一种蒸压加气混凝土砌块无托盘码垛工艺的制作方法
1.本发明属于码垛工艺技术领域,具体为一种蒸压加气混凝土砌块无托盘码垛工艺。
背景技术:
2.蒸压加气混凝土砌块是用钙质材料和硅质材料的配料中加入铝粉作加气剂,经加水搅拌、浇注成型、发气膨胀、预养切割,再经高压蒸汽养护而成的多孔硅酸盐砌块,具有强度高,质量轻和隔音耐热的特点,在蒸压加气混凝土砌块生产完成后,需要通过码垛装置将蒸压加气混凝土砌块按照一定的方式和规律进行摆放,现有的码垛工艺大多是以托盘为基座,将蒸压加气混凝土砌块堆积在托盘上,当码垛完成的蒸压加气混凝土砌块需要存放或移动时,需要连同托盘一同进行摆放和移动,而且在蒸压加气混凝土砌块完全使用之前,无法将托盘从蒸压加气混凝土砌块下取出进行使用,导致蒸压加气混凝土砌块进行码垛时需要利用大量的托盘对蒸压加气混凝土砌块进行存放,提高了该码垛工艺的成本消耗,并且现有的码垛工艺大多是按照垂直重叠的排列方式进行码垛堆积,码垛完成后每列蒸压加气混凝土砌块相互之间的连接程度较低,每列的重心随之堆积高度的变化而变化,当堆积高度较高时,蒸压加气混凝土砌块的重心会出现不稳定的情况,容易导致码垛完成的蒸压加气混凝土砌块出现晃动和倾倒的情况,稳定性较差。
技术实现要素:
3.(一)解决的技术问题
4.为了克服现有技术的上述缺陷,本发明提供了一种蒸压加气混凝土砌块无托盘码垛工艺,解决了现有的码垛工艺大多是以托盘为基座,将蒸压加气混凝土砌块堆积在托盘上,当码垛完成的蒸压加气混凝土砌块需要存放或移动时,需要连同托盘一同进行摆放和移动,而且在蒸压加气混凝土砌块完全使用之前,无法将托盘从蒸压加气混凝土砌块下取出进行使用,导致蒸压加气混凝土砌块进行码垛时需要利用大量的托盘对蒸压加气混凝土砌块进行存放,提高了该码垛工艺的成本消耗,并且现有的码垛工艺大多是按照垂直重叠的排列方式进行码垛堆积,码垛完成后每列蒸压加气混凝土砌块相互之间的连接程度较低,每列的重心随之堆积高度的变化而变化,当堆积高度较高时,蒸压加气混凝土砌块的重心会出现不稳定的情况,容易导致码垛完成的蒸压加气混凝土砌块出现晃动和倾倒的情况,稳定性较差的问题。
5.(二)技术方案
6.为实现上述目的,本发明提供如下技术方案:一种蒸压加气混凝土砌块无托盘码垛工艺,包括以下步骤:
7.s1:生产完成的蒸压加气混凝土注入模具内进行烘干和凝固,让蒸压加气混凝土砌块在模具内的温度保持在30℃至35℃之间,持续6至8个小时,形成长600mm、宽300mm以及厚200mm的蒸压加气混凝土砌块,让凝固完成的蒸压加气混凝土砌块脱模,并落至码垛输送
带上,输送至码垛机内。
8.s2:蒸压加气混凝土砌块在码垛输送带上时,通过鼓风机从码垛输送带两侧对蒸压加气混凝土砌块进行风力冷却,让蒸压加气混凝土砌块的温度下降至10℃至20℃,同时通过鼓风机将蒸压加气混凝土砌块表面的残渣和碎块进行清理。
9.s3:清理完成后,蒸压加气混凝土砌块进入码垛机内,通过码垛机将六个支撑砌块按照工字型进行摆放,形成支撑层,位于中间和左右两侧的对应两个支撑砌块的相对面相搭接,让位于中间的两个支撑砌块的左右两侧面与位于左右两侧四个支撑砌块的相对面相搭接。
10.s4:然后通过码垛机在支撑层的上表面堆积摆放基层,摆放基层由十个基层砌块以水平平行且相邻面相互接触的方式堆积构成,摆放基层上表面的左右两侧分别与两个固定层的下表面相搭接,固定层由八个固定砌块构成,位于下方的四个固定砌块的相对面与第一堆积层中包含的四个纵向堆积砌块相远离的一面相搭接,堆积层内共包含有四个纵向堆积砌块和四个横向堆积砌块。
11.s5:按照第一堆积层的摆放方式,在第一堆积层的上表面垂直摆放五层堆积层,共堆积六层堆积层,六层堆积层的左右两侧面分别与两个固定层的相对面相搭接,然后分别按照固定层中包含的固定砌块的中心线横向捆绑两个固定绳索,再按照堆积层中包含的横向堆积砌块的中心线纵向捆绑一个固定绳索,共使用三个固定绳索。
12.作为本发明的进一步方案:所述摆放基层中位于左右两侧的四个基层砌块相搭接的接缝处与支撑层中位于左右两侧的两个支撑砌块上表面的中心部位相搭接。
13.作为本发明的进一步方案:所述步骤s4中固定层中对应的两个固定砌块的相对面相搭接,且固定砌块为竖向摆放。
14.作为本发明的进一步方案:所述步骤s4中堆积层中包含的四个纵向堆积砌块的相对面与包含的四个横向堆积砌块的左右两侧面相搭接。
15.作为本发明的进一步方案:所述步骤s5内纵向捆绑的一个固定绳索与两个横向捆绑的两个固定绳索以相互交叉的方式连接。
16.作为本发明的进一步方案:所述步骤s5内共设置有六个堆积层、两个固定层、一个摆放基层和一个支撑层,每个堆积层内包含有四个横向堆积砌块和四个纵向堆积砌块,每个固定层中包含有八个固定砌块,摆放基层中包含有十个基层砌块,支撑层中包含有六个支撑砌块,完成码垛后,共使用八十个蒸压加气混凝土砌块。
17.(三)有益效果
18.与现有技术相比,本发明的有益效果在于:
19.1、该蒸压加气混凝土砌块无托盘码垛工艺,通过设置堆积层和固定层,当该码垛工艺进行使用时,将固定层堆积在摆放基层上,利用固定层对堆积层的左右两侧面进行夹持,然后以横纵交错的排列方式设置横向堆积砌块和纵向堆积砌块,利用横纵交错固定结构让横向堆积砌块和纵向堆积砌块相互卡接,让堆积层整体化,然后通过固定绳索对堆积层和固定层固定在摆放基层和支撑层上,使得该码垛工艺利用横纵交错的排列方式,让各个蒸压加气混凝土砌块之间相互卡接,把码垛完成的蒸压加气混凝土砌块向外侧倾倒的力均匀分布在各个蒸压加气混凝土砌块中,然后利用固定绳索将重心保持在支撑层上,让蒸压加气混凝土砌块通过该码垛工艺形成一个低重心、受力均匀、整体性高的码垛块,增强了
该码垛工艺的码垛效果,提高了该码垛工艺的稳定性和使用安全性。
20.2、该蒸压加气混凝土砌块无托盘码垛工艺,通过设置支撑层和摆放基层,当该码垛工艺进行使用时,利用码垛机将六个支撑砌块按照工字型进行摆放,同时在支撑层的上表面平行摆放十个基层砌块,形成摆放基层,利用堆积层和固定层对摆放基层的挤压,将挤压受力点一直保持在支撑层上,通过支撑层和摆放基层对堆积层和固定层进行支撑,使得该码垛工艺可以取消使用托盘对蒸压加气混凝土砌块进行支撑和存放,利用蒸压加气混凝土砌块堆积而成的支撑层和摆放基层,直接对后续摆放的固定层和堆积层进行支撑,并且支撑层和摆放基层接触面的左右两侧设置有悬空部位,为叉车对码垛完成的蒸压加气混凝土砌块进行移动提高受力点,不仅提高了该码垛工艺是使用便捷性,还降低该码垛工艺使用时的成本消耗。
21.3、该蒸压加气混凝土砌块无托盘码垛工艺,通过设置摆放基层和固定层,当该码垛工艺进行使用时,通过摆放基层为堆积层的摆放提供较大的摆放面积,让支撑层的上表面可以摆放更多的蒸压加气混凝土砌块,同时利用固定层和固定绳索,对堆积层进行挤压固定,通过固定层对堆积层进行限制,使得该码垛工艺在堆积完成后,可以通过固定层对堆积层进行夹持固定,同时利用固定绳索对固定层的夹持固定进行结构加固,防止了该工艺码垛完成后的蒸压加气混凝土砌块在受到碰撞或进行移动时,不会出现蒸压加气混凝土砌块脱落的情况,进一步增强了该码垛工艺的稳定性,提高了该码垛工艺的实用性。
附图说明
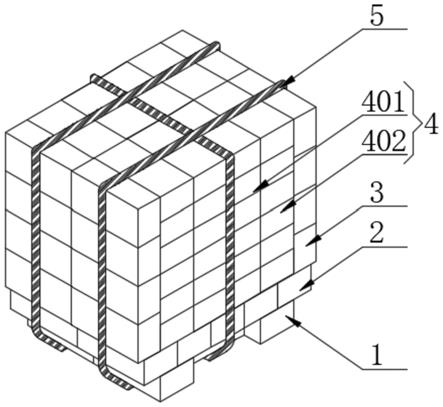
22.图1为本发明立体的结构示意图;
23.图2为本发明固定层立体的剖面结构示意图;
24.图3为本发明堆积层立体的剖面结构示意图;
25.图4为本发明摆放基层立体的剖面结构示意图;
26.图中:1支撑层、2摆放基层、3固定层、4堆积层、401横向堆积砌块、 402纵向堆积砌块、5固定绳索。
具体实施方式
27.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
28.如图1
‑
4所示,本发明提供一种技术方案:一种蒸压加气混凝土砌块无托盘码垛工艺,包括以下步骤:
29.s1:生产完成的蒸压加气混凝土注入模具内进行烘干和凝固,让蒸压加气混凝土砌块在模具内的温度保持在30℃至35℃之间,持续6至8个小时,形成长600mm、宽300mm以及厚200mm的蒸压加气混凝土砌块,让凝固完成的蒸压加气混凝土砌块脱模,并落至码垛输送带上,输送至码垛机内。
30.s2:蒸压加气混凝土砌块在码垛输送带上时,通过鼓风机从码垛输送带两侧对蒸压加气混凝土砌块进行风力冷却,让蒸压加气混凝土砌块的温度下降至10℃至20℃,同时通过鼓风机将蒸压加气混凝土砌块表面的残渣和碎块进行清理。
31.s3:清理完成后,蒸压加气混凝土砌块进入码垛机内,通过码垛机将六个支撑砌块按照工字型进行摆放,形成支撑层1,位于中间和左右两侧的对应两个支撑砌块的相对面相
搭接,让位于中间的两个支撑砌块的左右两侧面与位于左右两侧四个支撑砌块的相对面相搭接。
32.s4:然后通过码垛机在支撑层1的上表面堆积摆放基层2,摆放基层2由十个基层砌块以水平平行且相邻面相互接触的方式堆积构成,摆放基层2上表面的左右两侧分别与两个固定层3的下表面相搭接,固定层3由八个固定砌块构成,位于下方的四个固定砌块的相对面与第一堆积层4中包含的四个纵向堆积砌块402相远离的一面相搭接,堆积层4内共包含有四个纵向堆积砌块402和四个横向堆积砌块401。
33.s5:按照第一堆积层4的摆放方式,在第一堆积层4的上表面垂直摆放五层堆积层4,共堆积六层堆积层4,六层堆积层4的左右两侧面分别与两个固定层3的相对面相搭接,然后分别按照固定层3中包含的固定砌块的中心线横向捆绑两个固定绳索5,再按照堆积层4中包含的横向堆积砌块401的中心线纵向捆绑一个固定绳索5,共使用三个固定绳索5。
34.具体的,如图3和4所示,摆放基层2中位于左右两侧的四个基层砌块相搭接的接缝处与支撑层1中位于左右两侧的两个支撑砌块上表面的中心部位相搭接,步骤s4中固定层3中对应的两个固定砌块的相对面相搭接,且固定砌块为竖向摆放,通过设置摆放基层2,当该码垛工艺进行使用时,通过摆放基层2为堆积层4的摆放提供较大的摆放面积,让支撑层1的上表面可以摆放更多的蒸压加气混凝土砌块,使得该码垛工艺在可以利用摆放基层2加大支撑层1对蒸压加气混凝土砌块的支撑量,增强了该码垛工的码垛效果,同时还提高了该码垛工艺的实用性,步骤s4中堆积层4中包含的四个纵向堆积砌块402的相对面与包含的四个横向堆积砌块401的左右两侧面相搭接。
35.具体的,如图1和2所示,步骤s5内纵向捆绑的一个固定绳索5与两个横向捆绑的两个固定绳索5以相互交叉的方式连接,通过设置固定绳索5,当该码垛工艺对蒸压加气混凝土砌块码垛完成后,通过三个固定绳索5,分别从固定层3中包含的固定砌块的中心线横向捆绑两个固定绳索5,从堆积层4中包含的横向堆积砌块的中心线纵向捆绑一个固定绳索5,使得该码垛工艺通过三个固定绳索5同时对码垛完成的蒸压加气混凝土砌块进行横向和纵向的限位固定,防止了码垛完成的蒸压加气混凝土砌块在移动或受到碰撞时出现散落的情况,提高了该码垛工艺的稳定性,步骤s5内共设置有六个堆积层4、两个固定层3、一个摆放基层2和一个支撑层1,每个堆积层4内包含有四个横向堆积砌块401和四个纵向堆积砌块402,每个固定层3中包含有八个固定砌块,摆放基层2中包含有十个基层砌块,支撑层1中包含有六个支撑砌块,完成码垛后,共使用八十个蒸压加气混凝土砌块。
36.最后应说明的几点是:虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明的基础上,以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1