙烯复合材料的刚韧性得到同步提升。
11.优选地,所述乙烯丙烯嵌段共聚物和丙烯丁烯嵌段共聚物的质量比为(0.5~1.5):1。通过控制相容剂中两种成分的配比在上述范围内,可以进一步提高聚丙烯复合材料的透明度。
12.优选地,所述抗氧剂为受阻酚类抗氧剂和亚磷酸酯类抗氧剂中的至少一种,如抗氧剂1010、抗氧剂168、抗氧剂1790等。
13.同时,本发明还公开了一种所述聚丙烯复合材料的制备方法,所述制备方法为:按配比将各组分混合均匀,加入双螺杆挤出机中熔融共混、挤出造粒,得到所述聚丙烯复合材料。
14.优选地,在具有氮气保护的高混机中对各组分进行混合,混合3~5分钟,然后加入长径比为(30~50):1的双螺杆挤出机中熔融混合分散,通过双螺杆挤出机塑化造粒,双螺杆挤出机的温度为100~200℃,螺杆转速为350~450r/min,真空度为-0.04~-0.08mpa。
15.相比于现有技术,本发明的有益效果为:本发明选用均聚聚丙烯、共聚聚丙烯和聚乙烯复配,并对相容剂、成核剂、抗氧剂的用量进行选择,可以保证聚丙烯复合材料具有良好的焊接性能以及刚韧性,并且具有较高的透光率。另外,通过使用两种相容剂复配,可以最大程度地提高体系的相容性,进一步提高聚丙烯复合材料的透明度以及焊接强度。
具体实施方式
16.为更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。
17.实施例和对比例所用材料如下:
18.均聚聚丙烯1:台湾地区化纤公司生产的pp b1101,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为0.5g/10min;
19.均聚聚丙烯2:巴赛尔公司生产的pp hp550j,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为3.5g/10min;
20.均聚聚丙烯3:道达尔公司生产的hu330,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为5g/10min;
21.均聚聚丙烯4:神华公司生产的pp 1100n,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为11g/10min;
22.共聚聚丙烯1:燕山石化公司生产的pp 4220,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为0.4g/10min;
23.共聚聚丙烯2:燕山石化公司生产的pp t4802,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为2.5g/10min;
24.共聚聚丙烯3:燕山石化公司生产的pp b4908,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为8.9g/10min;
25.共聚聚丙烯4:燕山石化公司生产的pp k4912,按照iso1133-1-2011标准,在230℃、2.16kg负荷下测得的熔体质量流动速率为12g/10min;
26.聚乙烯1:卡塔尔化工公司生产的hdpe 5502bn,按照iso1133-1-2011标准,在190℃、2.16kg负荷下测得的熔体质量流动速率为0.35g/10min;
27.聚乙烯2:巴赛尔公司生产的hdpe hd0202l,按照iso1133-1-2011标准,在190℃、2.16kg负荷下测得的熔体质量流动速率为5g/10min;
28.聚乙烯3:独山子石化公司生产的hdpe 8008,按照iso1133-1-2011标准,在190℃、2.16kg负荷下测得的熔体质量流动速率为8g/10min;
29.相容剂1:乙烯丙烯嵌段共聚物,巴赛尔公司生产的hifax x1956a;
30.相容剂2:丙烯丁烯嵌段共聚物,陶氏化学公司生产的d5545;
31.相容剂3:马来酸酐接枝聚丙烯,阿科玛公司生产的ca100;
32.相容剂4:马来酸酐接枝聚乙烯,武汉华翔科洁公司生产的zj-800e;
33.成核剂:第三代山梨醇类透明成核剂,市售;
34.抗氧剂:抗氧剂1010,市售;抗氧剂168,市售;两者的质量比为1:1。
35.实施例和对比例中使用的成核剂和抗氧剂均为同种物质。
36.实施例1~13
37.本发明所述聚丙烯复合材料的实施例,实施例1~13的配方如表1所述,制备方法如下:将各组分按配比加入高混机中混合3分钟,然后加入螺杆长径比为44:1的双螺杆挤出机中熔融共混、挤出造粒,得到所述聚丙烯复合材料;加工温度从喂料口到模头分别为100℃、180℃、180℃、200℃、200℃、200℃、200℃、200℃、200℃、200℃,主机转速为500r/min。
38.对比例1~2
39.对比例1~2为聚丙烯复合材料,其配方如表1所示,制备方法与实施例1相同。
40.表1(重量份)
[0041][0042]
实施例14~16
[0043]
本发明所述聚丙烯复合材料的实施例,实施例14~16与实施例1的区别仅在于,均聚聚丙烯的种类不同,分别为均聚聚丙烯2~4。
[0044]
实施例17~19
[0045]
本发明所述聚丙烯复合材料的实施例,实施例17~19与实施例1的区别仅在于,共聚聚丙烯的种类不同,分别为共聚聚丙烯2~4。
[0046]
实施例20~21
[0047]
本发明所述聚丙烯复合材料的实施例,实施例20~21与实施例1的区别仅在于,聚乙烯的种类不同,分别为聚乙烯2~3。
[0048]
对实施例和对比例进行性能测试,参考如下标准进行测试,测试结果如表2所示:
[0049]
拉伸强度:按照iso 527-2-2012进行测试,50mm/min;
[0050]
悬臂梁缺口冲击强度:按照iso180-2000,4mm,23℃;
[0051]
透光率:按照gb 2410-80-2008,1mm厚度;
[0052]
焊接拉伸强度:热板焊接,焊接设定融化温度275℃,融化时间8s,冷却时间12s。参考iso 527-2-2012进行焊接拉伸强度测试,4mm厚焊接板,50mm/min。
[0053]
表2
[0054][0055][0056]
由表2可知,对比例1~2的焊接强度均低于13mpa,可焊性较差。对比例1中聚乙烯的用量不在本发明限定的范围内,导致均聚聚丙烯、共聚聚丙烯和相容剂与聚乙烯之间的用量关系均发生较大的变化,进而使聚丙烯复合材料的焊接拉伸强度大幅降低。对比例2中相容剂的用量过高,聚丙烯复合材料的刚度和强度急剧下降、可焊性也明显更差,并且相容剂的用量过高还会使聚丙烯复合材料的透明度下降。
[0057]
此外,对比实施例5~8与实施例3的测试结果可知,当乙烯丙烯嵌段共聚物和丙烯丁烯嵌段共聚物的质量比不符合(0.5~1.5):1时,制备出的聚丙烯复合材料的综合性能相对较差。
[0058]
对比实施例9与实施例3的测试结果可知,相比于马来酸酐接枝聚丙烯和马来酸酐
接枝聚乙烯,乙烯丙烯嵌段共聚物和丙烯丁烯嵌段共聚物的相容性更好,更有利于提升聚丙烯复合材料的焊接性能。
[0059]
对比实施例13与实施例10~12的测试结果可知,当均聚聚丙烯、共聚聚丙烯、聚乙烯的重量比为(5~6):(2~3):(1~1.8)时可以制备出焊接性能更好的聚丙烯材料,同时还具有良好的刚韧性和透光性。
[0060]
对比实施例16与实施例14~15的测试结果可知,均聚聚丙烯的熔体质量流动速率也会对性能产生极大的影响,当均聚聚丙烯的熔体质量流动速率超过5g/10min后,均聚聚丙烯的分子链相对较短,分子量低,熔体强度低,制备出的聚丙烯复合材料的焊接性能大幅衰减,并且透光率也有一定程度的下降。同样地,对比实施例19与实施例17~18、实施例21与实施例20的测试结果可知,共聚聚丙烯、聚乙烯的熔指也会对聚丙烯复合材料的性能产生较大的影响。
[0061]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,但并不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1