一种雨伞骨架生产用包装设备的制作方法
[0001]
本实用新型涉及雨伞骨架生产技术领域,具体为一种雨伞骨架生产用包装设备。
背景技术:
[0002]
随着科技的发展。雨伞也有了变化,从之前的油纸雨伞,到花样繁多的雨伞。随着伞面的改变,伞骨也有了改变,以前的伞骨大多为木质、竹制伞骨,后来出现有铁骨,钢骨,铝合金骨,电着骨以及树脂骨,而形式大多用收缩骨,携带轻巧方便。钢骨最为结实耐用,不易折断,使用寿命较长。铁骨坚硬不易折断,防风性好,就是时间长了易生锈。百伞网铝骨、电着骨、树脂骨相对轻巧便携,是轻便系列伞具采用较多的。其缺点就是易折,防风性能不佳,而雨伞骨架的生产中伞骨的包装环节必不可少,而传统的包装装置无法保证雨伞骨架完全收缩,包装无法实现自动化,包装效率较低,因此提出一种雨伞骨架生产用包装设备势在必行。
技术实现要素:
[0003]
本实用新型要解决的技术问题是克服现有的缺陷,提供一种雨伞骨架生产用包装设备,可以保证雨伞骨架完全收缩并自动输料,使雨伞骨架匀速旋转并向后移动实现自动旋转包装,可以自动切断体高效率,可以有效解决背景技术中的问题。
[0004]
为实现上述目的,本实用新型提供如下技术方案:一种雨伞骨架生产用包装设备,包括工作板台、输料结构、旋转结构和包装结构;
[0005]
工作板台:其下表面均匀设置有支腿;
[0006]
输料结构:设置于工作板台的上表面右侧;
[0007]
旋转结构:设置于工作板台的上表面左侧;
[0008]
包装结构:设置于旋转结构的上端;
[0009]
其中:还包括落料口和plc控制器,所述落料口设置于工作板台的上端中部,且与旋转结构位置对应,plc控制器设置于工作板台前端壁体上,plc控制器的输入端电连接外部电源,可以保证雨伞骨架完全收缩,并自动输料,使雨伞骨架匀速旋转并向后移动,自动旋转包装,可以自动切断体高效率。
[0010]
进一步的,所述输料结构包括一号电机、皮带轮、支架、横轴和旋转杆,所述支架对称设置于工作板台的上表面左侧,横轴的两端分别通过轴承与支架的内壁转动连接,横轴的左侧端头穿过支架前端的支架并设置有皮带轮,皮带轮通过皮带与设置于工作板台上表面前端的一号电机输出轴传动,两个对称的旋转杆下端均通过轴承与工作板台的上表面转动连接,一号电机的输入端电连接plc控制器的输出端,可以保证雨伞骨架完全收缩,并自动输料。
[0011]
进一步的,所述旋转结构包括橡胶卡爪、光电传感器、二号电机、支板、横板和直线电机,所述支板对称设置于工作板台的上表面左侧,直线电机分别设置于对应的支板内壁上,横板的左右端头分别与对应直线电机的动子座相连,二号电机设置于横板的中部壁体
上,二号电机的输出轴通过轴承与横板的壁体转动连接,光电传感器通过安装座安装于二号电机的输出轴的端头处,橡胶卡爪均匀设置于光电传感器安装座的侧面上,光电传感器的输出端电连接plc控制器的输入端,二号电机和直线电机的输入端电连接plc控制器的输出端,使雨伞骨架匀速旋转并向后移动,自动旋转包装。
[0012]
进一步的,所述包装结构包括胶带、安装架、压杆、三号电机和刀片,所述三号电机设置于后端的支板上表面,压杆设置于三号电机的输出轴端头处,安装架通过螺钉安装于压杆的中部侧壁上,胶带的中部放置于安装架的下端连杆上,刀片设置于压杆的左侧端头处,三号电机的输入端电连接plc控制器的输出端,可以自动切断体感效率。
[0013]
进一步的,还包括收集箱,所述收集箱设置于工作板台的下表面中部,且与落料口位置对应,便于成品的收集。
[0014]
与现有技术相比,本实用新型的有益效果是:本雨伞骨架生产用包装设备,具有以下好处:
[0015]
1、通过plc控制器控制一号电机工作,一号电机输出轴与皮带轮传动,皮带轮与横轴固定连接,横轴与支架转动连接,从而带动雨伞骨架向前移动,两个对称的旋转杆的下端均通过轴承与工作板台的上表面转动连接,可以保证雨伞骨架完全收缩,自动输料。
[0016]
2、当雨伞骨架的前端头进入橡胶卡爪,光电传感器收到信号,将信号传输至plc控制器,plc控制器控制直线电机同步向后移动,带动横板向后移动,同时二号电机工作,二号电机的输出轴通过轴承与横板的壁体转动连接,通过橡胶卡爪带动雨伞骨架匀速旋转,使雨伞骨架匀速旋转并向后移动,自动旋转包装。
[0017]
3、胶带的端头位于压杆的端头处,同时三号电机工作,压杆的端头下压,并与雨伞骨架接触,将胶带的端头穿过刀片与压杆的间隙,从而将胶带均匀的缠绕在雨伞骨架的表面上,完成包装,当雨伞骨架移动至一定程度,从落料口掉落,掉落时三号电机带动压杆复位,刀片与压杆的间隙处的胶带被刀片割断,自动切断体高效率。
附图说明
[0018]
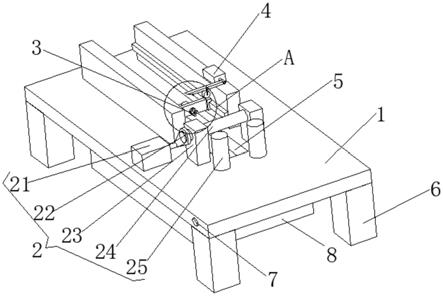
图1为本实用新型结构示意图;
[0019]
图2为本实用新型包装结构示意图;
[0020]
图3为本实用新型旋转结构示意图;
[0021]
图4为本实用新型包装结构局部放大结构示意图。
[0022]
图中:1工作板台、2输料结构、21一号电机、22皮带轮、23支架、24横轴、25旋转杆、3旋转结构、31橡胶卡爪、32光电传感器、33二号电机、34支板、35横板、36直线电机、4包装结构、41胶带、42安装架、43压杆、44三号电机、45刀片、5落料口、6支腿、7plc控制器、8收集箱。
具体实施方式
[0023]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0024]
请参阅图1-4,本实用新型提供一种技术方案:一种雨伞骨架生产用包装设备,包
括工作板台1、输料结构2、旋转结构3和包装结构4;
[0025]
工作板台1:其下表面均匀设置有支腿6,为上方结构提供安装场所;
[0026]
输料结构2:设置于工作板台1的上表面右侧,输料结构2包括一号电机21、皮带轮22、支架23、横轴24和旋转杆25,支架23对称设置于工作板台1的上表面左侧,横轴24的两端分别通过轴承与支架23的内壁转动连接,横轴24的左侧端头穿过支架23前端的支架23并设置有皮带轮22,皮带轮22通过皮带与设置于工作板台1上表面前端的一号电机21输出轴传动,两个对称的旋转杆25下端均通过轴承与工作板台1的上表面转动连接,通过plc控制器7控制一号电机21工作,一号电机21输出轴与皮带轮22传动,皮带轮22与横轴24固定连接,横轴24与支架23转动连接,从而带动雨伞骨架向前移动,两个对称的旋转杆25的下端均通过轴承与工作板台1的上表面转动连接,可以保证雨伞骨架完全收缩;
[0027]
旋转结构3:设置于工作板台1的上表面左侧,旋转结构3包括橡胶卡爪31、光电传感器32、二号电机33、支板34、横板35和直线电机36,支板34对称设置于工作板台1的上表面左侧,直线电机36分别设置于对应的支板34内壁上,横板35的左右端头分别与对应直线电机36的动子座相连,二号电机33设置于横板35的中部壁体上,二号电机33的输出轴通过轴承与横板35的壁体转动连接,光电传感器32通过安装座安装于二号电机33的输出轴的端头处,橡胶卡爪31均匀设置于光电传感器32安装座的侧面上,当雨伞骨架的前端头进入橡胶卡爪31,光电传感器32收到信号,将信号传输至plc控制器7,plc控制器7控制直线电机36同步向后移动,带动横板35向后移动,同时二号电机33工作,二号电机33的输出轴通过轴承与横板35的壁体转动连接,通过橡胶卡爪31带动雨伞骨架匀速旋转,使雨伞骨架匀速旋转并向后移动;
[0028]
包装结构4:设置于旋转结构3的上端,包装结构4包括胶带41、安装架42、压杆43、三号电机44和刀片45,三号电机44设置于后端的支板34上表面,压杆43设置于三号电机44的输出轴端头处,安装架42通过螺钉安装于压杆43的中部侧壁上,胶带41的中部放置于安装架42的下端连杆上,刀片45设置于压杆43的左侧端头处,胶带41的端头位于压杆43的端头处,同时三号电机44工作,压杆43的端头下压,并与雨伞骨架接触,将胶带41的端头穿过刀片45与压杆43的间隙,从而将胶带均匀的缠绕在雨伞骨架的表面上,完成包装,当雨伞骨架移动至一定程度,从落料口5掉落,掉落时三号电机44带动压杆43复位,刀片45与压杆43的间隙处的胶带被刀片45割断,自动切断体高效率;
[0029]
其中:还包括落料口5和plc控制器7,落料口5设置于工作板台1的上端中部,且与旋转结构3位置对应,plc控制器7设置于工作板台1前端壁体上,plc控制器7的输入端电连接外部电源,一号电机21、二号电机33、直线电机36和三号电机44的输入端电连接plc控制器7的输出端,光电传感器32的输出端电连接plc控制器7的输入端。
[0030]
其中:还包括收集箱8,收集箱8设置于工作板台1的下表面中部,且与落料口5位置对应,当雨伞骨架移动至一定程度,从落料口5掉落至收集箱8,便于成品的收集
[0031]
在使用时:将雨伞骨架放至在工作板台1上,通过plc控制器7控制一号电机21工作,一号电机21输出轴与皮带轮22传动,皮带轮22与横轴24固定连接,横轴24与支架23转动连接,从而带动雨伞骨架向前移动,两个对称的旋转杆25的下端均通过轴承与工作板台1的上表面转动连接,可以保证雨伞骨架完全收缩,当雨伞骨架的前端头进入橡胶卡爪31,光电传感器32收到信号,将信号传输至plc控制器7,plc控制器7控制直线电机36同步向后移动,
带动横板35向后移动,同时二号电机33工作,二号电机33的输出轴通过轴承与横板35的壁体转动连接,通过橡胶卡爪31带动雨伞骨架匀速旋转,使雨伞骨架匀速旋转并向后移动,胶带41的端头位于压杆43的端头处,同时三号电机44工作,压杆43的端头下压,并与雨伞骨架接触,将胶带41的端头穿过刀片45与压杆43的间隙,从而将胶带均匀的缠绕在雨伞骨架的表面上,完成包装,当雨伞骨架移动至一定程度,从落料口5掉落至收集箱8,便于成品的收集,掉落时三号电机44带动压杆43复位,刀片45与压杆43的间隙处的胶带被刀片45割断,自动切断体高效率,准备进行下一个雨伞骨架的包装。
[0032]
值得注意的是,本实施例中所公开的一号电机21可选用东莞市威邦机电有限公司型号为5ik150rgu-cf的电机,二号电机33和三号电机44均可选用东莞市威邦机电有限公司型号为5ik150gu-cmf的电机,直线电机36可选用广州市昊志机电股份有限公司型号为dlmf-04直线电机,光电传感器32可选用ben10m-tfr漫反射式光电传感器,plc控制器7可选用西门子的plc控制器,plc控制器7控制一号电机21、二号电机33、直线电机36和三号电机44工作均采用现有技术中常用的方法。
[0033]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1