一种气囊式箱板的制作方法
1.本发明涉及一种重复折叠展开使用箱子的箱板,具体涉及一种由气囊和瓦楞相互间隔排列组成的箱板,应用在可多次重复折叠展开使用的箱子中。
背景技术:
2.制造箱子的箱板材料一般为瓦楞纸复合而成,既轻又能减震。但易损还不防潮,不适合用在可重复折叠展开使用的箱子中。用其它板材做箱板,显得既重,且成本又高,也没有瓦楞纸箱板的减震效果。
技术实现要素:
3.针对现有技术的不足,本发明旨在提供一种结实耐用,不易破损,重量轻又减震的箱板,防潮防湿,强度高质量好,适合应用于可多次重复折叠展开使用箱子的箱板。
4.为了实现上述目的,本发明提出了一种箱子的箱板,特别是一种可重复折叠展开使用箱子的箱板,具体结构是箱板由若干个箱板组相互叠加构成。箱板组与箱板组之间采用高频热合粘接,箱板组与箱板组之间可以共用一个面板。箱板组的中层由瓦楞与气囊组依次相互循环间隔组合排列构成,外层是外表面板,里层是里衬面板,共外、中、里三层组成,因箱板组中含有气囊,故又称为气囊式箱板,简称箱板。气囊组里有若干个气囊,气囊的气囊壳和“v”形瓦楞在同一张片状材料上经预加工成形后,每两张扣合在一起,沿“v”形瓦楞及气囊壳与片状材料平面的相交线边沿采用热合粘接为一体,同时给气囊壳充气并热合粘接密闭气囊壳四周而构成圆柱状气囊,圆柱状气囊的两端是与圆柱等径的半圆球形。瓦楞为“v”字形结构,瓦楞粘接后构成的平形四边形状的两个“v”形的小圆弧顶点构成的两条长直线分别与箱板组的外表面板和衬里面板热合粘接,使箱板组的外、中、里三层联为一体。即瓦楞负责联接气囊组及外表面板和里衬面板,气囊组的两侧边各连接一个瓦楞。气囊圆柱状的两个最外点的两条长直线分别支撑外表面板和衬里面板,与里、外面板接触但不粘接固定,气囊除气囊壳四周边沿粘接密闭外其余部分处于自由状态,以方便气囊的压缩和弹起的变形无阻碍;气囊可以在不增加箱板组重量的情况下增加箱板的厚度和强度,使箱板有一定的抗弯折和减振作用。即气囊使箱板具有一定的抗折弯性能和抗压强度,并在箱板中承担主要的承重作用,在箱子中所装物品的重量主要由气囊承担。
5.所述气囊组,由若干个气囊构成。若干个气囊,即x个气囊,x是个大于或等于1的正整数,x值由具体箱子大小及形状和用途确定。根据箱板不同的承重部位,箱板组不同部位的气囊组中的气囊个数可以不同。即x值可以是变动的,亦即不同气囊组里的气囊个数可以相同,也可以不同。
6.所述若干个箱板组,即n个箱板组,n是个大于或等于1的正整数。n值由具体箱子大小、形状及用途和对箱板的强度要求确定。
7.所述瓦楞与气囊组依次相互循环间隔排列组合,指瓦楞-气囊组-瓦楞
ꢀ-
气囊组-瓦楞,依次循环排列,并以瓦楞排头,用瓦楞结尾。
8.所述气囊壳,是气囊包裹压缩气体的外壳。在实际应用中,要根据气囊壳的具体厚薄尺寸及材质和成形工艺决定充气前的预成形气囊壳的具体尺寸和形状。以保证充气后的圆柱状气囊的外形尺寸和抗压能力符合具体箱板的设计要求。
9.所述预加工成形,是指根据成形工艺要求,对瓦楞和气囊热合粘接前的形状进行的第一次预成形加工,一般采用吸塑或模压工艺。
10.所述气囊和瓦楞一般用热塑性材料或橡胶或类似橡胶的片状材料制造,片状材料的抗拉性能好,但其竖向抗压性能差。竖向抗压即将片状材料顺长度方向的两端加力,检测其承压能力。
11.假如单用“v”字形瓦楞结构制作箱板,箱板虽即轻也厚,则箱板的抗压性能和复弹性能不好,容易被压扁后弹不起来。承重能力和减震效果也不好,影响箱子的重复使用,故而单瓦楞制作的箱板仅适用于装质量较轻物品的箱子。
12.用气囊组与瓦楞相互间隔组合,可以将气囊所受压力转化为气囊受压变形,气囊内的气体受压变形又将压力转化为对气囊壳的膨涨力,气囊壳受膨涨力作用就相当于片状材料受拉力作用。所以使用气囊可以成功的将压力转化为膨涨力,使片状材料承受的压力有大部分转变为片状材料承受的拉力,从而充分发挥了片状材料材料的抗拉性能好而抗压性能差的缺点。从而使箱板能承受较大的压力,也就是箱子可以装较重的物品,既使箱板有受压变形,也可通过压缩气体和气囊局部变形吸收大部分压力,且在外作用压力消失后,在气囊里压缩气体的膨胀作用下而得以很快的恢复原形。从而使箱子可以多次重复循环使用,提高了箱子的使用寿命。
13.同时因气囊里的气体有可压缩性,使气囊具有很好的减震作用。在箱子受冲击力作用时,气囊可以因局部变形而压缩气体来吸收充击力,可以很好的减少箱内物品受冲击的伤害。
14.两个“v”瓦楞相扣粘接后构成的平形四边形状的两个“v”形的小圆弧顶点构成的长直线分别与里衬面板和外表面板粘接,使箱板的外层、中层、里层联为一体,加强了箱板的整体强度和抗弯性能,也方便箱板与其它箱子零部件的组合装配。气囊同时支撑里衬面板和外表面板,因只有接触没有固定联接,气囊可以在受压时自由的变形。气囊组与气囊组之间用瓦楞间隔,气囊和气囊之间相互独立密闭,互不通气。
15.所述瓦楞,主要起联接里、外面板和气囊组的作用。在单张时呈“v”字形。两张扣合粘接后,两“v”形相扣构成平形四边形状,四边形的中间两点的平侧边及两顶点的长直线均被粘接固定,瓦楞的功能和作用并没改变,故平形四边形状的瓦楞也简称瓦楞。
16.设“v”瓦楞的夹角为q,q值在大于等于0
°
,小于180
°
之间选择。当q值等于0
°
时,即“v”瓦楞的两条边平行,瓦楞由“v”形变为“u”形。也即“u”形瓦楞是“v”形瓦楞的夹角q等于0
°
时的特例。“u”形瓦楞没有“v”形瓦楞的三角稳定性,但“u”形瓦楞对里、外面板的拉力和支撑力显得更为直观、简洁,设计和计算也较为方便。
[0017]“v”瓦楞称三角形瓦楞,“u”形瓦楞也称直角边瓦楞。
[0018]
另外因四边形的中间两点的平侧边及两顶点的长直线均被粘接固定,所以平形四边形状并未改变瓦楞“v”字形的三角形稳定性。
[0019]
所述平形四边形状的瓦楞最外两点的长直线,即“v”字形的弧形顶点构成的长直线。因受热压粘合作用影响,实际是一个有一定宽度尺寸的长平面,但因其相对“v”形的宽
口部要显得窄很多,为叙述方便,故将此长平面也称为长直线。此长直线是有一定宽度尺寸的长直线。
[0020]
所述“v”字形的瓦楞,根据热塑性材料的成形特性,其圆弧的顶部被热压成一个小平面与里、外面板粘接为一体。
[0021]
所述箱板组,是指由外层的外表面板,简称外;气囊与瓦楞组成的中间层,简称中;里层的里衬面板,简称里;共外、中、里三层构成。以此三层为一组,称一个箱板组。
[0022]
所述箱板,是指构成箱子长、宽、高六个面的板。一个箱板由若干个箱板组相互叠加构成。最少可由一个箱板组构成。若要进一步提高箱板的强度和抗冲击性能,可用若干个箱板组相互叠加一起组成的箱板。箱板组与箱板组之间可以共用一个面板。也称气囊式箱板,简称箱板。
[0023]
气囊圆柱体分别与里衬面板和外表面板的接触有三种情形,第一是虚接触,即气囊圆柱体与里、外面板之间存在一定的间隙;第二是线接触,即气囊圆柱体与里、外面板之间刚好接触上;第三是过接触,即气囊圆柱体与里、外面板之间有一定的过盈接触,也就是气囊圆柱体在接触处被里、外面板压扁,使接触线变为一条有一定宽度尺寸的窄长条。
[0024]
所述气囊圆柱状的两个最外点的长直线,即气囊圆柱体分别与里衬面板和外表面板相接触的两条长直线。在实际生产中,因存在制造误差,有部分气囊和里、外面板之间可能出现虚接触,即两者之间存在一定的间隙。为尽量减少这种虚接触,采用因里、外面板联接在瓦楞上,受瓦楞的拉力作用,对气囊圆柱体产生一定的预压力,使气囊有较小的变形的方法减少虚接触。从而也使这两条长直线也有了一定的宽度尺寸。但因其宽度尺寸相对较小,也称为长直线。
[0025]
所述气囊壳四周边沿,即与气囊圆柱形壳体和片状材料平面部分相交所构成的闭合交线紧邻的一条同样闭合的热合粘接带。带的宽度与热合机的热合头的宽度相等。
[0026]
所述一体,指气囊的气囊壳和“v”形瓦楞在同一张片状材料上经预加工成形后,每两张扣合在一起经热合粘接为一体和瓦楞粘接后构成的平形四边形状的两个“v”形的小圆弧顶点构成的长直线分别与箱板组的外表面板和衬里面板热合粘接,使箱板组的外、中、里三层联为一体。亦即外、中、里三层的联接部位被热合粘接后构成的箱板组,非破坏不能拆解,即为一体。
[0027]
所述变形无阻碍,是指气囊在里、外面板受外力作用而变形时,对气囊产生的压力使气囊发生的变形。因气囊只有中间固定,其余两半圆柱形并没固定,且气囊与气囊及气囊与瓦楞之间的空间没有其它物体。所以气囊的受压变形及弹起是受里、外面板的作用力影响,变形无阻碍并不是没有阻碍,而是除里、外面板外,没有其它物体可以阻挡。
[0028]
所述里衬面板和外表面板,均采用片状材料,即可以二次加工的薄板,一般为热塑性材料及类似橡胶类材料。
[0029]
所述热合粘接,一般采用超声波高频振动加热方法。
[0030]
所述箱子包括一种可重复折叠、展开使用的箱子(一)、(二)、(三)共三种专利申请中所述的箱子。
[0031]
本发明具有如下有益效果:
[0032]
气囊与瓦楞结构的相互间隔组合可以提高箱板的承重能力,又因制作气囊与瓦楞的是片状材料,重量轻,强度高,既能承受较大的重量,又有很好的减震效果,抗局部变形能
力也较好。
[0033]
将本气囊式箱板应用于可重复折叠、展开使用的箱子中,既可减轻箱子重量,降低箱子成本,还能提高箱子的抗压、抗折弯及减震能力。且强度高耐磨损,不受潮湿影响。经久耐用,很适合应用在重复折叠、展开使用的箱子中。
附图说明:
[0034]
图1是例1气囊与瓦楞组合的结构示意图;
[0035]
图2是例1气囊与瓦楞组和的等轴侧结构示意图;
[0036]
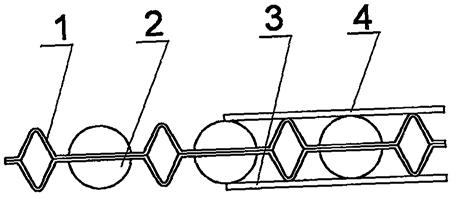
图3是例2气囊与直瓦楞组合及箱板组组合为箱板的结构示意图;
[0037]
图4是例2气囊与直瓦楞组合及箱板组组合为箱板的等轴侧结构示意图。
[0038]
图中:1-瓦楞气囊上半件;2-瓦楞气囊下半件;3-里衬面板;4-外表面板;5-中间面板;6-外箱板组;7-内箱板组。
具体实施方式
[0039]
实施例1:
[0040]
图1是气囊与瓦楞组合的结构示意图,图2是气囊与瓦楞组和的等轴侧结构示意图。图1与图2中的零件标号、名称都相同。
[0041]
图2反映了气囊、瓦楞、气囊上半件1与瓦楞气囊下半件2和里衬面板3 和外表面板4相互之间的组成关系的等轴侧结构示意图,以及气囊的沿周边的热合粘接并充气后的形状。
[0042]
本例气囊组里的气囊件数x=1,即气囊组只有一个气囊。箱板里只有一个箱板组,n=1。
[0043]
单面瓦楞结构为“v”字形三角状,单面气囊为空心半圆柱状,由热压预成形的初始气囊壳和瓦楞,再两件相对而扣合为一体,采用超声波高频热压粘合同时给初始气囊壳充满适当压力的气体并密闭气囊的四周边沿部分而构成新的圆柱状气囊。瓦楞气囊上半件1与瓦楞气囊下半件2形状相同,材质及厚薄尺寸均相同。瓦楞及气囊先热压成形后,瓦楞气囊上半件1与瓦楞气囊下半件2,如图1所示扣合在一起,沿每个气囊的周边热压粘合为一体同时给气囊充有适当压力的气体。气囊与瓦楞相互间隔排列,两三角形瓦楞相扣构成一个平形四边形。两半空心圆柱状相扣即构成一个圆柱状气囊,圆柱状的两个端头为与圆柱等径的半圆球形。四边形的最外两顶点与气囊的最外两点要保持平齐。在两四边形的两个顶点分别粘接里衬面板3和外表面板 4,气囊与两面板接触但不采用固定联接,使气囊变形自由且气囊可以顶住里、外两面板,与瓦楞形状一起承担箱板所受重力和震动力。
[0044]
里衬面板3和外表面板4与瓦楞粘合为一体后,使瓦楞与气囊的组合联为一个整体,提高了箱板的整体强度和抗弯能力,且里、外两面板对瓦楞和气囊有一定的保护作用,也便于箱板与其它箱子零配件的组合装配。三角形的瓦楞使箱板受力均匀,能承受较大的压力且受力变形后可以很快的恢复原状。气囊受压变形后,压力传给气体,气体受压膨涨,又将压力传回气囊,使气囊受膨涨力作用,气囊受膨涨力就相当于受拉力作用,而热塑性材料的抗拉性能一般都很好。所以气囊的抗压抗震动能力比三角形瓦楞高的多,且受压变形后的形状恢复靠压缩气体的自动膨涨,变形复原也很快。因瓦楞、气囊和里衬面板3和外表
面板4相互粘接,相互联接支撑构成为一个整体。箱板的强度和刚度不是某一零部件所单独提供的,而是综合相互作用的结果。故而每一个组件都可以采用相对较薄的材料,从而减轻箱板重量,降低成本。同时又提高了箱板的使用性能。
[0045]
实施例2:
[0046]
图3是本例气囊与直瓦楞组合及箱板组组合为箱板的结构示意图;
[0047]
图4是本例气囊与直瓦楞组合及箱板组组合为箱板的等轴侧结构示意图。
[0048]
本例气囊组里的气囊件数x=2,即气囊组有两个气囊。箱板里由两个箱板组构成,n=2。增加气囊组里的气囊个数,可以减少瓦楞的数量,适当提高箱板的减振性能。
[0049]
单面瓦楞结构为“u”字形直角边状,单面气囊为空心半圆柱状。瓦楞气囊上半件1与瓦楞气囊下半件2的热接及组合方法与例1相同。
[0050]
外箱板组6与内箱板组7共用中间面板5,使内、外箱板组联为一体成为新的箱板。其强度和抗折弯性能比单箱板组构成的箱板高得多,减振性能也好得多。
[0051]
里衬面板3和外表面板4的作用和加工方法与例1相同,不再多述。
[0052]
上述箱板在可重复折叠展开使用的箱子(一)、(二)、(三)共三种专利申请中所述箱子的具体应用,是将箱板根据箱子的具体尺寸裁剪成所需的大、小,热压所需安装的台边及其余结构并封边,再分别安装各联接件和转轴等。
[0053]
主要词汇注释:
[0054]
1、气囊——两张片状材料间充适当压力的气体,并经热合粘接密闭而成的圆柱状物体。
[0055]
2、气囊组——由1个或n个气囊排列组成,n是一个正整数。
[0056]
3、扣合——口对口叠在一起。
[0057]
4、热合粘接——一般采用超声波高频震动加热,将两张材料粘接为一体。
[0058]
5、外表面板——箱板朝箱子外面的板。简称外面板或外。
[0059]
6、里衬面板——箱板朝箱子里面的板。简称里面板或里。
[0060]
7、减振——使气囊局部变形,靠压缩气囊中的气体,吸收振动能量。
[0061]
8、主要承重——指气囊承担箱子中物品的大部分重量。其余由里、外面板和瓦楞承担。
[0062]
9、抗折弯性能——箱板试件两端支撑,在箱板中间逐渐加压,箱板试件开始变形时的最大压力。
[0063]
10、抗压强度——箱板试件两端逐渐加压,箱板试件开始变形时的最大压力除以箱板试件的横截面积。
[0064]
11、箱板——组成箱子长、宽、高六个面的板。
[0065]
12、箱板组——指外表面板、中间夹层瓦楞和气囊、衬里面板组成的箱板为一组。由若干箱板组相互叠加为箱板。
[0066]
13、预加工成形——是指根据成形工艺要求,对瓦楞和初始气囊壳热合前的形状进行的第一次成形加工,一般采用吸塑或模压工艺。
[0067]
14、气囊式箱板——指外表面板、中间夹层瓦楞和气囊、衬里面板组成的箱板。即含有气囊的箱板。也包含由箱板组叠加而成的箱板。中间夹层瓦楞和气囊简称中。
[0068]
15、气囊壳——是气囊包裹压缩气体的外壳。
[0069]
16、初始气囊壳——不是气囊壳的最终形状。是气囊充气前的预成形时的气囊壳形状。
[0070]
17、瓦楞与气囊组依次相互循环间隔排列组合——指瓦楞-气囊组
-ꢀ
瓦楞-气囊组-瓦楞,依次循环排列,并以瓦楞排头,用瓦楞结尾。
[0071]
18、展开——指将箱子安装成假似内装有物品且箱盖箱底刚封闭完成时的工作状态。
[0072]
19、折叠——将空箱子按一定的顺序拆解、翻折,使其减小所占空间体积的过程。
[0073]
20、片状材料——可以二次加工的薄板,一般为热塑性材料及类似橡胶类材料。
[0074]
21、若干——即x个或n个,x、n是个大于或等于1的正整数。在本说明书中,x代表气囊组里的气囊个数;n代表箱板里的箱板组数。
[0075]
22、一体——将外、中、里三层的联接部位被热合粘接后构成的箱板组,非破坏不能拆解,即为一体。
[0076]
23、气囊壳四周边沿——即与气囊圆柱形壳体和片状材料平面部分相交所构成的封闭交线紧邻的一条同样闭合的热合粘接带。
[0077]
24、“v”瓦楞——称三角形瓦楞,设“v”瓦楞的夹角为q,q值在大于等于0
°
,小于180
°
之间选择。
[0078]
25、“u”形瓦楞——也称直角边瓦楞。当q值等于0
°
时,即“v”瓦楞的两条边平行,瓦楞由“v”形变为“u”形。也即“u”形瓦楞是“v”形瓦楞的夹角q等于0
°
时的特例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1