一种覆膜盒拆膜倒料装置的制作方法
1.本发明涉及食品生产设备,特别涉及一种覆膜盒拆膜倒料装置。
背景技术:
2.现有的拆包输瓶机用于将带包装的瓶盒取出并在输送过程中进行拆包,将纸托和覆膜去除,现有技术中的拆包去膜方法存在人工干预较多、洁净度难以保证等问题,采用切刀切开覆膜的方式存在切刀难以按照预定轨迹运行导致覆膜不能被完全切开,同时,若遇到畸形包装(例如矩形、方形)、转角、折页凹凸处等特殊位置易发生切膜遗漏,此外,还存在起始点切口错位而造成环切不完整等问题。由此可知,对于圆桶状覆膜盒,可以利用锋利刀具沿着圆桶轴心方向旋转划开,但方案仅适合圆形敞口覆膜塑料容器,但对于异形(方形、矩形等)盒子无法实现自动拆膜。
技术实现要素:
3.本发明的目的是提供一种覆膜盒拆膜倒料装置,用以实现覆膜后的异形(方形、矩形等)盒子自动拆膜/开盒,并实现将盛有食材的覆膜盒子拆膜/开盒后自动出料的目的。
4.为了实现以上目的,本发明通过以下技术方案实现:
5.一种覆膜盒拆膜倒料装置,包括:水平模组200,接盒部100,用于装载待拆覆膜盒。竖直模组210,所述竖直模组210的一端与所述水平模组200连接,另一端与所述接盒部100连接,位于所述水平模组200下方;所述竖直模组210沿所述水平模组200在水平方向上往复移动。拆膜部400,其设置于水平模组200下方,用于在所述接盒部100移动至所述拆膜部400下方时,对所述待拆覆膜盒的薄膜进行切割。倒料挡盒部500,其设置于水平模组200下方,用于在所述接盒部100移动至所述倒料挡盒部500时,固定所述待拆覆膜盒的盒边,所述接盒部100转动,以带动所述倒料挡盒部500翻转以将所述待拆覆膜盒内的物料倒出。
6.优选地,所述接盒部100包括:座板201,其设置在所述竖直模组210上,沿着所述竖直模组210在竖直方向上进行往复运动;
7.转动组件,
8.接盒框209,用于装载待拆覆膜盒,且通过所述转动组件连接在所述座板201上,所述转动组件用于带动所述接盒框209旋转。
9.优选地,所述转动组件包括:翻转轴承座208,其固定在所述座板201上;
10.翻转轴207,其一端与所述翻转轴承座208活动连接,另一端与所述接盒框209的一端连接;
11.第一连带轮204,其设置在所述座板201上;
12.第二连带轮205,其设置在所述翻转轴207上;
13.皮带206,其套设在所述第一连带轮204和所述第二连带轮205上;
14.减速机203,其设置在所述座板201上,
15.电机202,其设置在所述减速机203上,所述减速机203和所述电机202均与所述第
一连带轮204连接,所述电机202用于驱动所述第一连带轮204旋转,进而带动所述第二连带轮205旋转,以使所述接盒框209旋转;所述减速机(203)用于控制所述电机(202)的减速和换向。
16.优选地,所述接盒框209上设有导向孔2091。
17.优选地,所述拆膜部400包括:导向轴组406、螺母组407、压簧组408、直线轴承组409、齿刀安装板410、直线轴承固定板404、连接柱组405、压盒圈403、导柱组402和齿刀组401;
18.所述直线轴承组409中的每一所述直线轴承固定在所述直线轴承固定板404上;
19.所述连接柱组405中的每一所述连接柱的一端与所述直线轴承固定板404连接,另一端与所述压盒圈403连接;
20.所述齿刀安装板410位于所述直线轴承固定板404和所述压盒圈403之间;
21.所述导向轴组406中每一所述导向轴的上端带螺纹,通过所述螺母组407中相应的第一螺母固定在所述水平模组200的安装板上,
22.每一所述导向轴的下端对应贯穿所述直线轴承,并通过每一所述导向轴的下端面带有的法兰固定在所述齿刀安装板410的顶面上;
23.所述压簧组408中的每一压簧对应套在所述导向轴上,其一端与相应的所述直线轴承的法兰端抵接,另一端与拧在对应的所述导向轴上的第二螺母接触,所述第二螺母位于所述水平模组200的安装板下方,调节所述第二螺母,以调节所述压簧弹力;
24.所述齿刀组401中的每一齿刀通过螺栓固定在所述齿刀安装板410的底面上;
25.所述导柱组402中的每一导柱的一端安装在所述齿刀安装板的一侧;
26.所述齿刀组401在对所述待拆覆膜盒的薄膜进行切割时,每一所述导柱的另一端贯穿至所述接盒框209上设有的导向孔2091内,以对所述齿刀组401进行定位。
27.优选地,所述齿刀组401的每一所述齿刀与所述待拆覆膜盒的形状相匹配。
28.优选地,所述倒料挡盒部500包括:压盒框501、压盒框固定板502、旋转轴503、扭簧504和轴承505;
29.所述轴承505固定在所述压盒框固定板502上;
30.所述旋转轴503的一端与所述轴承505转动连接,另一端与所述水平模组200上设有的挡盒安装板506连接;
31.所述扭簧504套设在所述旋转轴503上,其一端与所述压盒框固定板502抵接,另一端与所述挡盒安装板506抵接;
32.所述压盒框501的一端与所述压盒框固定板502的一端固定连接;
33.所述压盒框501用于在所述接盒部100移动至所述倒料挡盒部500时,压住所述待拆覆膜盒的盒边,所述接盒部100翻转带动所述压盒框501翻转以将所述待拆覆膜盒内的物料倒出。
34.优选地,还包括:顶盒部300,所述顶盒部300固定在所述水平模组200的安装板上,在所述待拆覆膜盒进行物料倒出后,所述接盒部100将所述待拆覆膜盒移动至所述顶盒部300下方后,所述接盒部100翻转180度,并竖直向上移动,所述顶盒部300用于将所述待拆覆膜盒顶出。
35.优选地,所述顶盒部300包括若干个螺柱301和顶盒板302;每一所述螺柱301的一
端与所述顶盒板302连接,另一端与所述水平模组200的安装板连接。
36.本发明具有至少以下优点之一:
37.本发明所提供一种覆膜盒拆膜倒料装置可以对覆膜后的异形(方形、矩形等)盒子自动拆膜/开盒,并实现将盛有食材的覆膜盒子拆膜/开盒后自动出料。
附图说明
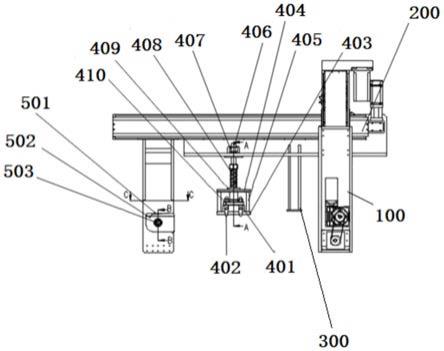
38.图1为本发明一实施例提供的一种覆膜盒拆膜倒料装置的正视图;
39.图2为本发明一实施例提供的一种覆膜盒拆膜倒料装置的整体结构示意图;
40.图3为本发明一实施例提供的一种覆膜盒拆膜倒料装置的倒料挡盒部沿图1中所示的c
‑
c方向的部分剖面结构示意图;
41.图4为本发明一实施例提供的一种覆膜盒拆膜倒料装置的倒料挡盒部沿图1中所示的b
‑
b方向的部分剖面结构示意图;
42.图5为本发明一实施例提供的一种覆膜盒拆膜倒料装置的拆膜部沿图1中所示的a
‑
a方向的剖面结构示意图;
43.图6为本发明一实施例提供的一种覆膜盒拆膜倒料装置的齿刀结构示意图;
44.图7为本发明一实施例提供的一种覆膜盒拆膜倒料装置的接盒框的结构示意图。
具体实施方式
45.以下结合附图和具体实施方式对本发明提出的一种覆膜盒拆膜倒料装置作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
46.结合图1和图2所示,本实施例提供的一种覆膜盒拆膜倒料装置,包括:水平模组200,接盒部100,用于装载待拆覆膜盒。竖直模组210,所述竖直模组210的一端与所述水平模组200连接,另一端与所述接盒部100连接,位于所述水平模组200下方;所述竖直模组210沿所述水平模组200在水平方向上往复移动。拆膜部400,其设置于水平模组200下方,用于在所述接盒部100移动至所述拆膜部400下方时,对所述待拆覆膜盒的薄膜进行切割。倒料挡盒部500,其设置于水平模组200下方,用于在所述接盒部100移动至所述倒料挡盒部500时,固定所述待拆覆膜盒的盒边,所述接盒部100转动,以带动所述倒料挡盒部500翻转以将所述待拆覆膜盒内的物料倒出。
47.请继续参考图2所示,所述接盒部100包括:座板201,其设置在所述竖直模组210上,沿着所述竖直模组210在竖直方向上进行往复运动;转动组件,接盒框209,用于装载待拆覆膜盒,且通过所述转动组件连接在所述座板201上,所述转动组件用于带动所述接盒框209旋转。
48.在本实施例中,所述转动组件包括:翻转轴承座208,其固定在所述座板201上。翻
转轴207,其一端与所述翻转轴承座208活动连接,另一端与所述接盒框209的一端连接。第一连带轮204,其设置在所述座板201上。第二连带轮205,其设置在所述翻转轴207上。皮带206,其套设在所述第一连带轮204和所述第二连带轮205上。减速机203,其设置在所述座板201上。电机202,其设置在所述减速机203上,所述减速机203和所述电机202均与所述第一连带轮204连接,所述电机202用于驱动所述第一连带轮204旋转,进而带动所述第二连带轮205旋转,以使所述接盒框209旋转;所述减速机(203)用于控制所述电机(202)的减速和换向。
49.如图7所示,所述接盒框209上设有导向孔2091。
50.如图5和图6所示,所述拆膜部400包括:导向轴组406、螺母组407、压簧组408、直线轴承组409、齿刀安装板410、直线轴承固定板404、连接柱组405、压盒圈403、导柱组402和齿刀组401。
51.所述直线轴承组409中的每一所述直线轴承固定在所述直线轴承固定板404上。在本实施例中所述直线轴承组409包括两个直线轴承,如图5所示的第一直线轴承4091和第二直线轴承4092,但不以此为限。
52.所述连接柱组405中的每一所述连接柱的一端与所述直线轴承固定板404连接,另一端与所述压盒圈403连接。在本实施例中所述连接柱组405中包括四个连接柱,四个连接柱中两个如图5中所述第一连接柱4051和第二连接柱4052,但不以此为限。
53.所述齿刀安装板410位于所述直线轴承固定板404和所述压盒圈403之间。
54.所述导向轴组406中每一所述导向轴的上端带螺纹,通过所述螺母组407中相应的第一螺母(在本实施例中包括两个第一螺母,即第一第一螺母4071和第二第一螺母4072)固定在所述水平模组200的安装板上。
55.每一所述导向轴的下端对应贯穿所述直线轴承,并通过每一所述导向轴的下端面带有的法兰固定在所述齿刀安装板410的顶面上。在本实施例中,所述导向轴组406包括两个导向轴,即如图5所示的第一导向轴4061和第二导向轴4062,但不以此为限。若所述齿刀只需要一个时,所述导向轴只需要安装一个。
56.所述压簧组408中的每一压簧对应套在所述导向轴上,其一端与相应的所述直线轴承的法兰端抵接,另一端与拧在对应的所述导向轴上的第二螺母(在本实施例中包括两个第二螺母,即第一第二螺母4073和第二第二螺母4074)接触,所述第二螺母位于所述水平模组200的安装板下方,调节所述第二螺母,以调节所述压簧弹力。所述压簧组408包括两个压簧,即如图5所示的第一压簧4081和第二压簧4082,但不以此为限。若所述导向轴只需要安装一个时,所述压簧只需要一个。
57.所述齿刀组401中的每一齿刀通过螺栓固定在所述齿刀安装板410的底面上。所述齿刀组401的每一所述齿刀与所述待拆覆膜盒的形状相匹配。所述齿刀组401包括第一齿刀4011和第二齿刀4012,若所述待拆覆膜盒的可以采用一个齿刀实现切割时,所述齿刀可以安装一个。
58.所述导柱组402中的每一导柱的一端安装在所述齿刀安装板的一侧(所述齿刀安装板的一侧开有螺纹孔,所述导柱组402中的每一导柱一端带螺纹,通过螺纹连接在齿刀安装板上的螺纹孔内)。所述导柱组402包括两个导柱。
59.所述齿刀组401在对所述待拆覆膜盒的薄膜进行切割时,每一所述导柱的另一端
贯穿至所述接盒框209上设有的导向孔2091内,以对所述齿刀组401进行定位。
60.所述倒料挡盒部500包括:压盒框501、压盒框固定板502、旋转轴503、扭簧504和轴承505;所述轴承505固定在所述压盒框固定板502上;所述旋转轴503的一端与所述轴承505转动连接,另一端与所述水平模组200上设有的挡盒安装板506连接;所述扭簧504套设在所述旋转轴503上,其一端与所述压盒框固定板502抵接,另一端与所述挡盒安装板506抵接;
61.所述压盒框501的一端与所述压盒框固定板502的一端固定连接;
62.所述压盒框501用于在所述接盒部100移动至所述倒料挡盒部500时,压住所述待拆覆膜盒的盒边,所述接盒部100翻转带动所述压盒框501翻转以将所述待拆覆膜盒内的物料倒出。
63.在本实施例中,还包括:顶盒部300,所述顶盒部300固定在所述水平模组200的安装板上,在所述待拆覆膜盒进行物料倒出后,所述接盒部100将所述待拆覆膜盒移动至所述顶盒部300下方后,所述接盒部100翻转180度,并竖直向上移动,所述顶盒部300用于将所述待拆覆膜盒顶出。
64.所述顶盒部300包括若干个螺柱301和顶盒板302;每一所述螺柱301的一端与所述顶盒板302连接,另一端与所述水平模组200的安装板连接。
65.本实施例对所述覆膜盒进行拆模处理的过程包括:
66.步骤s1、食材柜小车推出待拆覆膜盒,所述待拆覆膜盒掉落至所述接盒框内,此时,所述待拆覆膜盒的薄膜朝上,所述待拆覆膜盒的盒体位于所述接盒框内,所述待拆覆膜盒的盒边与所述接盒框的框边搭接;
67.步骤s2、所述接盒部100沿所述水平模组200进行水平方向上的移动,移动至所述拆膜部400处,使得所述接盒部100的接盒框位于所述拆膜部400的所述齿刀组的正下方;驱动所述座板201沿所述竖直模组210向上移动;所述压盒圈403将所述待拆覆膜盒的盒边压在所述接盒框的框边上,以固定所述待拆覆膜盒,此时所述齿刀刺穿所述待拆覆膜盒上的薄膜;之后,驱动所述座板201沿所述竖直模组210向下移动。
68.可以理解的是,所述待拆覆膜盒为矩形形状,则所述齿刀也为矩形,但其三边设有锯齿刀片,另外一个边空置,不设置锯齿刀片;由此在切割所述待拆覆膜盒上的薄膜时,可以留有一侧的薄膜与所述待拆覆膜盒的盒边连接。
69.步骤s3、所述接盒部100沿所述水平模组200进行水平方向上的移动,移动至所述倒料挡盒部500处,位于所述压盒框501的正下方,驱动所述座板201沿所述竖直模组210向上移动;所述压盒框501将所述待拆覆膜盒的盒边压在所述接盒框的框边上,以固定所述待拆覆膜盒,所述接盒框逆时针翻转180
°
,所述压盒框501也随之进行逆时针翻转180度(此时所述压盒框501翻转是为了防止所述待拆覆膜盒在倒料的过程中掉落)进行倒料操作;之后,所述接盒框顺时针翻转180
°
复位;驱动所述座板201沿所述竖直模组210向下移动。
70.步骤s4、所述接盒部100沿所述水平模组200进行水平方向上的移动,移动至所述顶盒部300处,位于所述顶盒板302正下方;所述接盒框逆时针翻转180
°
,以将所述接盒框上的待拆覆膜盒(此时其状态为空盒)去除。
71.若所述接盒框逆时针翻转180
°
之后,所述接盒框上的待拆覆膜盒仍然没有掉落,则驱动所述座板201沿所述竖直模组210向上移动;所述顶盒板302顶在所述待拆覆膜盒的底部,在所述接盒框上升的过程中,最终将该空盒的待拆覆膜盒顶出,掉落。之后,驱动所述
座板201沿所述竖直模组210向下移动;所述接盒框顺时针翻转180
°
复位。
72.步骤s5、所述接盒部100沿所述水平模组200进行水平方向上的移动,移动至其自己的初始位置(食材柜出盒口),等待出盒,重复上述步骤s1~步骤s5,直至倒料工作完成。
73.本实施例所提供一种覆膜盒拆膜倒料装置可以对覆膜后的异形(方形、矩形等)盒子自动拆膜/开盒,并实现将盛有食材的覆膜盒子拆膜/开盒后自动出料。
74.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
75.在本发明的描述中,需要理解的是,术语“中心”、“高度”、“厚度”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
76.在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
77.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
78.尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1