一种HDMI高清多媒体连接器焊接生产载具输送装置和输送方法与流程
一种hdmi高清多媒体连接器焊接生产载具输送装置和输送方法
技术领域
[0001]
本发明涉及连接器焊接生产配件工具领域,具体涉及一种hdmi高清多媒体连接器焊接生产载具输送装置和输送方法。
背景技术:
[0002]
高清多媒体接口(high definition multimedia interface,hdmi)是一种全数字化视频和声音发送接口,可以发送未压缩的音频及视频信号。hdmi可用于机顶盒、dvd播放机、个人计算机、电视、游戏主机、综合扩大机、数字音响与电视机等设备。hdmi可以同时发送音频和视频信号,由于音频和视频信号采用同一条线材,大大简化系统线路的安装难度。hdmi高清多媒体连接器一般由hdmi接头和与之连接的线材构成,线材端部露出多个铜柱,铜柱内部中空,铜芯设置在铜柱中,并通过焊锡连接,铜芯与hdmi接头之间通过碰焊连接。hdmi接头上设置有pcb板,pcb板上设置有焊接孔位,在装配hdmi高清多媒体连接器时,每一根信号线都需要人工编排,并焊接,人工焊接出来的hdmi高清多媒体连接器外观和功能效果不好,良品率低下,而且人工成本高,不利于产品的推广。
[0003]
中国发明专利申请(公开号:cn106001833a,公开日:20161012)公开了一种hdmi连接端子自动接焊线设备,包括在工作平台上设置平移装置以及从左到右依次排列布置的支线架推进装置、裁线装置、第一次上下排分线拉直和剥线皮装置、刮线裁线装置、上下排线定位和扩大间隙装置、安装插舌装置、压线装置和双面焊锡装置,在整个生产过程中只要一个工人把装好支线架的线推进支线架推进装置即可,然后支线架会依次被平移装置移动到各个工作位完成相应工作位的工序,最终从平移装置尾端移出,自动化完成了每根导线和插舌的焊接端部焊接,能减少人工成本,提高生产效率和生产品质。
[0004]
现有技术存在以下不足:线材在各个工位之间流转效率低,难以实现回流;自动化程度不高,生产效率低。
技术实现要素:
[0005]
本发明的目的是针对现有技术中线材在各个工位之间流转效率低,难以实现回流的问题,提出一种载具输送效率高,便于加工,输送精度高的hdmi高清多媒体连接器焊接生产载具输送装置和输送方法及其生产设备。
[0006]
为本发明之目的,采用以下技术方案:一种hdmi高清多媒体连接器焊接生产载具输送装置,其包括第一步进移动组件、第二步进移动组件、升降移取组件、输送皮带组件、中转座、载具和搬运机械手;所述的第一步进移动组件和第二步进移动组件设置在机架上,输送皮带组件位于第一步进移动组件和第二步进移动组件的正下方,升降移取组件衔接第二步进移动组件的出料端和输送皮带组件的进料端;中转座固定在机架上,中转座设置有两个,两个中转座分别位于第一步进移动组件的两侧,搬运机械手设置在机架上,搬运机械手衔接中转座和第一步进移动组件的进料端;沿加工方向,所述的载具载具依次在第一步进
移动组件、第二步进移动组件、升降移取组件、输送皮带组件中移动。
[0007]
作为优选,所述的步进移动组件包括移轨、托板、横条、步进气缸、安装块和摆动块,移轨上端设置有载具平移的轨道,托板设置在移轨的下方;横条通过滑轨移动连接在移轨上,步进气缸安装在机架上,步进气缸的伸缩端与横条相连接;安装块均匀安装在横条上,摆动块铰接在安装块中,摆动块与安装块之间设置有弹簧,摆动块的上端设置有楔形,楔形的斜面与载具的进料方向相对应。
[0008]
作为优选,所述的升降移取组件包括升降气缸、接料座、侧推气缸和侧推杆;升降气缸通过支板安装在机架上,接料座安装在升降气缸的伸缩端;侧推杆安装在侧推气缸的伸缩端,侧推气缸水平安装在支板上;侧推杆对应接料座下方,侧推杆与输送皮带组件进料端相衔接。
[0009]
作为优选,所述的输送皮带组件包括型材框、输送电机和输送皮带;输送电机安装在型材框上,型材框上端设置有载具通过的轨道,型材框的两端设置有滚轴,输送皮带缠绕在滚轴上,一个滚轴与输送电机的输出轴相连接。
[0010]
作为优选,所述的载具包括底座、固定柱、升降座、翻转块、定位板和线材夹紧块;所述的底座结构为倒t形,底座的中部开有缺口,所述的固定柱安装在缺口处,固定柱的顶部设置有两个转轴;所述的升降座套在固定柱的外侧,升降座的下端设置有导柱,导柱与底座形成移动配合,导柱的下端设置有粗部,导柱外侧设置有压紧弹簧,压紧弹簧的上端与底座底面相抵,压紧弹簧的下端与导柱的粗部相抵;升降座的两侧方设置有切口槽;所述的翻转块上设置有两个圆孔,最边缘的圆孔铰接在转轴中,另一个圆孔中设置一个插销,插销配合在切口槽中;所述的定位板固定在翻转块上;线材夹紧块设置在底座中,线材夹紧块的侧面通过弹簧压紧,线材夹紧块的侧表面设置有弧面缺口,弧面缺口的尺寸与线材的直径相匹配。
[0011]
作为优选,所述的定位板两端上表面设置有波纹形的凹槽,底座的上端设置有阶梯,定位板位于该阶梯处。
[0012]
作为优选,所述的底座两侧边开有竖槽,竖槽的上部较宽,下部较窄,形成一个台阶,该台阶处恰好卡住线材端部。
[0013]
一种hdmi高清多媒体连接器焊接生产载具输送方法,搬运机械手将装有未加工线材的载具搬运到第一步进移动组件中,步进移动组件驱动载具间歇运动,在第一步进移动组件和第二步进移动组件之间进行相应的加工,完成装配;升降移取组件将上方的载具接住,而后下降放置到输送皮带组件中,输送皮带组件带动载具运动到端部,而后将装好的载具搬运到中转座处进行下料。
[0014]
采用上述技术方案的一种hdmi高清多媒体连接器焊接生产载具输送装置和输送方法的优点是:载具输送装置在加工的工位处通过设置步进移动组件进行驱动,一方面有效提高移动的刚度,另一方面提高移动的精度,提高线材加工的精度;下方通过设置输送皮带组件进行回流,持续的输送方式提高效率,上下两层通过升降移取组件实现衔接,通过设置搬运机械手进行移取,实现自动化上下料,提高输送效率。
附图说明
[0015]
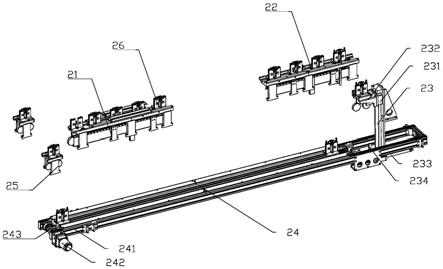
图1为载具输送装置的爆炸结构图。
[0016]
图2为步进移动组件的爆炸结构图。
[0017]
图3为载具的爆炸结构图。
[0018]
图4为hdmi高清多媒体连接器的结构图。
具体实施方式
[0019]
如图1-4所示,一种hdmi高清多媒体连接器焊接生产载具输送装置,用于hdmi高清多媒体连接器加工时载具输送。一种hdmi高清多媒体连接器焊接生产载具输送装置包括第一步进移动组件21、第二步进移动组件22、升降移取组件23、输送皮带组件24、中转座25、载具26和搬运机械手;所述的第一步进移动组件21和第二步进移动组件22设置在机架上,输送皮带组件24位于第一步进移动组件21和第二步进移动组件22的正下方,升降移取组件23衔接第二步进移动组件22的出料端和输送皮带组件24的进料端;中转座25固定在机架上,中转座25设置有两个,两个中转座25分别位于第一步进移动组件21的两侧,搬运机械手设置在机架上,搬运机械手衔接中转座25和第一步进移动组件21的进料端;沿加工方向,所述的载具26载具依次在第一步进移动组件21、第二步进移动组件22、升降移取组件23、输送皮带组件24中移动。
[0020]
所述的步进移动组件包括移轨211、托板212、横条213、步进气缸214、安装块215和摆动块216,移轨211上端设置有载具26平移的轨道,托板212设置在移轨211的下方;横条213通过滑轨移动连接在移轨211上,步进气缸214安装在机架上,步进气缸214的伸缩端与横条213相连接;安装块215均匀安装在横条213上,摆动块216铰接在安装块215中,摆动块216与安装块215之间设置有弹簧,摆动块216的上端设置有楔形,楔形的斜面与载具的进料方向相对应。
[0021]
所述的升降移取组件23包括升降气缸231、接料座232、侧推气缸233和侧推杆234;升降气缸231通过支板安装在机架上,接料座232安装在升降气缸231的伸缩端;侧推杆234安装在侧推气缸233的伸缩端,侧推气缸233水平安装在支板上;侧推杆234对应接料座232下方,侧推杆234与输送皮带组件24进料端相衔接。
[0022]
所述的输送皮带组件24包括型材框241、输送电机242和输送皮带243;输送电机242安装在型材框241上,型材框241上端设置有载具通过的轨道,型材框241的两端设置有滚轴,输送皮带243缠绕在滚轴上,一个滚轴与输送电机242的输出轴相连接。
[0023]
所述的载具26包括底座261、固定柱262、升降座263、翻转块264、定位板265和线材夹紧块266;所述的底座261结构为倒t形,底座261的中部开有缺口,所述的固定柱262安装在缺口处,固定柱262的顶部设置有两个转轴2621;所述的升降座263套在固定柱262的外侧,升降座263的下端设置有导柱2631,导柱2631与底座261形成移动配合,导柱2631的下端设置有粗部,导柱2631外侧设置有压紧弹簧2632,压紧弹簧2632的上端与底座261底面相抵,压紧弹簧2632的下端与导柱2631的粗部相抵,压紧弹簧2632将导柱2631向下压紧;升降座263的两侧方设置有切口槽2633;所述的翻转块264上设置有两个圆孔,最边缘的圆孔铰接在转轴2621中,另一个圆孔中设置一个插销,插销配合在切口槽2633中;所述的定位板265固定在翻转块264上;所述的定位板265两端上表面设置有波纹形的凹槽2651,底座261的上端设置有阶梯,定位板265位于该阶梯处;所述的底座261两侧边开有竖槽2611,竖槽2611的上部较宽,下部较窄,形成一个台阶,该台阶处恰好卡住线材端部,防止下掉;线材夹
紧块266设置在底座261中,线材夹紧块266的侧面通过弹簧压紧,线材夹紧块266的侧表面设置有弧面缺口,弧面缺口的尺寸与线材的直径相匹配。
[0024]
所述的载具26的工作原理是:线材的端部放置在两个定位板265的两侧表面,线材下端为卷绕状,线材自然直挂,线材夹紧块266将线材的中部进行夹紧,防止线材移动的时候掉落;线材中的线分两部分,水平朝向两侧,进行后续的整形和浸锡操后;最后焊接的时候,将升降座263上顶,从而驱动翻转块264转动,实现定位板265的九十度翻转,实现线束变为竖直,便于焊接。
[0025]
载具26解决了线材加工姿态随加工工序需要改变,操作困难的问题;通过在底座261的两侧竖槽中设置线材,每个底座可以放置两个线材,提高加工效率,线材在竖直方向上,由台阶卡住线材端部进行定位,水平方向上,通过线材夹紧块266实现定位,包装线材端部的位置精度;线材的每一根线位于定位板265的凹槽2651中,防止错位,提高对单个线的加工精度;定位板265可以翻转,实现线材水平和竖直两个姿态的改变,适应不同加工任务的需求,而且定位板265通过外部动力顶动导柱2631实现,使载具机构轻巧,方便可靠。
[0026]
所述的一种hdmi高清多媒体连接器焊接生产载具输送装置在工作时,搬运机械手将装有未加工线材的载具搬运到第一步进移动组件21中,步进移动组件驱动载具间歇运动,在第一步进移动组件21和第二步进移动组件22之间进行相应的加工,完成装配;升降移取组件23将上方的载具接住,而后下降放置到输送皮带组件24中,输送皮带组件24带动载具运动到端部,而后将装好的载具搬运到中转座25处进行下料。
[0027]
一种hdmi高清多媒体连接器焊接生产载具输送装置解决了线材在各个工位之间流转效率低,难以实现回流的问题,在加工的工位处通过设置步进移动组件进行驱动,一方面有效提高移动的刚度,另一方面提高移动的精度,提高线材加工的精度;下方通过设置输送皮带组件24进行回流,持续的输送方式提高效率,上下两层通过升降移取组件23实现衔接,通过设置搬运机械手进行移取,实现自动化上下料,提高输送效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1