一种电池电芯自动贴侧胶设备胶带贴装机构的制作方法
1.本实用新型涉及电池自动化生产设备领域,尤其是一种电池电芯自动贴侧胶设备胶带贴装机构。
背景技术:
2.目前,电子产品盛行,而电池在电子产品中占据着核心地位,电池质量的高低对其产生关键性的影响。电池在组装过程中,需要对电池电芯侧面进行包胶,如图2所示,电芯a的两侧分别包胶层b,包胶层b对电池起到保护作用,包胶是一项非常重要的工作,包胶的效果直接影响到电池的耐用程度。电池电芯侧面包胶的难度大,很难将侧边胶平整无误的包裹到电池电芯侧面。目前,业内使用手工或半自动化设备对电池电芯的侧边进行包胶,对人工的依赖程度大,工时长,容易产生不良品,影响产能,且现有的半自动化设备只能对常规的电池电芯侧边进行包胶,而对于小型电池很难进行加工,且生产效率低,难以保证包胶后的电池性能,易产生不良品。
技术实现要素:
3.本实用新型为了解决上述技术问题提供了一种电池电芯自动贴侧胶设备胶带贴装机构,该胶带贴装机构解决了现有侧包胶设备生产效率低、包胶效果不佳、易产生不良品等技术问题。
4.为本实用新型的目的,采用以下技术方案予以解决:
5.一种电池电芯自动贴侧胶设备胶带贴装机构,该胶带贴装机构包括胶带贴装机架、贴装旋转气缸、贴胶旋转底板和贴胶旋转吸块组件;胶带贴装机架固定在工作台上;贴装旋转气缸固定在胶带贴装机架上,贴装旋转气缸伸出端与贴胶旋转底板相连接;贴胶旋转吸块组件有多个,多个贴胶旋转吸块组件分别固定在贴胶旋转底板两端,并且多个贴胶旋转吸块组件分别与胶带裁切组件和电芯活动定位机构相衔接,贴胶旋转吸块组件包括贴胶气缸、贴胶导轨滑块、贴胶推板和贴胶真空板;贴胶气缸固定在贴胶旋转底板上,贴胶气缸伸出端与贴胶推板相连接;多个贴胶真空板都固定在贴胶推板上,多个贴胶真空板都与保护胶带相接触,并且多个贴胶真空板分别与胶带裁切组件和电芯活动定位机构相衔接;
6.贴胶真空板包括真空板主体和真空板吸孔;多个真空板吸孔为圆柱形,并且多个真空板吸孔为长方形分布;多个真空板吸孔的总宽度小于保护胶带的宽度,多个真空板吸孔的总长度小于保护胶带一次裁断长度。
7.作为进一步改进,贴胶旋转底板包括贴胶底板主体、贴胶底板轴孔和贴胶气缸固定块;贴胶底板轴孔与贴装旋转气缸伸出端相配合;贴胶气缸固定块有多个,多个贴胶气缸固定块上下错开,并且多个贴胶气缸固定块分别与多个贴胶气缸相连接。
8.综上所述,本实用新型的技术效果是:
9.本实用新型具有结构简单、操作方便、自动化程度高、大大降低劳动力成本、同时通过设计电芯搬移装置的运输、通过设计电芯贴侧胶装置提高了贴胶带的速度、大大增加
生产效率等特点。
附图说明
10.图1为本实用新型电池电芯自动贴侧胶设备爆炸结构示意图。
11.图2为电池电芯侧面包胶爆炸结构示意图。
12.图3为电芯定位装置的爆炸结构示意图。
13.图4为电芯活动定位机构的结构示意图。
14.图5为定位齿轮调节组件的爆炸结构示意图。
15.图6为电芯贴侧胶装置的爆炸结构示意图。
16.图7为裁切推动模块的结构示意图。
17.图8为胶带裁切组件结构示意图。
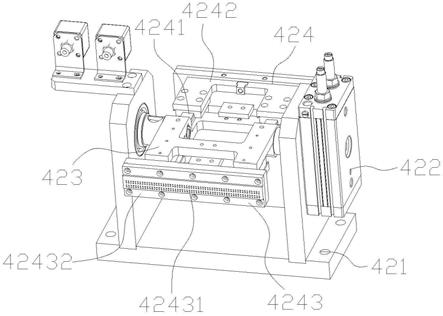
18.图9为胶带贴装机构结构示意图。
19.图10为贴胶真空板的爆炸结构示意图。
具体实施方式
20.下面结合附图对本实用新型的具体实施方式做个详细的说明。
21.如图1所示,一种电池电芯自动贴侧胶设备,该设备包括工作台和固定在工作台上的电芯进料装置1、电芯搬移装置2、电芯定位装置3、电芯贴侧胶装置4、电芯滚胶装置5和电芯下料装置6;电芯搬移装置2分别与电芯进料装置1、电芯定位装置3和电芯下料装置6相衔接;电芯定位装置3与电池电芯相接触;电芯贴侧胶装置4和电芯滚胶装置5都有多个,多个电芯贴侧胶装置4和多个电芯滚胶装置5都分别与电芯定位装置3相衔接;电芯进料装置1用于电池电芯的进料;电芯搬移装置2用于电池电芯的搬移输送;电芯定位装置3用于电池电芯的定位;电芯贴侧胶装置4用于将保护胶带粘贴至电池电芯侧面;电芯滚胶装置5用于滚压贴装后的保护胶带;电芯下料装置6用于电池电芯的下料;
22.如图3所示,电芯定位装置3包括电芯活动定位机构31和电芯固定定位机构32;电芯活动定位机构31和电芯固定定位机构32都固定在工作台上;电芯活动定位机构31分别与多个电芯贴侧胶装置4相衔接;电芯固定定位机构32分别与多个电芯滚胶装置5相衔接;电芯活动定位机构31和电芯固定定位机构32都与电池电芯相接触;电芯活动定位机构31用于定位电池电芯并且调节电池电芯的高度使电池电芯与多个电芯贴侧胶装置4准确对齐;电芯固定定位机构32用于对电池电芯进行固定定位;
23.如图4所示,电芯活动定位机构31包括定位机架311、定位齿轮调节组件312和定位吸盘组件313;定位机架311固定在工作台上;定位齿轮调节组件312固定在定位机架311上,并且定位齿轮调节组件312输出端与定位吸盘组件313一端相连接;定位吸盘组件313另一端与电池电芯相接触;
24.如图5所示,定位齿轮调节组件312包括定位转动轴模块3121、定位调节齿轮3122、定位调节导柱3123、定位调节导套3124和定位调节止动组件3125;定位转动轴模块3121固定在定位机架311上;定位调节齿轮3122有多个,多个定位调节齿轮3122都固定在定位转动轴模块3121上;定位调节导柱3123有多个,多个定位调节导柱3123首尾端分别嵌合于多个定位调节导套3124,并且多个定位调节导柱3123都与定位吸盘组件313相连接;多个定位调
节导柱3123中段都有轮齿,并且多个定位调节导柱3123分别与定位调节齿轮3122相啮合;定位调节导套3124和定位调节止动组件3125都固定在定位机架311上;定位调节止动组件3125和定位转动轴模块3121相连接;定位转动轴模块3121用于带动定位调节齿轮3122转动;定位调节止动组件3125锁紧或者松开固定定位转动轴模块3121控制其转动状态;
25.如图6所示,电芯贴侧胶装置4包括胶带输送机构41和胶带贴装机构42;胶带输送机构41和胶带贴装机构42都固定在工作台上;胶带输送机构41输出端与胶带贴装机构42一端相衔接;胶带贴装机构42另一端与电芯定位装置3相衔接;胶带输送机构41用于保护胶带的上料、输送及裁断;胶带贴装机构42用于将保护胶带贴装至电池电芯侧面。
26.胶带输送机构41包括胶带上料组件411、胶带裁切组件412和胶带拉伸组件413;胶带上料组件411、胶带裁切组件412和胶带拉伸组件413都固定在工作台上;胶带上料组件411出料口与胶带裁切组件412相衔接;胶带裁切组件412出料口与胶带拉伸组件413相衔接,并且胶带裁切组件412和胶带拉伸组件413分别与电芯定位装置3相衔接;胶带上料组件411用于保护胶带的供料;胶带裁切组件412用于保护胶带的传输及裁断;胶带拉伸组件413用于将保护胶带压紧在胶带贴装机构42的真空装置上;
27.胶带裁切组件412包括裁切驱动模块4121、裁切推动模块4122、胶带阻挡头4123和裁断模块4124;裁切驱动模块4121固定在工作台上;裁切推动模块4122和裁断模块4124都固定在裁切驱动模块4121输出端上;裁切推动模块4122末端与胶带阻挡头4123相衔接,并且保护胶带穿过裁切推动模块4122末端与胶带阻挡头4123之间的缝隙;多个胶带阻挡头4123固定在裁切推动模块4122上,并且胶带阻挡头4123与胶带贴装机构42的真空装置相衔接;裁断模块4124位于胶带裁切组件412出料端,并且裁断模块4124与保护胶带相接触;裁切驱动模块4121用于带动裁切推动模块4122、胶带阻挡头4123和裁断模块4124移动;裁切推动模块4122和胶带阻挡头4123用于夹紧或者松开保护胶带;裁断模块4124用于裁断保护胶带;
28.胶带拉伸组件413包括胶带拉伸机架4131、拉伸推动模块4132和胶带拉伸头4133;胶带拉伸机架4131固定在工作台上;拉伸推动模块4132固定在胶带拉伸机架4131上,拉伸推动模块4132输出端与胶带拉伸头4133相连接;胶带拉伸头4133与保护胶带相接触,并且胶带拉伸头4133分别与胶带裁切组件412出料口和胶带贴装机构42的真空装置相衔接;拉伸推动模块4132用于推动胶带拉伸头4133;
29.胶带贴装机构42包括胶带贴装机架421、贴装旋转气缸422、贴胶旋转底板423和贴胶旋转吸块组件424;胶带贴装机架421固定在工作台上;贴装旋转气缸422固定在胶带贴装机架421上,贴装旋转气缸422伸出端与贴胶旋转底板423相连接;贴胶旋转吸块组件424有多个,多个贴胶旋转吸块组件424分别固定在贴胶旋转底板423两端,并且多个贴胶旋转吸块组件424分别与胶带裁切组件412和电芯活动定位机构31相衔接。
30.定位机架311包括定位机架主体3111和定位机架开口3112;定位机架开口3112与定位调节导柱3123上轮齿相配合,并且定位机架开口3112长度大于定位调节导柱3123上轮齿长度;定位调节导柱3123上的轮齿在上下运动时不与定位调节导套3124相接触;
31.定位转动轴模块3121包括定位调节轴承座31211、定位调节轴承、定位调节轴31213和定位调节手柄31214;多个定位调节轴承座31211都固定在定位机架311上;多个定位调节轴承分别嵌合于定位调节轴承座31211中相应孔位;定位调节轴31213穿过多个定位
调节轴承;定位调节手柄31214固定在定位调节轴31213的首端。
32.定位调节止动组件3125包括调节止动夹块31251和调节锁紧手柄31252;调节止动夹块31251固定在定位机架311上,并且调节止动夹块31251与定位调节轴31213尾端相连接;调节锁紧手柄31252与调节止动夹块31251相连接;
33.调节止动夹块31251包括止动夹块主体312511、止动夹块弹性槽312512、止动夹块锁紧孔312513和止动夹块轴孔312514;止动夹块弹性槽312512与止动夹止动夹块轴孔312514相连通;止动夹块锁紧孔312513穿过止动夹块弹性槽312512并且与调节锁紧手柄31252相连接;止动夹块轴孔312514与定位调节轴31213相配合;止动夹块弹性槽312512为长方形滑槽。
34.定位吸盘组件313包括吸盘底板3131、定位吸盘3132和吸盘盖板3133;吸盘底板3131与真空系统相连接,并且吸盘底板3131一端与定位调节导柱3123相连接,吸盘底板3131另一端分别与定位吸盘3132和吸盘盖板3133相连接;多个定位吸盘3132与电池电芯相接触。
35.裁切驱动模块4121包括裁切驱动电机41211、裁切驱动丝杆导轨41212和裁切驱动连接板41213;裁切驱动电机41211和裁切驱动丝杆导轨41212都固定在工作台上;裁切驱动电机41211输出端与裁切驱动丝杆导轨41212相连接;裁切驱动连接板41213固定在裁切驱动丝杆导轨41212上,并且裁切驱动连接板41213与裁切推动模块4122和裁断模块4124相连接;
36.如图7所示,裁切推动模块4122包括第一裁切推动元件41221和第二裁切推动元件41222;第一裁切推动元件41221固定在裁切驱动连接板41213上;第二裁切推动元件41222固定在第一裁切推动元件41221上,第二裁切推动元件41222与保护胶带相接触,并且第二裁切推动元件41222与胶带阻挡头4123相衔接;
37.第一裁切推动元件41221包括第一推动气缸、第一气缸连接板412211和第一气缸导轨滑块412212;第一气缸连接板412211固定在第一气缸导轨滑块412212上并且第一气缸连接板412211与第一推动气缸相连接;
38.第二裁切推动元件41222包括第二推动气缸、第二推动头412221和第二气缸导轨滑块412222;第二推动气缸伸出端与固定在第二气缸导轨滑块412222上的第二推动头412221相连接;第二推动头412221与保护胶带相接触,并且第二推动头412221与胶带阻挡头4123相衔接;
39.第二裁切推动元件41222还包括压合座412223、压合螺钉412224、压合导轨滑块412225和压合头412226;压合座412223和压合导轨滑块412225中的导轨都固定在第一气缸连接板412211上;压合螺钉412224穿过压合座412223,并且压合螺钉412224与压合头412226相连接;压合头412226固定在压合导轨滑块412225中的滑块上,压合头412226伸出端下端面与保护胶带上端面相接触,并且压合头412226伸出端下端面高度与胶带上料组件411输出保护胶带上端面高度相同。
40.裁断模块4124包括裁断气缸41241和裁断刀片41242;裁断气缸41241固定在裁切驱动连接板41213上;裁断刀片41242与裁断气缸41241伸出端相连接,并且裁断刀片41242与保护胶带相接触;裁断刀片41242与胶带阻挡头4123不接触。
41.如图9所示,贴胶旋转吸块组件424包括贴胶气缸、贴胶导轨滑块4241、贴胶推板
4242和贴胶真空板4243;贴胶气缸固定在贴胶旋转底板423上,贴胶气缸伸出端与贴胶推板4242相连接;多个贴胶真空板4243都固定在贴胶推板4242上,多个贴胶真空板4243都与保护胶带相接触,并且多个贴胶真空板4243分别与胶带裁切组件412和电芯活动定位机构31相衔接;
42.如图10所示,贴胶真空板4243包括真空板主体42431和真空板吸孔42432;多个真空板吸孔42432为圆柱形,并且多个真空板吸孔42432为长方形分布;多个真空板吸孔42432的总宽度小于保护胶带的宽度,多个真空板吸孔42432的总长度小于保护胶带一次裁断长度。
43.贴胶旋转底板423包括贴胶底板主体4231、贴胶底板轴孔4232和贴胶气缸固定块4233;贴胶底板轴孔4232与贴装旋转气缸422伸出端相配合;贴胶气缸固定块4233有多个,多个贴胶气缸固定块4233上下错开,并且多个贴胶气缸固定块4233分别与多个贴胶气缸相连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1