全自动收卷机的制作方法
1.本发明涉及收卷设备,具体涉及一种全自动收卷机。
背景技术:
2.收卷机主要用于完成加工后的片材的收卷作业。可以用于各类片材加工设备,例如热熔胶涂布机。传统的收卷机,主要包括片材牵引辊组、片材切断组件和收卷轴,在进行收卷时,需要先将纸管套装在收卷轴上,再通过人工将从片材牵引辊组送来的片材通过胶带连接在纸管上,然后控制收卷轴带动纸管转动,使得片材能够持续收卷在纸管上,当纸管上完成收卷后,再通过片材切断组件将片材切断,并对收卷轴上的纸管进行更换,然后人工将送来的片材通过胶带连接在新的纸管上进行收卷,这种结构的收卷机,需要人工来进行片材和纸管的胶粘连接,人工劳动强度大而且粘接效率低下,导致收卷效率低下,难以实现高速收卷作业。
技术实现要素:
3.鉴于背景技术的不足,本发明所要解决的技术问题是提供一种结构简单,设计合理,能够实现换卷时片材与纸管的自动化贴胶作业,进一步提升收卷作业的效率的全自动收卷机。
4.为此,本发明是采用如下方案来实现的:全自动收卷机,包括牵引辊组、片材切断组件和收卷轴,其特征在于:在所述收卷轴的一侧设置有移动架,所述移动架与第一驱动组件连接,带动移动架靠近或者远离所述收卷轴,所述移动架上设置有胶带放置座和胶带牵引轮组,在所述移动架的胶带出料端设置有胶带切断组件。
5.所述第一驱动组件为第一驱动气缸,所述第一驱动气缸的活塞杆与所述移动架连接。
6.所述牵引辊组包括牵引辊以及与牵引辊配合设置的压辊。
7.在片材切断组件与收卷轴之间设置有托料板,所述托料板的一端铰接在机架上,所述托料板与第二驱动气缸的活塞杆铰接。
8.所述胶带切断组件包括切断刀,所述切断刀设置在摆动杆的一端,所述摆动杆铰接在移动架上,所述移动架上设置有第三驱动气缸,所述第三驱动气缸的活塞杆与所述摆动杆铰接。
9.所述胶带牵引轮组包括第一牵引轮和第二牵引轮,所述第一牵引轮可转动地设置在移动架上,所述第二牵引轮可转动地设置在摆动架上,所述摆动架的一端铰接在所述移动架上,所述摆动架与弹簧连接,胶带从第一、第二牵引轮之间穿过,且第二牵引轮紧压在所述第一牵引轮上。
10.在机架上设置有收卷轴支撑座,所述收卷轴支撑座与第四驱动气缸的活塞杆连接,带动所述收卷轴支撑座对收卷轴的一端进行转动支撑,或带动所述收卷轴支撑座远离
所述收卷轴。
11.在所述在所述收卷轴的一侧设置有自动贴包装胶带装置。
12.采用上述技术方案,本发明的优点为:通过移动架的动作可以带动胶带靠近并粘接在纸管上,并随着片材的输送至纸管处,片材会首先与胶带接触连接,实现片材和纸管的粘接,之后随着纸管的转动,会带动片材持续收卷在纸管上,上述粘接作业全程实现自动化,有效降低了工人的劳动强度并提高了收卷效率。
附图说明
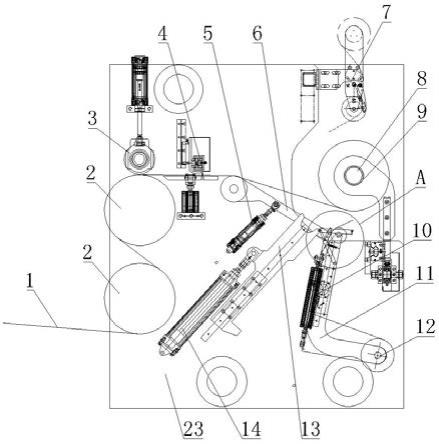
13.本发明有如下附图:图1为本发明的结构示意图;图2图1中a指向处的局部放大图。
具体实施方式
14.如图所示,本发明公开的全自动收卷机,包括牵引辊组、片材切断组件4和收卷轴8,牵引辊组包括牵引辊2以及与牵引辊2配合设置的压辊3。在收卷轴8的一侧设置有移动架11,移动架11与第一驱动组件连接,本实施例中,第一驱动组件为第一驱动气缸10,第一驱动气缸10的活塞杆与移动架11连接,通过控制第一驱动气缸10即可带动移动架11靠近或者远离收卷轴8,移动架11上设置有胶带放置座12和胶带牵引轮组,在移动架11的胶带出料端设置有胶带切断组件。在片材切断组件与收卷轴8之间设置有托料板6,托料板6的一端铰接在机架23上,托料板6与第二驱动气缸5的活塞杆铰接,通过控制第二驱动气缸5带动托料板6抬升,可以对输送的片材1进行导向,确保片材1能够精准地送至纸管9与胶带粘接的配合端实现片材1与胶带16的粘接。胶带切断组件包括切断刀15,切断刀15设置在摆动杆17的一端,摆动杆17铰接在移动架11上,移动架11上设置有第三驱动气缸18,第三驱动气缸18的活塞杆与摆动杆17铰接,通过控制第三驱动气缸18即可带动摆动杆17摆动,带动切断刀15动作将已经粘接在纸管上的胶带切断。胶带牵引轮组包括第一牵引轮19和第二牵引轮20,第一牵引轮19可转动地设置在移动架11上,第二牵引轮20可转动地设置在摆动架21上,摆动架21的一端铰接在移动架11上,摆动架21与弹簧22连接,胶带从第一、第二牵引轮之间穿过,且第二牵引轮20紧压在第一牵引轮19上,需要说明的是虽然第二牵引轮20与胶带的胶面接触,但是第二牵引轮20采用的不易粘材质,确保胶带的胶面不会被粘死在第二牵引轮20上。在机架23上设置有收卷轴支撑座13,收卷轴支撑座13与第四驱动气缸14的活塞杆连接,带动收卷轴支撑座13对收卷轴8的一端进行转动支撑,或带动收卷轴支撑座13远离收卷轴8,当纸管完成收卷后,可以通过第四驱动气缸14带动收卷轴支撑座13远离收卷轴8,以便将纸管从收卷轴8上取出。在在收卷轴8的一侧设置有自动贴包装胶带装置7,对收卷完成的纸管上的片材进行胶带粘接,确保片材不会松散,这属于现有技术,故不再进行赘述。
15.本发明的工作原理是:片材1经绕过牵引辊2和压辊3往收卷轴8的方向进行输送,在收卷轴8上套装有纸管9,收卷轴8为气涨轴,当纸管9套装在收卷轴8上后能够将纸管9涨紧,使得纸管9能够随着收卷轴8转动,此时移动架11靠近收卷轴,且胶带16会顺势粘接在纸管上,而此时片材被送至纸管9和胶带16的胶面之间并粘接在胶带16上,完成片材1与纸管9的粘接,且第三驱动气缸18带动摆动杆17摆动,使得切断刀15动作,将胶带16切断,随着纸
管9的转动,片材1就会持续收卷在纸管9上,进行收卷作业,且移动架11复位,当纸管完成收卷后,片材切断组件4将片材切断,取出收卷完成的纸管,并将新的纸管套装在收卷轴8上,接着移动架11再次靠近新的纸管,并再次进行纸管和片材的自动化胶带粘接作业,再进行片材的持续收卷。
16.本发明的这种结构,通过移动架的动作可以带动胶带靠近并粘接在纸管上,并随着片材的输送至纸管处,片材会首先与胶带接触连接,实现片材和纸管的粘接,之后随着纸管的转动,会带动片材持续收卷在纸管上,上述粘接作业全程实现自动化,有效降低了工人的劳动强度并提高了收卷效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1